



振动消失模铸造技术是在消失模铸造过程中施加一定频率和振幅的振动使铸件在振动场的作用下凝固(见图4-21),由于消失模铸造凝固过程中对金属液施加了一定时间振动,振动力使液相与固相间产生相对运动,而使枝晶破碎,增加液相内结晶核心,使铸件最终凝固组织细化、补缩提高,力学性能改善。该技术利用消失模铸造中现成的紧实振动台,通过振动电动机产生的机械振动使金属液在动力激励下生核达到细化组织的目的,是一种操作简便、成本低廉、无环境污染的技术。相比之下,砂型铸造过程中,如对铸型施以机械振动,很容易把铸型振垮;而在金属型铸造过程中,由于其冷速过快,振动对结晶的影响作用不大。
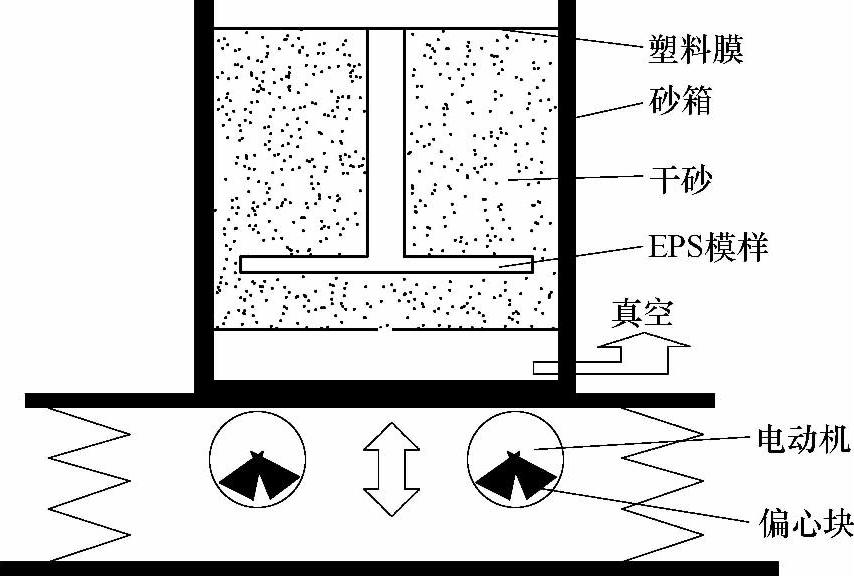
图4-21 消失模铸造振动凝固的结构示意图
金属凝固过程中施加振动可以有效细化晶粒。振动对组织的影响包括增加形核,减小晶粒尺寸,提供同质结构等,并能提高合金的性能。
图4-22所示为不同振幅下AZ91D镁合金消失模铸造振动凝固试件的显微组织。从图中明显看出,随着振幅的增加,AZ91D镁合金消失模铸造试件的晶粒逐渐变得细小。
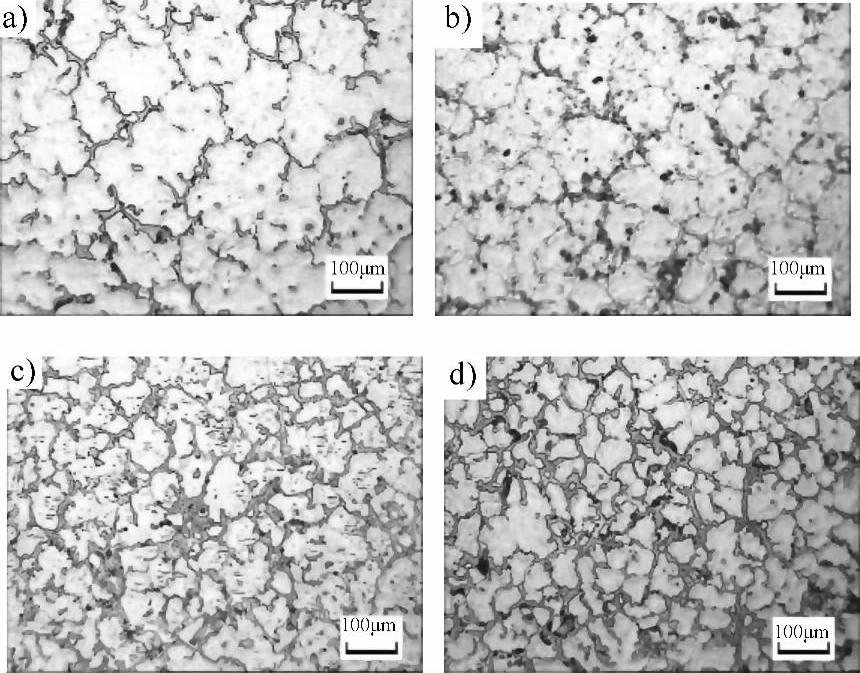
图4-22 不同振幅下AZ91D消失模铸造试件的显微组织
