



皱皮缺陷是指铸铁件的表面(侧面或顶面)出现的波纹状或滴流状的皱皮(如图5-4所示),有时在铸件内部剖面上也会出现黑色的碳夹杂缺陷。皱皮缺陷常出现在金属液最后流到或液流的“冷端”。按其外观形式,可分为波纹状冷隔状、滴瘤状和夹渣状四种皱皮缺陷。
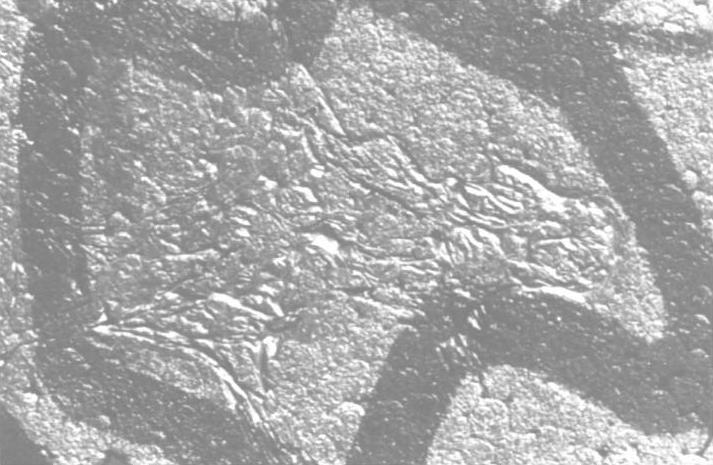
图5-4 消失模铸件表面皱皮缺陷
1.皱皮缺陷形成的机理
当金属液的充型速度超过热解产物的汽化和排除速度时,在金属液的表面就会聚集一层未热解或热解不充分的沥青状黏稠液体,由于它的冷却作用,金属液的流动前沿形成了一层硬皮。当这层很薄的硬皮被后续流动的铁液冲破时,它就连同粘附在上面的黏稠液体一起被推向铸件的侧面使铸件侧面形成波纹状或滴流状的皱皮缺陷。开箱时,小心地剥下涂料层,就会发现在铸件的表面聚集了大量的细片状、皮屑状光亮碳。这是由于液态产物被铸件的高温继续加热进行二次分解所产生的。把这些碳粉清除后,在相应的铸件表面就可以清楚地看到波纹状、滴流状的皱皮缺陷。
当采用底纹或浇注系统时,也常常在铸件的上表面形成皱皮缺陷。当采用顶流式浇注系统时,金属液的流动方向与热解产物逃逸的方向相反,产生紊流容易在铸件内部包围一些聚苯乙烯或其热解产物,因而形成炭黑夹杂缺陷,对于球墨铸铁件特别有害。
2.影响皱皮缺陷形成的因素
(1)模样材料 大多数铸件都采用EPS做模样材料,但少数要求比较高的球墨铸铁件和薄壁灰铸铁件也有采用STMMA(一种新型可发性共聚树脂)做模样材料的。很显然,由于STMMA中碳的质量分数只有69.6%,比EPS中碳的质量分数92%要低得多,因而其炭黑缺陷要更轻些。
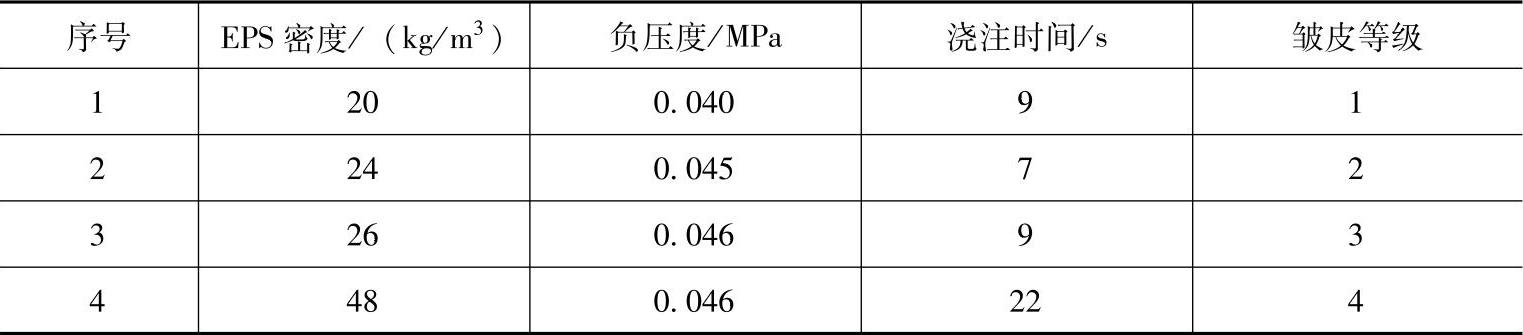
