



消失模铸造的黑区包括:加砂、造型、浇注、清理及型砂处理等部分。
(1)消失模铸造用砂 消失模铸造通常采用无黏结剂的硅砂来充填、紧实模样,砂粒的平均粒度为AFS25~45较常见。粒度过细不利于浇注时塑胶残留物的逸出;粗砂粒则会造成金属液渗入,使得铸件表面粗糙。砂子粒度分布集中较好(最好都在一个筛号上),以便保证型砂的高透气性。
(2)雨淋式加砂 在模样放入砂箱内紧实之前,砂箱的底部要填入一定厚度的型砂作为放置模样的砂床(砂床的厚度一般约为100mm);然后放入模样再边加砂、边振动紧实,直至填满砂箱、紧实完毕。为了避免加砂过程中因砂粒的冲击使模样变形,由砂斗向砂箱内加砂常采用柔性管加砂、雨淋式加砂两种方法。前者是用柔性管与砂斗相接,人工移动柔性管陆续向砂箱内各部位加砂,可人为地控制砂粒的落高,避免损坏模样涂层;后者是砂粒通过砂箱上方的筛网或多管孔雨淋式加入。雨淋式加砂均匀,对模样的冲击较小,是生产中常用的加砂方法。
(3)型砂的振动紧实 消失模铸造中干砂的加入、充填和紧实是得到优质铸件的重要工序。砂子的加入速度必须与砂子紧实过程相匹配,如果在紧实开始前将全部砂子都加入,肯定会造成变形。砂子填充速度太快会引起变形;但砂子填充太慢造成紧实过程时间过长,生产速度降低,并可能造成变形。消失模铸造中型砂的紧实一般采用振动紧实的方式。紧实不足会导致浇注时铸型壁塌陷、胀大、粘砂和金属液渗入,而过度紧实振动会使模样变形。振动紧实应在加砂过程中进行,以便使砂子充入模型束内部空腔,并保证砂子达到足够紧实而又不发生变形。
根据振动维数的不同,消失模铸造振动紧实台的振动模式可分为:一维振动、二维振动、三维振动三种。研究表明:①三维振动的充填和紧实效果最好二维振动在模样放置和振动参数选定合理的情况下,也能获得满意的紧实效果一维振动通常被认为适于紧实结构较简单的模样(但由于振动维数越多,振动台的控制越复杂且成本越高,故目前实际用于生产的振动台以一维振动居多)②在一维振动中,垂直方向振动比水平方向振动效果好。③垂直方向与水平方向两种振动的振幅和频率均不相同或两种振动存在一定相位差时,所产生的振动轨迹有利于干砂的充填和紧实。
