



【摘要】:消失模铸件中常出现气孔缺陷,它主要是泡沫塑料模样受热汽化生成的大量气体所致。图5-3 消失模铸件的皮下气孔和表面气孔照片1.气孔缺陷的形成原因1)浇注时,由于真空作用等原因,从直浇道内卷入了空气2)泡沫模样材料发气量大,分解产生的气体未能及时排出型外,严重时造成浇注时反喷,造成裹入气体。
消失模铸件中常出现气孔缺陷,它主要是泡沫塑料模样受热汽化生成的大量气体所致。气孔可以在铸件表面出现,也可以在截面上出现。图5-3所示为消失模铸件的皮下气孔和表面气孔照片。与普通铸造气孔不同的是,消失模铸造气孔缺陷内含有较明显的泡沫模样残留物。
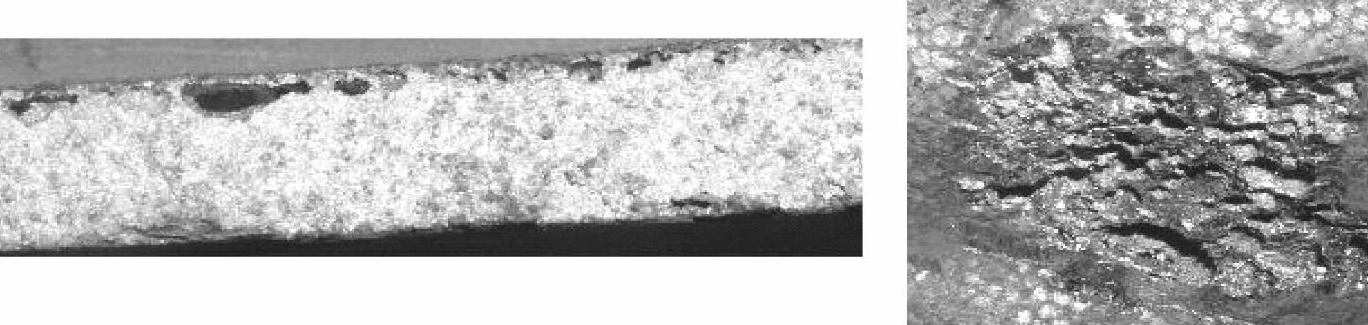
图5-3 消失模铸件的皮下气孔和表面气孔照片
1.气孔缺陷的形成原因
1)浇注时,由于真空作用等原因,从直浇道内卷入了空气
2)泡沫模样材料发气量大,分解产生的气体未能及时排出型外,严重时造成浇注时反喷,造成裹入气体。
3)黏结材料的发气量过大。
4)模样或涂层干燥不够。
5)金属液本身脱氧不好。(https://www.xing528.com)
6)真空度过大,金属液充型流动时产生附壁效应,从而使金属液对泡沫模样产生包裹作用而产生气孔。
2.气孔缺陷的防止措施
1)采用封闭式浇注系统,浇注时保持浇口杯一定的液面高度,使直浇道始终处于充满状态。
2)浇注系统的开设应尽量避免引起金属液紊流,增加涂层和型砂的透气性。
3)采用发气量小的黏结剂,胶层应尽量薄。
4)模样、涂层必须干透,残留水分应达到工艺规程要求。
5)做好金属液的脱氧精炼,降低金属液中的含气量。
6)真空度的选择应以不产生附壁效应为原则。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。