



【摘要】:稳定生产后,铸件质量好,废品少。铸件经抛丸清理后轮廓清晰,表面光洁,无须打磨,表面粗糙度Ra为6.3~12.51μm,铸件重量由原来的13.8kg(湿型砂)减至11.8kg。
1.铸件特征及主要质量问题
电动机壳体铸件及其模具如图6-6所示。铸件材质为HT150,外形轮廓尺寸为φ214mm×221mm,四周主体部分壁厚度为8mm,四周布满自列式散热肋片肋间厚仅2.5mm,肋片深最大为30mm,相邻肋片间距为10mm。
生产过程出现的主要问题是:①散热片薄,肋间不容易充满,模样废品率高;②浇注后肋片(特别是肋间)冷隔或炭黑缺陷严重,铸件肋片处缺损。
2.质量控制主要措施
(1)模具设计 为了保证散热肋片成形美观,减小充填阻力,采用锻铝坯模具,电火花和数控加工成形,表面粗糙度Ra为0.8~1.6μm;透气塞(φ4~φ8mm)布置合理,模具肋片尖端无法安放透气塞,采用镶片结构组装,镶片间开设0.6mm的排气槽,保证泡沫珠粒充满肋尖。模具壁厚为10~11mm,薄壳均匀且随形,保证加热、冷却均匀一致。
(2)模样制造 采用最小号共聚珠粒,预发泡密度为23kg/m3;用多枪脉冲压吸射料方式,增加珠粒充填能力,保证肋尖处至少有3颗珠粒;雨淋式冷却,真空脱水,降低模样含水量,以防止模样干燥时变形。(https://www.xing528.com)
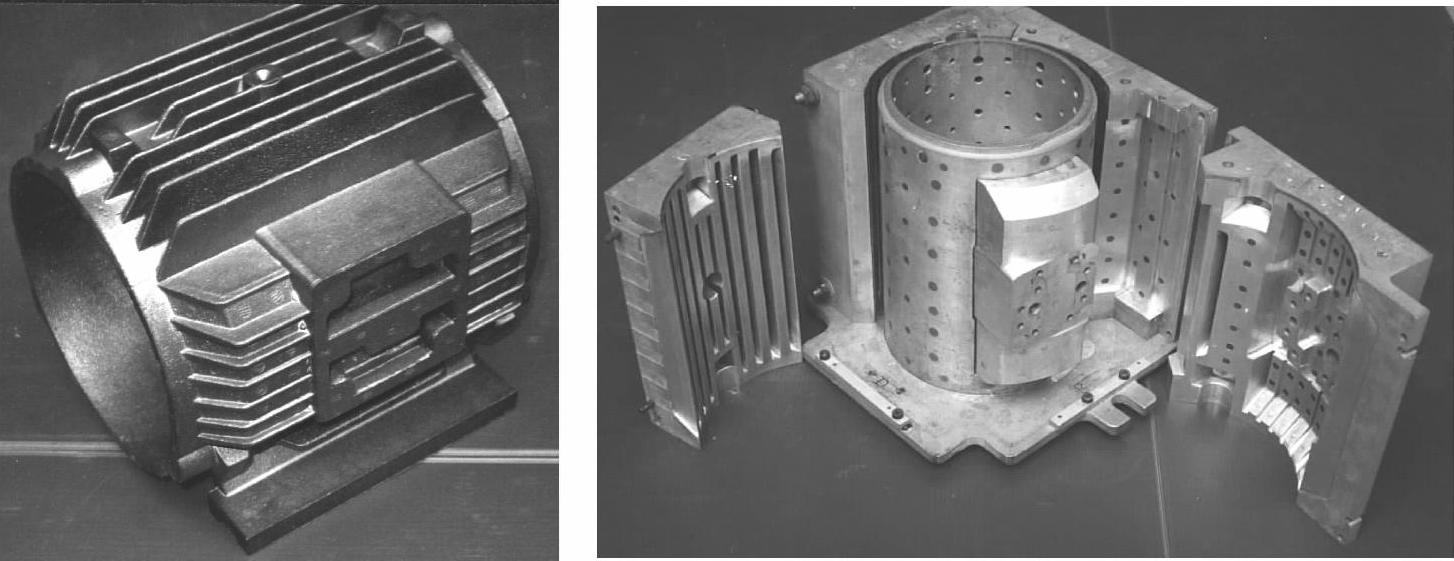
图6-6 电动机壳体铸件及其模具
(3)浇注工艺 顶注会引起塌箱缺陷,因而采用底注方式,使金属液平稳上升,但必须提高浇注温度(高于1450℃),降低负压度(低于45kPa),使充型速度能保证肋尖充型圆满。另外,采用棕刚玉涂料,防止粘砂缺陷。
稳定生产后,铸件质量好,废品少。铸件经抛丸清理后轮廓清晰,表面光洁,无须打磨,表面粗糙度Ra为6.3~12.51μm,铸件重量由原来的13.8kg(湿型砂)减至11.8kg。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。