



1.铸件特征及铸造工艺
高锰钢筛板(见图6-10)是选矿、建材、冶金等各种矿石颗粒料过筛的常用抗磨合金铸件,尤其用于振动条件下的过筛。铸件材质为ZGMn13-4。
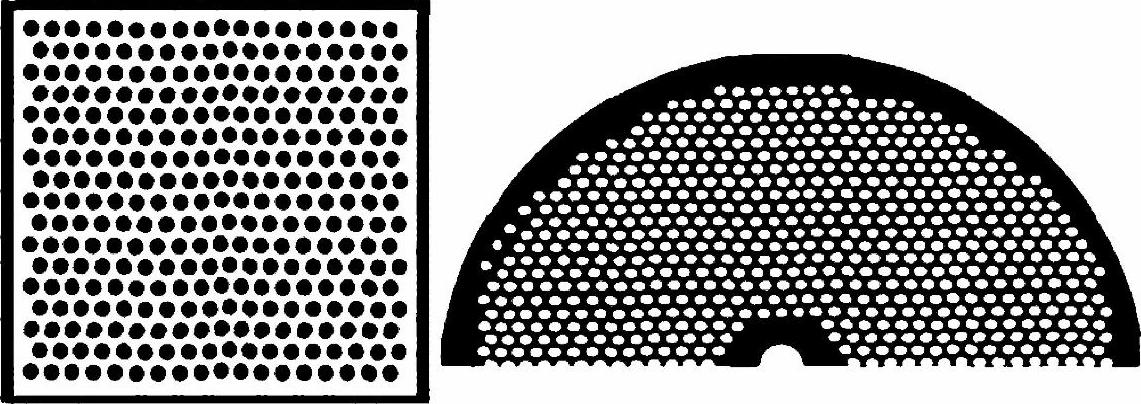
图6-10 高锰钢筛板
高锰钢筛板消失模铸造的工艺过程控制及关键技术如下:
(1)模组造型与白模涂料 按筛板图样要求,考虑消失模铸造的铸造工艺计算好收缩量;然后用电热丝在白模切割机平台上切割;再用外直径为筛孔大小空心薄钢管(或铜管)逐一摁出圆孔,制成筛板模样;再将多个筛板模样及浇注系统组成模样簇。(https://www.xing528.com)
由于筛板上的孔较多、分布较密,涂料应采用性能(涂挂性、耐火性能透气性)较好的消失模铸造专用涂料,才能保障铸件质量。
(2)刷涂料 将每件筛板模样在45~55℃烘干,用手工刷涂料,注意筛板每个孔内壁均要均匀刷上涂料,然后烘干。吊装、搬运及下箱时,不能有振摆晃动,以免组串变形、走样。
(3)造型及浇注 每箱24件筛板,采用20~40目的宝珠砂。浇注温度控制在1480~1550℃,负压值为0.015~0.025MPa。浇注完毕后,过3~5min去除真空。24h后再开箱、清砂。
2.常见缺陷及预防措施
由于筛板上的眼孔很多,而且孔径又小,浇注时被金属液包围的涂料和型砂被烧结。因此,该铸件的常见缺陷是粘砂。形成粘砂缺陷的主要原因包括①选择的涂料不当,或者混制工艺不合适,涂料的耐火度不够或者干强度不理想,在烘干过程中产生裂纹;②涂料未涂刷好,厚度不均匀,甚至出现漏白③眼孔中的砂子未紧实或者砂子选择不当。根据上述原因,在操作过程中,应严格按照工艺规范操作控制,采用高性能的消失模铸造涂料,可以得到合格的筛板铸件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。