表5-1所示为EPS密度对皱皮缺陷的影响,可以看出:EPS密度越轻,皱皮缺陷等级越少,当密度达到48kg/m3时,不仅皱皮达到4级,而且浇注时还会出现金属液喷溅现象。
为了减轻甚至消除皱皮缺陷,应尽量采用密度在20kg/m3左右的模样,同时对厚大部分能掏空的部位尽量掏空,直浇道最好用空心EPS模或空心的陶瓷纤维材料。黏结部分的胶应尽可能少,尽量采用发气时间短的EPS,必要时也可以采用STMMA。
表5-1 EPS密度对皱皮缺陷的影响
(2)涂料和型砂透气性 涂料和型砂透气性的高低直接影响到模样热解产物排出的难易程度,因而必定对皱皮缺陷产生影响。
涂料层的透气性取决于其组成和厚度。例如:涂料中耐火填料的粒度高于240目时,涂料透气性很低,容易引起皱皮缺陷。另外,当涂层厚度太厚(如小件涂层厚度大于1mm)时,也容易引起皱皮缺陷。一般小型铸铁件涂层厚度控制在0.6~0.8mm,可以得到较满意的效果。
型砂的透气性决定于原砂的粒度,表5-2列出了型砂粒度对皱皮缺陷的影响。由该表可以看出,粒度越粗,透气性越大,越有利于消除皱皮缺陷。此外还应注意的是,反复使用的型砂如果不经充分的除尘处理,其中的灰分越来越多,透气性变差,会增加皱皮缺陷倾向。
(3)浇注时的负压度 浇注时施以负压可以帮助热解产物排出型外,有利于减少皱皮缺陷;但应注意负压度不可过大,否则容易引起渗透粘砂缺陷。表5-3列出了负压度对铸铁件皱皮缺陷的影响。
表5-2 型砂粒度对皱皮缺陷的影响
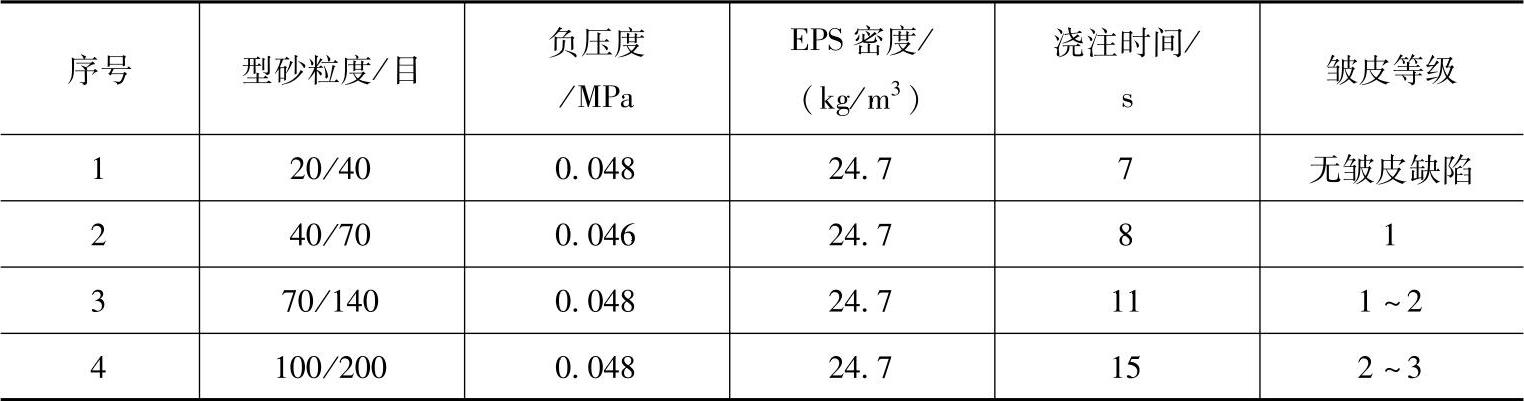
表5-3 负压度对铸铁件皱皮缺陷的影响(https://www.xing528.com)