影响振动紧实效果的主要振动参数包括:振动加速度、振动方向、振幅和频率、振动时间等。振动台的激振力大小和被振物体总质量决定了振动加速度的大小,振动加速度在1~2g范围内较佳,小于1g对提高紧实度没有多大效果而大于2.5g容易损坏模样。在激振力相同的条件下,振幅越小,振动频率越高充填和紧实效果越好。实践表明,频率为50Hz、振动电动机转速为2800~3000r/min、振幅为0.5~1mm较合适。振动时间过短,干砂不易充满模样各部位,特别是带水平空腔的模样的充填紧实不够;但振动时间过长,容易使模样变形损坏(一般振动时间控制在30~60s较宜)。
常用的消失模铸造振动台的结构示意图如图4-10所示。一种常见的三维振动台的外形照片如图4-11所示。
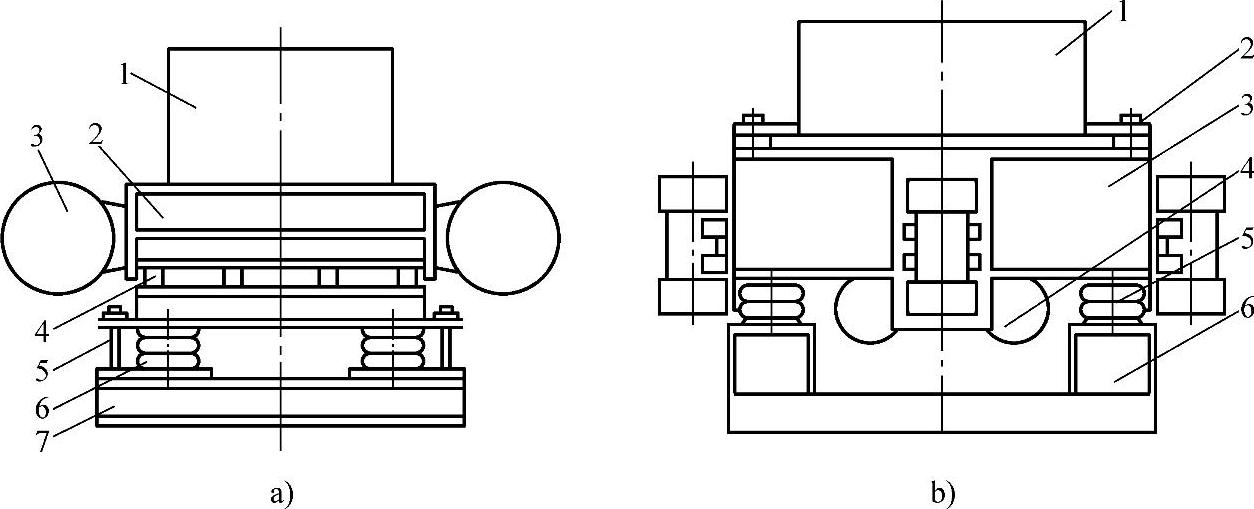
图4-10 消失模铸造振动台的结构示意图
a)一维振动1—砂箱 2—振动台体 3—振动电动机 4—橡胶弹簧 5—高度限位杆 6—空气弹簧 7—底座
b)三维振动1—砂箱 2—砂箱夹紧装置 3—振动台体 4—振动电动机 5—空气弹簧 6—底座
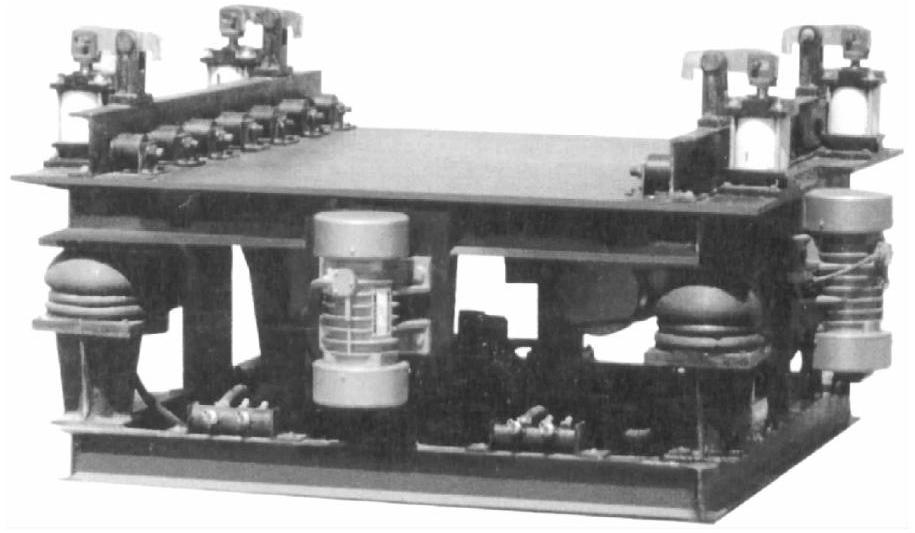
图4-11 一种常见的三维振动台的外形照片
(4)真空抽气系统 型砂紧实后的浇注通常在抽真空下进行。消失模铸造中的真空抽气系统如图4-12所示。抽真空的作用是,将砂箱内砂粒间的空气抽走,使密封的砂箱内部处于负压状态,因此砂箱内部与外部产生一定的压差。在此压差的作用下,砂箱内松散流动的干砂粒可变成紧实坚硬的铸型,具有足够高的抵抗液态金属作用的抗压强度抗剪强度。抽真空的另一个作用是,可以强化金属液浇注时泡沫塑料模汽化后气体的排出效果,避免或减少铸件的气孔、夹渣等缺陷。(https://www.xing528.com)
