



由于汽车节能、轻量化的要求,铝、镁合金已被广泛用于汽车零件的生产用消失模铸造技术生产复杂的铝、镁合金汽车铸件具有独特的优势。但由于铝镁合金的浇注温度、热容量等与钢铁材料相差甚远,使得铝、镁合金消失模铸造的技术难度更大。由此产生了一系列的铝、镁合金消失模铸造新技术。
1.铝合金消失模铸造技术特点
在美国,消失模铸造已广泛用于铝合金铸件的生产,尤其是汽车零件(缸体、缸盖等)。通用汽车的消失模铸造铝合金缸体、缸盖如图4-15所示。
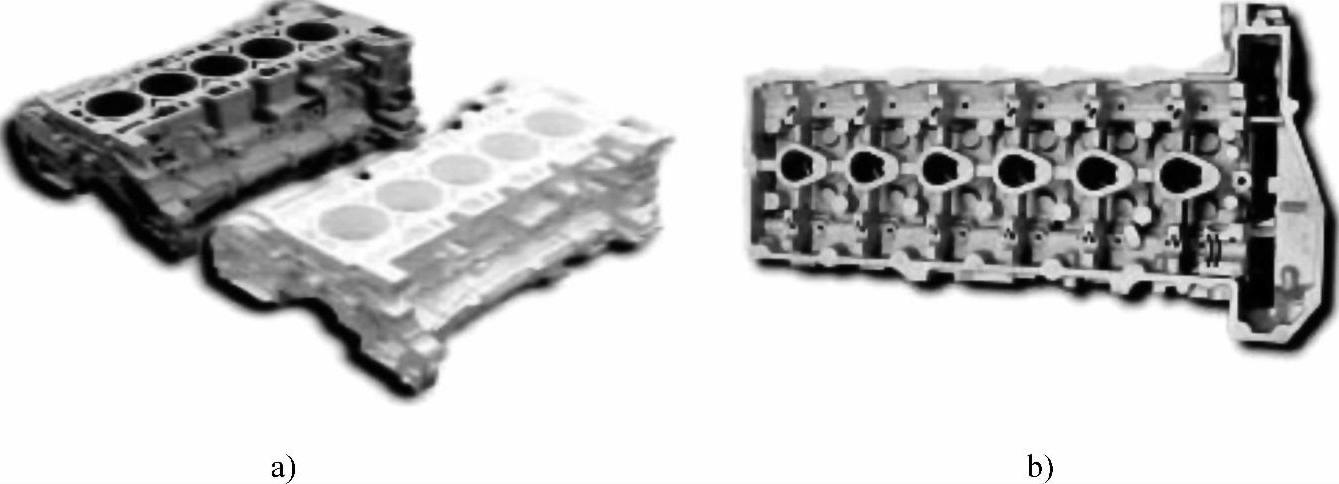
图4-15 通用汽车的消失模铸造铝合金缸体、缸盖
a)GM Vortec 3.5L轻型载货汽车5缸缸体 b)GM Vortec 4.2L载货汽车6缸缸盖
与钢铁材料相比,铝合金消失模铸造的主要特征及技术难点如下:
1)液态铝合金的熔化温度比钢铁材料低许多,而金属液浇注时模样的热解汽化将吸收大量的热量,造成合金流动前沿温度下降,故凝固冷却时易形成冷隔、皮下气孔等铸件缺陷。因此,足够的浇注温度和浇注速度对获得优质铝合金铸件至关重要,尤其是薄壁铝铸件。
2)为了达到汽化泡沫模样、顺利充填浇注的目的,铝合金消失模铸造的浇注温度往往需要在750℃以上。而此时,高温铝液的吸(氢)气性强,易使铸件产生(氢)针孔(铸件的致密性差)。因此,必须加强高温铝液的除气精炼处理。
3)铝合金铸件较好的浇注温度应在750℃以下,因为此时高温铝液的吸(氢)气性较小。因此,需要采用适于铝合金的低温汽化的泡沫模样材料。
4)浇注铝合金铸件时,泡沫模样的汽化产物主要是CO、CO2等还原性气氛。因此,浇注时产生的不是黑烟雾,而是白色雾状气体,也不会像钢铁铸件那样形成特有的增碳或皱皮缺陷。
5)热解产物对铝合金的成分、组织、性能影响较小,但由于分解产物的还原气氛与铝件的相互作用,会使铝件表面失去原有的银白色光泽。
根据铝合金消失模铸造的特征,铝合金消失模铸造的关键技术包括如下几方面:
1)铝合金高温熔体处理技术。高温下,铝合金熔体易氧化、吸气。因此浇注前对高温铝合金熔体进行充分的精炼、除气是获得高质量的铝合金消失模铸件的条件之一。精炼、除气后的铝液应尽量减少与潮湿空气的接触,及时地浇注。(https://www.xing528.com)
2)适于铝合金消失模铸造的泡沫模样材料技术。为了降低铝合金消失模铸造的浇注温度(750℃左右),国外已开发了一种低温汽化的泡沫模样材料,它通过在普通的泡沫粒珠(EPS、PMMA等)中加入一种添加剂,可使泡沫模样的汽化温度降低,从而可降低铝合金消失模铸造的浇注温度,减少高温铝液的吸气性和氧化性。
3)适于铝合金消失模铸造的涂料技术。涂料在消失模铸造工艺中具有十分重要的控制作用。透气好、强度高、涂层薄而均匀的消失模铸造涂料是获得优质铝合金消失模铸件的关键之一。
研究与实践表明,目前铝合金消失模铸造的主要技术问题是铝合金消失模铸件的针孔问题。其主要原因是:浇注温度要求较高,氢针孔倾向大;泡沫模样的汽化能力差,其裂解产物不能顺利排出等。
金属液的浇注温度越高,则铸件的孔隙率越高。一般来说,消失模铸造工艺比树脂砂工艺的孔隙率要高一些。
2.镁合金消失模铸造技术特点
试验研究表明,镁合金的特点非常适合消失模铸造工艺,因为镁合金的消失模铸造除具有近无余量、精确成形、清洁生产等特点外,它还具有如下独特的优点:
1)镁合金在浇注温度下,泡沫模样的分解产物主要是烃类、苯类和苯乙烯等气雾物质,它们对充型成形时极易氧化的液态镁合金具有自然的保护作用。
2)采用干砂负压造型避免了镁合金液与型砂中水分的接触,以及由此而引起的铸件缺陷。
3)与目前普遍采用的镁合金压铸工艺相比较,其投资成本大为降低,干砂良好的退让性大大减轻了镁合金铸件凝固收缩时的热裂倾向。
4)金属液较慢和平稳的充型速度避免了气体的卷入,使铸件可经热处理进一步提高其力学性能。
因此,镁合金的消失模铸造具有良好的应用前景,近年来已引起人们的广泛关注。
为了适合铝、镁合金消失模铸造的特点,国内外研究人员开发了一些适用于铝、镁合金的消失模铸造新技术。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。