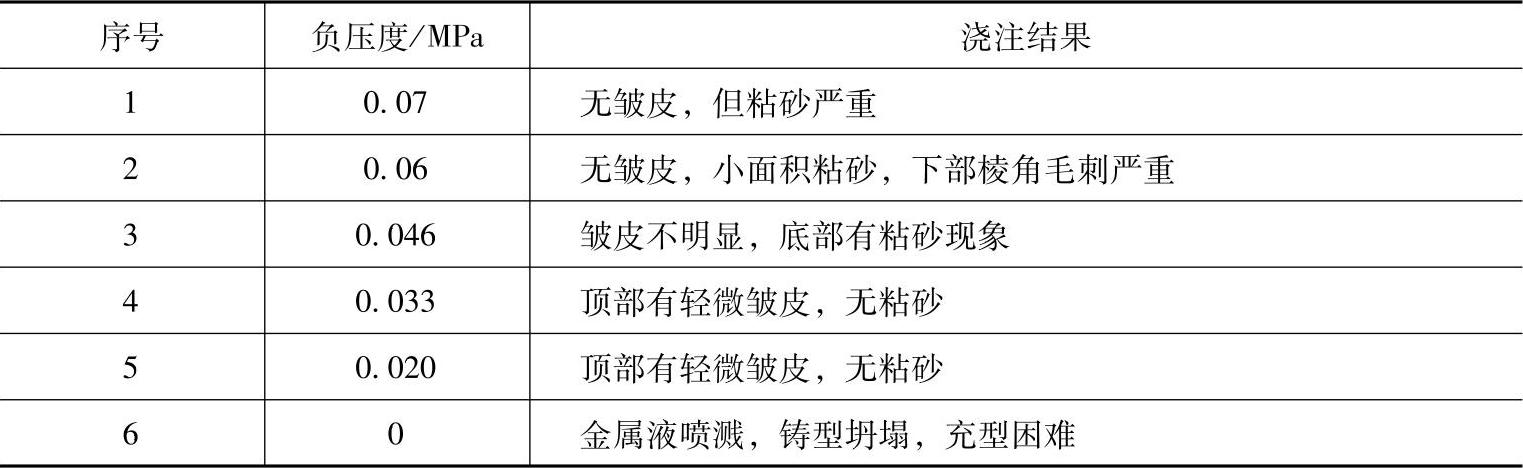
注:铸铁件牌号为HT200,浇注温度为1400℃,型砂粒度为40/70目,模样密度为25.7kg/m3,涂层厚度为0.6~0.8mm。
(4)浇注温度 表5-4列举了浇注温度对球墨铸铁件皱皮缺陷的影响
表5-4 浇注温度对球墨铸铁件皱皮缺陷的影响
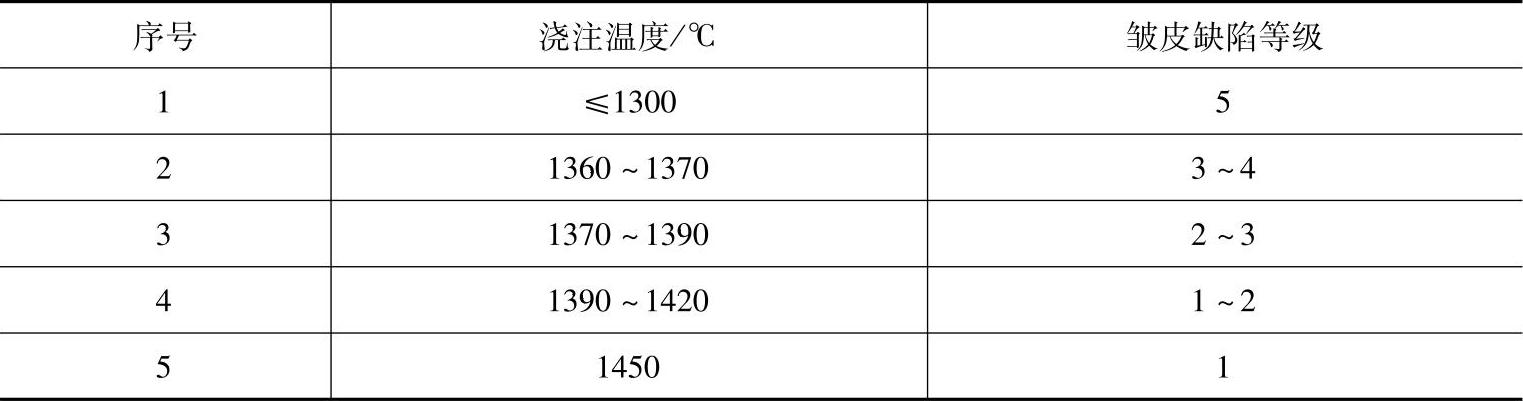
注:球墨铸铁件牌号为QT400-15,负压度为0.035MPa,涂层厚度为0.8mm
一般来说,提高浇注温度,有利于热解产物汽化排出型外,从而减少皱皮缺陷。对于高铬铸铁,其浇注温度高于1500℃,对于灰铸铁和球墨铸铁,其浇注温度大于1420℃,皱皮缺陷基本可以消除。
(5)浇注系统 顶注式浇注系统,有利于减少表面皱皮缺陷,但容易引起内部炭黑夹杂;底注式浇注系统,可以实现金属液平稳上升,EPS模样逐层汽化,不会产生内部炭黑夹杂,但在铸件上表面,往往会聚集较多的热解产物同时上部铁液温度最低,不利于热解产物汽化,因而容易形成较严重的皱皮缺陷,必须在上部设置集渣冒口,设法将热解产物排出铸件之外。通常较高的铸件用阶梯式浇注系统,既可以实现平稳充填,减少炭黑夹杂缺陷,又不容易出现皱皮缺陷;只有高度不大的小件,才可以采用顶注式浇注系统。
(6)铸件的结构特点 模样的热解产物必须通过涂层才能排除到铸型之外因此,铸件的表面积对皱皮缺陷的产生会有一定的影响,以V表示模样的体积(cm3),A表示模样的表面积(cm2),设V/A=M,则M越小,越有利于减少皱皮缺陷,如球状零件M=1.33cm,皱皮倾向最大;棒状零件M=0.71cm,皱皮缺陷次之;平板零件M=0.25cm,最不容易产生皱皮缺陷。