a)未振动 b)50Hz、0.11mm振动 c)50Hz、0.23mm振动d)50Hz、0.34mm振动注:浇注温度为740℃。
表4-4所示为不同状态下AZ91D消失模铸造试件的力学性能。由该表可知经过振动后,消失模铸件的综合力学性能比未振动前大大提高。(https://www.xing528.com)
表4-4 不同状态下AZ91D消失模铸造试件的力学性能

注:浇注温度为740℃
不同振动频率下ZL101消失模铸造试件的显微组织如图4-23所示。从图中可以看出,在ZL101消失模凝固过程中进行不同频率的垂直振动,组织明显细化。在不同振动频率下试件的力学性能变化如图4-24所示。从图中可以看出随着振动频率的增加,试样抗拉强度、断后伸长率和硬度逐渐增大,振动频率在0~20Hz,性能提高显著,在20~60Hz,试样抗拉强度和断后伸长率增加趋缓。
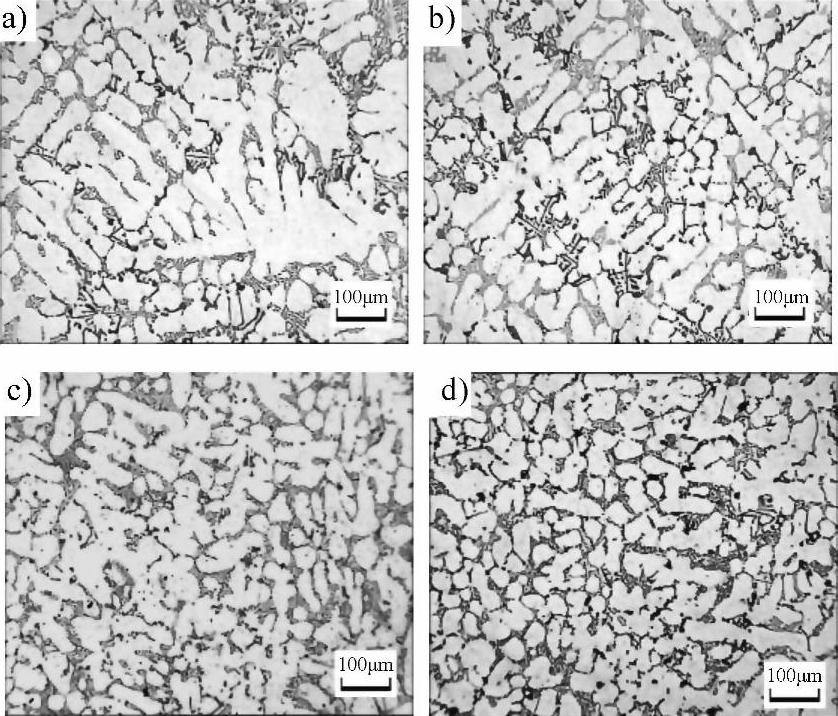
图4-23 不同振动频率下ZL101消失模铸造试件的显微组织
a)未振动 b)20Hz、0.23mm振动 c)40Hz、0.23mm振动d)60Hz、0.23mm振动注:浇注温度为750℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。