真空度大小是消失模铸造重要工艺参数之一,真空度大小的选定主要取决于铸件的重量、壁厚及铸造合金和造型材料的类别等,过大和过小的真空度都不利于获得优质铸件。通常真空度的使用范围为0.02~0.08MPa。
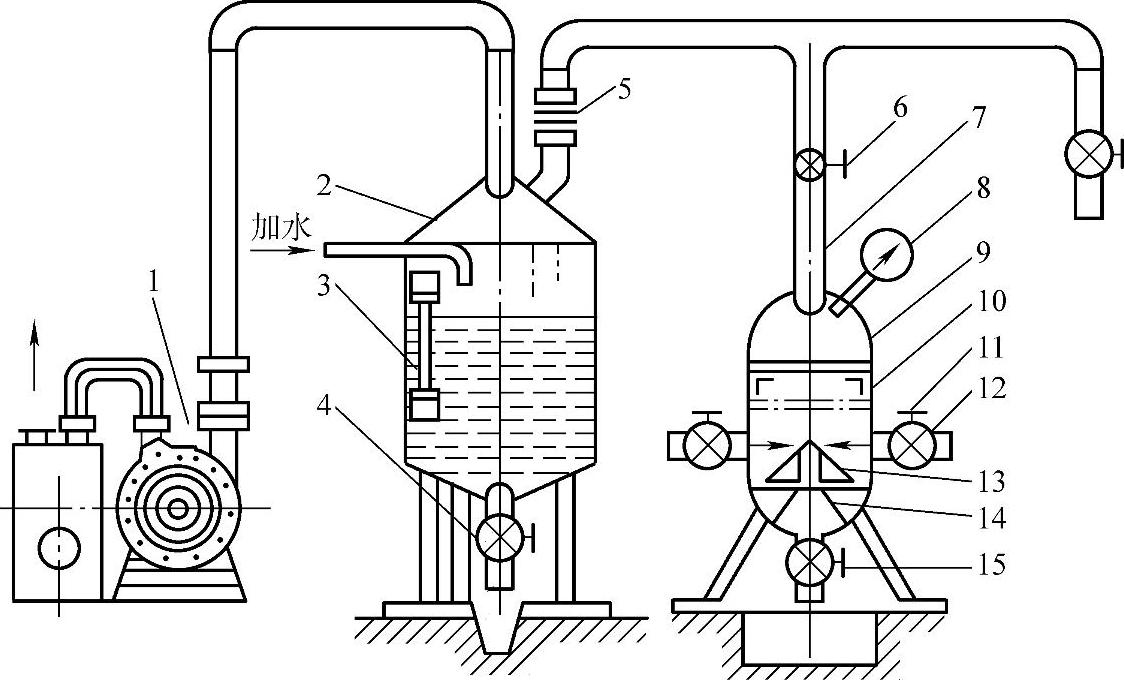
图4-12 消失模铸造中的真空抽气系统
1—真空泵 2—水浴罐 3—水位计 4—排水阀 5—球阀 6—止回阀7—3in(1in=25.4mm)管 8—真空表 9—滤网 10—滤砂与分配罐 11—止阀(若干个12—进气管(若干个) 13—挡尘罩 14—支托 15—排尘阀
(5)型砂的冷却 消失模铸件落砂后的型砂温度很高,由于是干砂,其冷却速度相对也较慢。对于规模较大的流水生产的消失模铸造车间,型砂的冷却是消失模铸造正常生产的关键之一,型砂的冷却设备是消失模铸造车间砂处理系统的主要设备。砂温过高会使泡沫模样损坏,造成铸件缺陷。
用于消失模铸造型砂的冷却设备主要有:振动沸腾冷却设备、振动提升冷却设备、砂温调节器等。常把振动沸腾冷却或振动提升冷却作为初级冷却,而把砂温调节器作为最终砂温的调定设备,以确保待使用的型砂的温度不高于50℃。常用的振动沸腾冷却设备和砂温调节器的结构示意图,如图4-13和图4-14所示。
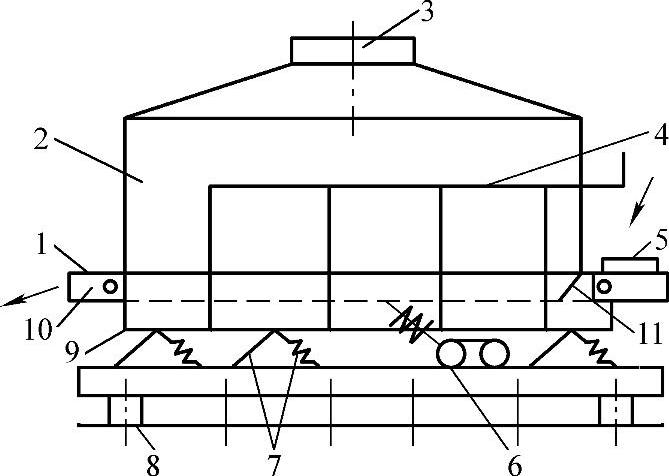
图4-13 振动沸腾冷却设备结构示意图
1—振动槽 2—沉降室 3—抽风除尘口4—进风管 5—热砂进口 6—激振装置7—弹簧系统 8—橡胶减振器 9—余砂出口 10—出砂口 11—进砂活门
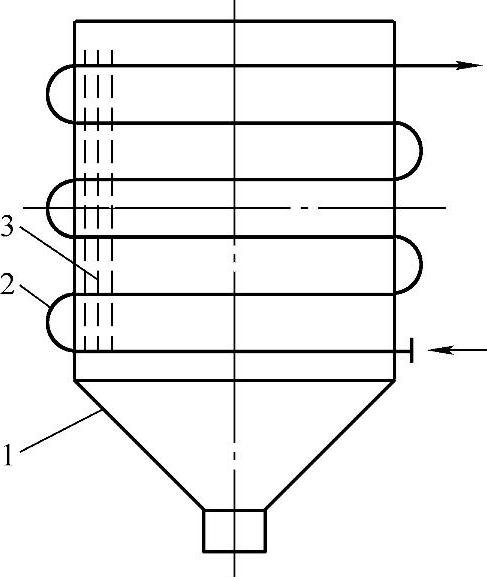
图4-14 砂温调节器结构示意图
1—壳体 2—调节水管 3—散热片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。