(7)合金材料的影响 除浇注温度和型砂不同外,合金材料中的含碳量对铸件皱皮缺陷影响很大。实践表明,合金中含碳量越高,缺陷越趋严重。因铸铁的含碳量较高,使泡沫模样分解的固态产物无法溶于合金内,只能滞留在液面上;反之,缺陷则有所减轻。生产结果表明,铸钢、铸铜表面质量良好,无皱皮缺陷;可锻铸铁较灰铸铁皱皮缺陷少;高牌号铸铁较低牌号铸铁皱皮缺陷有所减轻。
3.皱皮缺陷的防止措施
(1)选择适宜的消失模铸造用泡沫材料 选用密度低的铸造专用泡沫塑料模样材料,保证泡沫模样的残渣少,烟雾少,汽化速度快,尽量减少泡沫塑料与金属液接触时残渣和固相分解产物的生成。
(2)提高浇注温度和浇注速度 较普通空型铸造的浇注温度提高20~80℃并加快浇注速度,以弥补泡沫模样裂解、汽化产生的热损失,使残留物和气体容易逸出。
(3)提高抽气量和真空度 提高浇注时的抽气真空度,有利于排烟、排气促使泡沫模样汽化的残留物和气体逸出。
(4)选择适宜的浇注系统 消失模铸件的浇注方式可分为:底注式、阶梯式、顶注式、雨淋式等。选择浇注系统时,应确保金属液流平稳、迅速地充满铸型。
(5)提高铸型的透气性 铸型具备良好的透气性是确保获得优质真空消失模铸件的重要条件。提高铸型透气性的主要方法包括:提高浇注时的真空度合理选用涂料及涂层厚度。
(6)其他措施 对于一些大型厚壁模样,可采用空心结构以减轻模样重量可采用串联式造型方法,将缺陷集中到顶部冒口上来确保铸件的质量;在泡沫模样或合金内,加入适量的稀土元素对铁合金液进行处理,不仅有利于改善合金性能,对消除皱皮缺陷也有一定的作用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。