



泡沫塑料模样通常采用两种方法制成:一种是采用商品泡沫塑料板料(或块料)切削加工、黏结成形为铸件模样;另一种是商品泡沫塑料珠粒预发后经模具发泡成形为铸件模样。
泡沫塑料模样的成形方法如图4-5所示。由原材料(泡沫塑料珠粒)制成铸件模样的工艺过程如图4-6所示。图4-7所示为一种采用蒸缸式发泡成形的模具及成形后的泡沫塑料模样照片。
对于复杂模样,需要分片成形,再组装成整体模样(铸件形状),如图4-8所示。组装后的整体泡沫塑料模样,再配上浇注系统(见图4-9,通常采用热熔胶或冷粘胶黏结组装),即完成了消失模铸造模样的制造工作。进入下一工序的上涂料、涂料干燥、造型紧实、浇注工作。
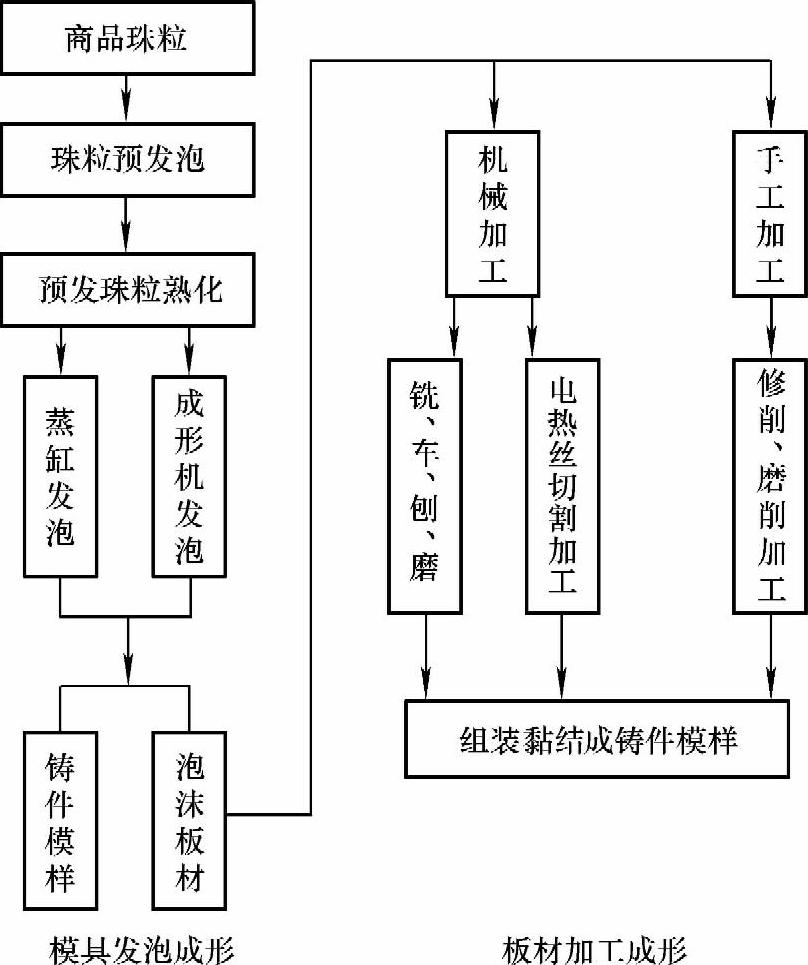
图4-5 泡沫塑料模样的成形方法
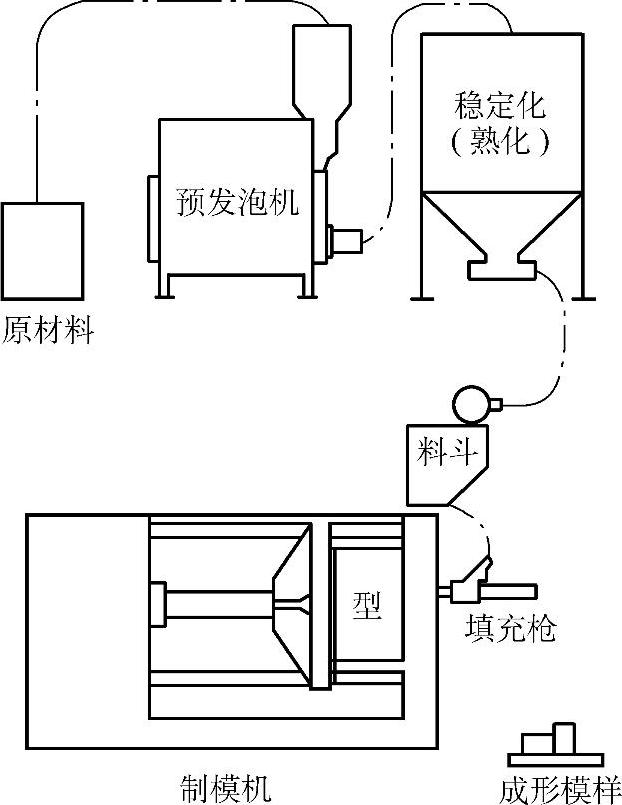
图4-6 由原材料(泡沫塑料珠粒)制成铸件模样的过程
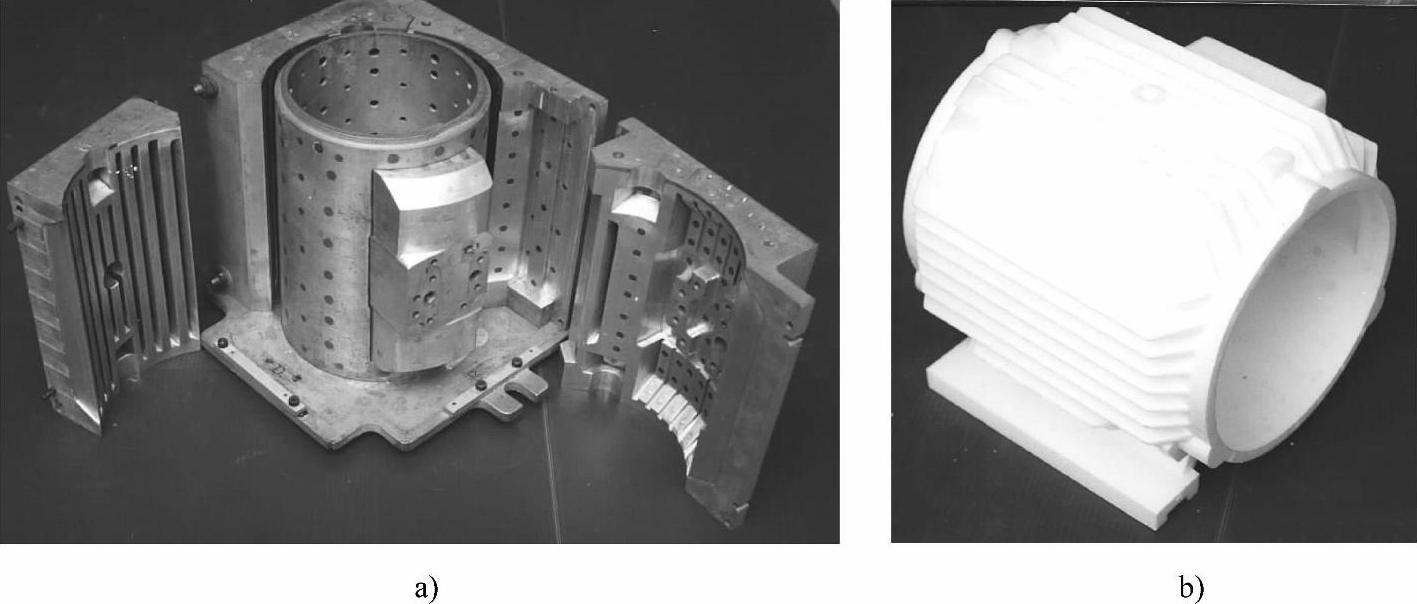
图4-7 发泡成形模具及成形后的泡沫塑料模样照片
a)发泡成形模具 b)泡沫塑料模样
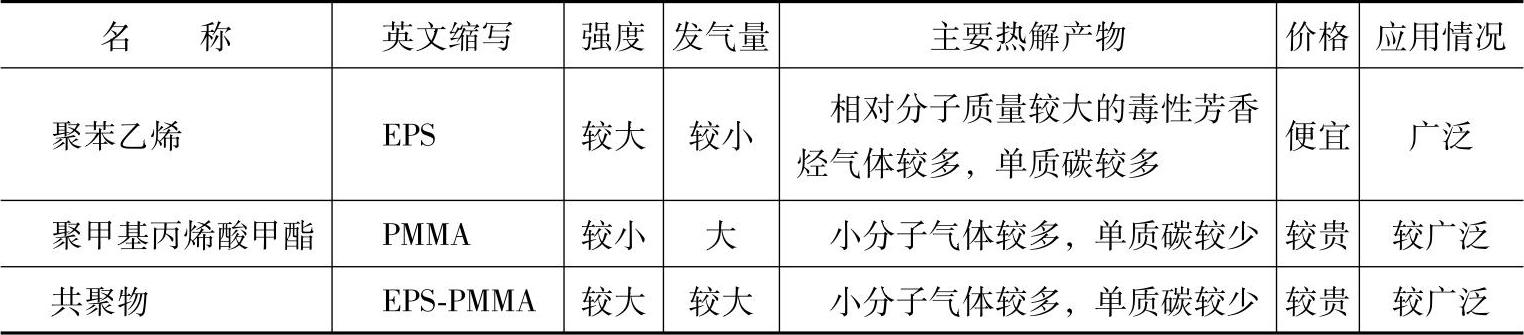
泡沫塑料模样的材料种类及性能(密度、强度、发气量等)对消失模铸件的质量具有重大影响。