



1.铸件特征及工艺设计
汽车后桥悬挂支架用杆头类铸件,如图6-9所示。铸件材质为QT600-3。该铸件杆头直径为φ42~φ53mm,连接肋处厚40mm,连接肋处容易产生缩松。
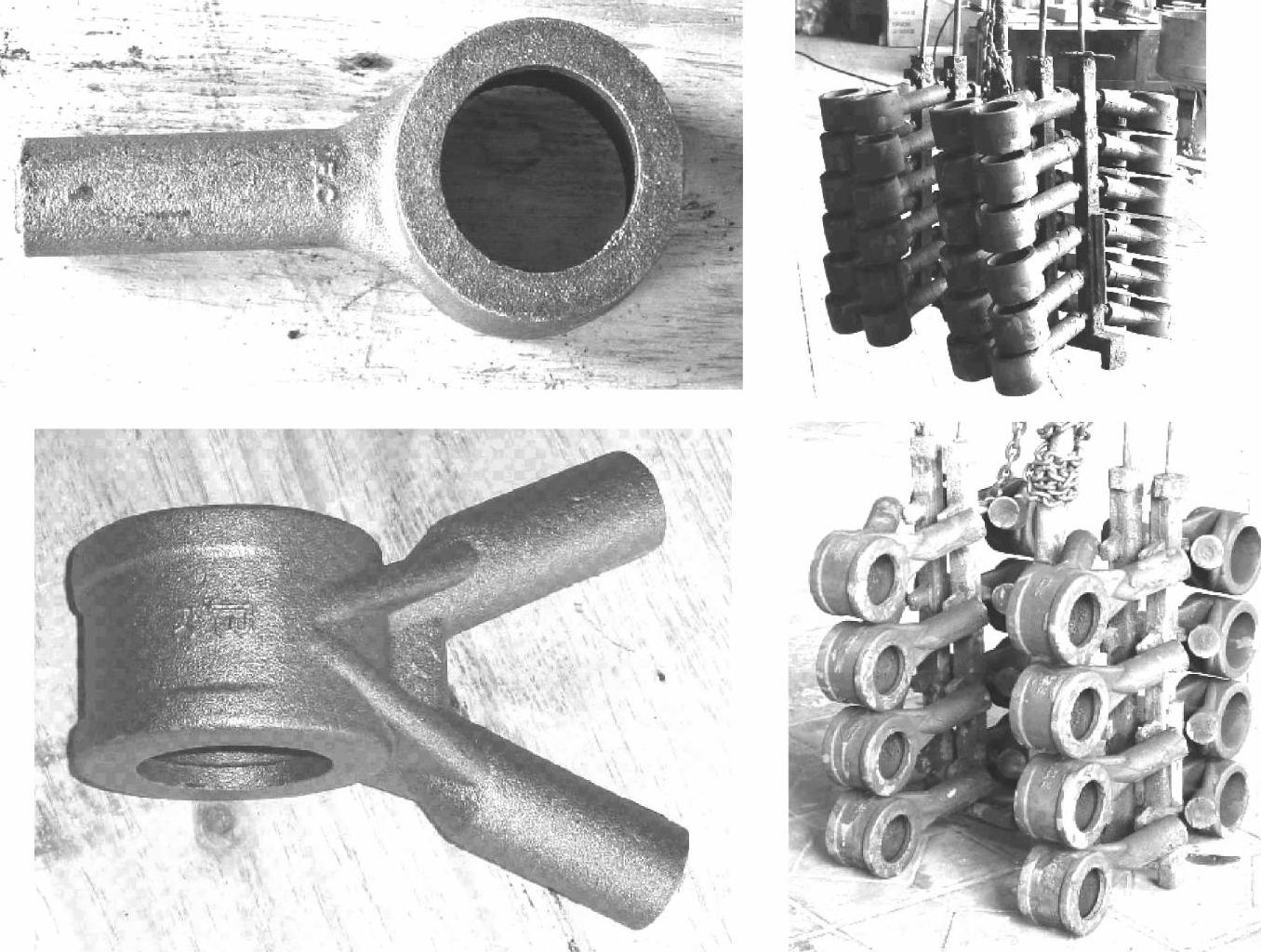
图6-9 杆头类球墨铸铁铸件
模样干燥后浸涂料,涂层干态厚度为0.3~0.5mm。采用单组分胶或热熔胶将模样与浇注系统组合在一起形成模组,模样与反直浇道间采取插接形式。插接部位涂少量单组分胶密封加固,直浇道下端夹放纤维过滤网。采用30~50目天然硅砂振动造型,侧吸式砂箱。铁液出炉温度为1520~1580℃,浇注时加质量分数为0.1%的20~40目75硅铁粉随流孕育。浇注时,砂箱内抽负压,系统表压为0.01~0.03MPa,以浇注时不反喷为宜。(https://www.xing528.com)
2.主要缺陷及预防措施
(1)铸件表面皱皮 采用EPS模样浇注的铸件表面炭黑严重。浇注时EPS模样部分汽化、部分炭化。炭化产物不溶于金属,以固体形式被金属液推移到涂料与金属液界面处。由于炭化产物的占位,金属液凝固后形成皱皮,皱皮处有炭黑存在。铸件经退火处理,炭化产物燃烧掉,皱皮痕迹清晰。采用共聚料可彻底消除了铸件表面皱皮。
(2)铸件冲砂 产生冲砂的原因比较复杂,但可以解决。主要原因有浇口盆结合处密合不严,浇注系统涂料层薄,浇注系统设计不合理,浇注速度过慢断流等。
(3)反喷 金属液与模样接触,但金属液尚未充满直浇道及浇口盆,初期滴入直浇道的金属液与模样接触,模样汽化;气体沿直浇道逆流而上,并冲破金属液形成反喷,反喷时直浇道型壁振动引起塌陷,型砂裹入金属液中;同时增加了浇注的危险性和产生断流的可能性。采取加大浇口盆尺寸、在反直浇道上端加引气管、金属液快速充满浇道等措施完全可避免反喷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。