



1.铸件结构特征
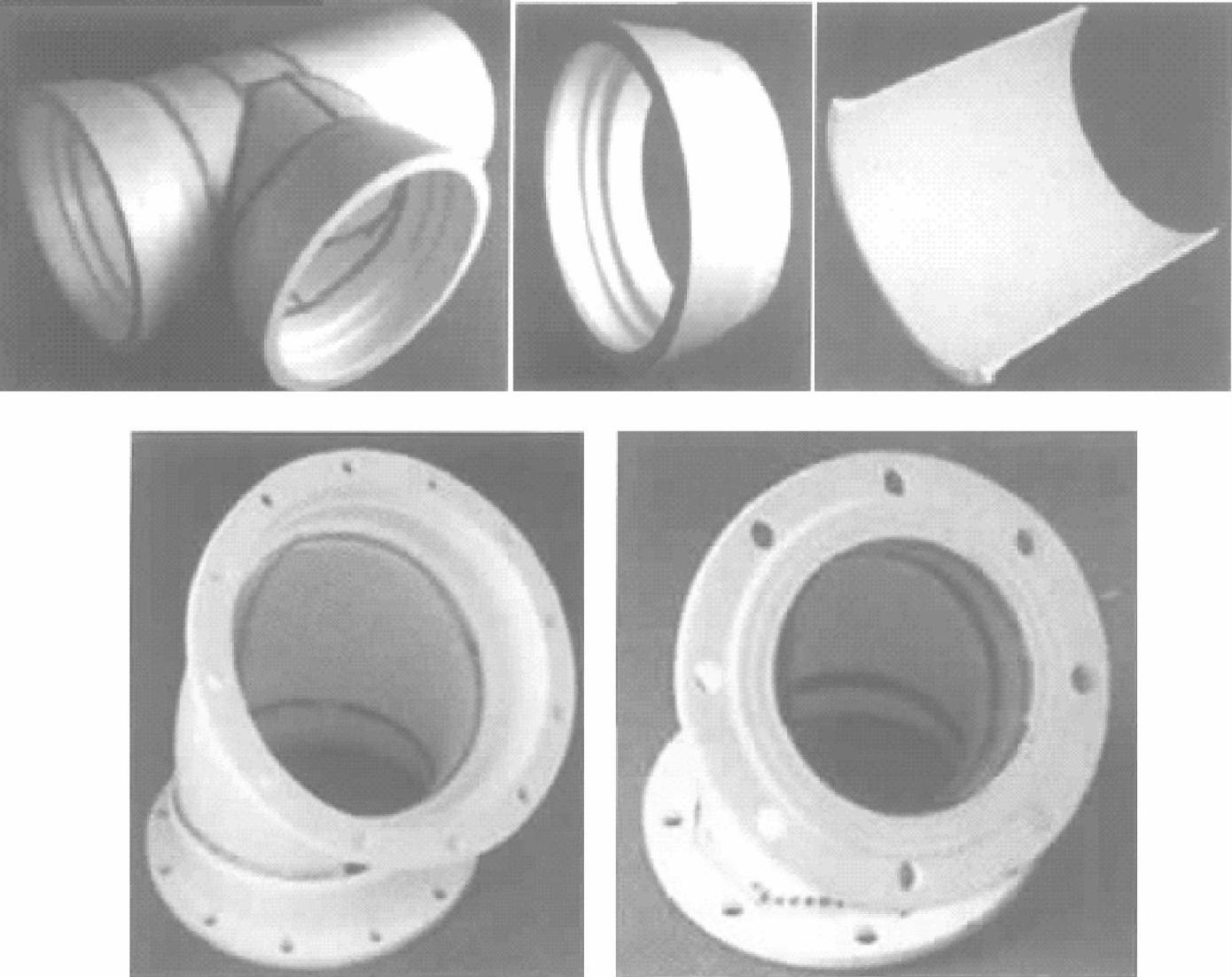
自来水球墨铸铁管件,材质为QT450-10,接口形式有法兰、T形、K形三种,管身形式有短管、丁字管、弯管、堵头附件等。常见的自来水球墨铸铁管件如图6-7所示。
2.质量问题及解决方法
(1)承插口圆度超标 由泡沫模样变形引起的承插口圆度超标。由于消失模所用的涂料是水基涂料,浸涂时使泡沫塑料模样变湿,降低了刚度,烘干后产生变形,造成了铸件变形。这种变形如果产生在承插口部位,可使其尺寸误差或圆度误差超标,使铸件报废。
该质量问题通过用铝制或聚氯乙烯定型环的方法得到了解决。在涂料前将定型环放入承插口内径,在第一次涂料烘干后,消失模的刚度明显增加再涂第二次涂料,即可消除变形。
(2)型壁位移 在一个浇注系统有两个以上的铸件时,在相邻的两个铸件中,其中一个铸件的壁厚增加而另一个铸件的壁厚减小,更有甚者两个铸件一个铸件出现大孔洞,而另一个铸件局部增厚一倍。这种缺陷只有在消失模铸造中特有,这是由它的充型特殊性造成的。因为消失模属实型铸造,造型材料使用干砂,砂粒之间没有黏结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断汽化,不断充型。消失模汽化过早,会使铸型溃散;汽化过迟,汽化后的气体不断排出。当一个浇注系统的两个铸件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气体。两个相邻的铸件铁液液位高度不同时,在不同铁液压力的作用下型壁移向另一方,造成此类缺陷。因此,必须严格控制两个铸件浇注系统的合理分配避免浇注过程型壁受力不均,这样才能有效防止此类缺陷的出现。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-7 自来水球墨铸铁管件
(3)塌箱 塌箱现象与空腔砂型铸造不尽相同。严重的型壁位移会塌箱浇注过程中负压中断,断流都会形成塌箱。因此,必须保持浇注过程中真空度及浇注的连续性,才能避免塌箱缺陷产生。
(4)跑火 消失模铸造没有分型面,不会发生空腔铸造中所说的跑火现象但消失模铸造中,跑火现象是伴随着塌箱而出现的,其危害更大,它会使铁液流入砂箱负压气室或负压管路,严重损坏砂箱或负压系统,要特别注意。避免塌箱缺陷产生的措施都能克服跑火缺陷。
(5)渣气孔 普通气孔缺陷内壁光滑,但渣气孔缺陷内壁常含有炭黑状物质,呈蜂窝状,成片聚集。经分析认为,渣气孔缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。因此,应从合理设计浇注系统,使铁液顺畅充型来避免该缺陷。当形状较复杂时,可在形成缺陷处设置排气冒口。
(6)其他缺陷 一般铸件的缺陷,如砂眼、气孔、冷隔等,消失模铸件中也会出现,可以通过适当提高浇注温度、采用高质量涂料等措施来克服各种铸造缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。