泡沫塑料的种类很多,但能用于消失模铸造工艺的泡沫塑料种类却较少,目前常用于消失模铸造工艺的泡沫塑料见表4-1。(https://www.xing528.com)
EPS的热解产物中大分子气体和单质碳含量较多,铸件易产生冷隔、皱皮和增碳等缺陷。PMMA热解产物的小分子气体较多,单质碳较少,克服了EPS的某些缺点;但其发气量大,强度小,易产生模样变形和浇注时金属液返喷现象EPS-PMMA综合了上述两者的某些优点而克服了它们的一些缺点,是目前较好的泡沫塑料模样材料。
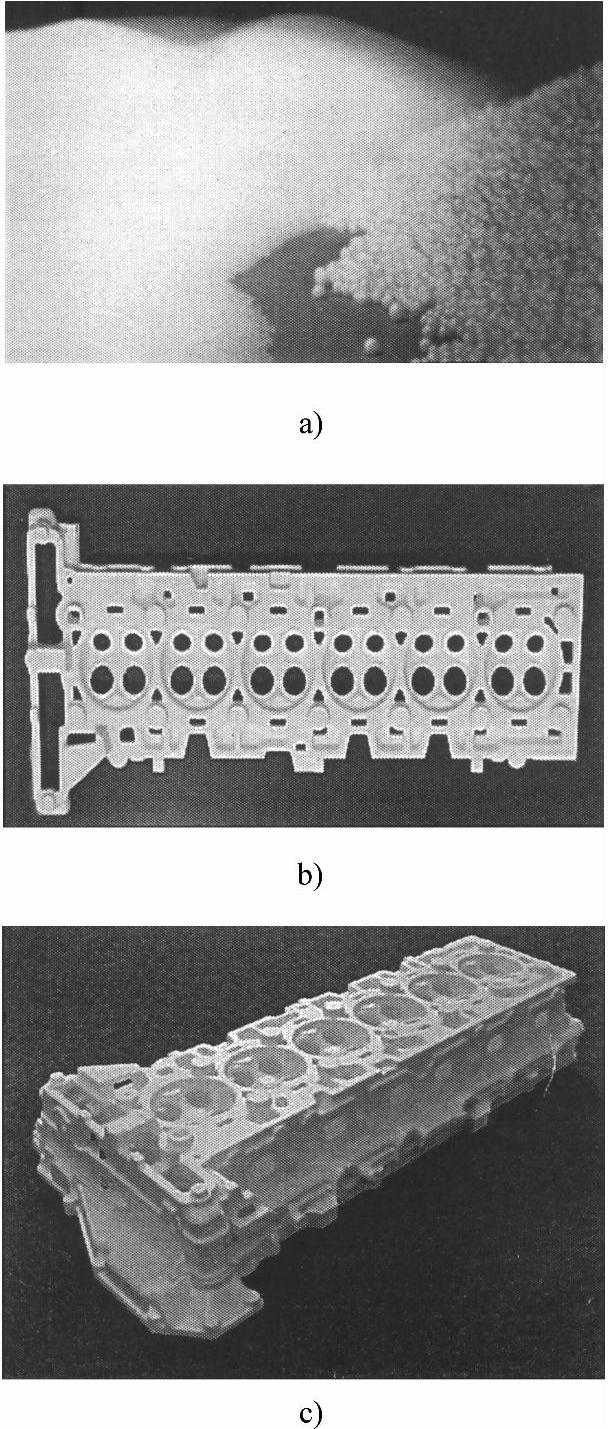
图4-8 珠粒预发、模样成形及组装照片
a)珠粒预发 b)模样片成形 c)模样组装
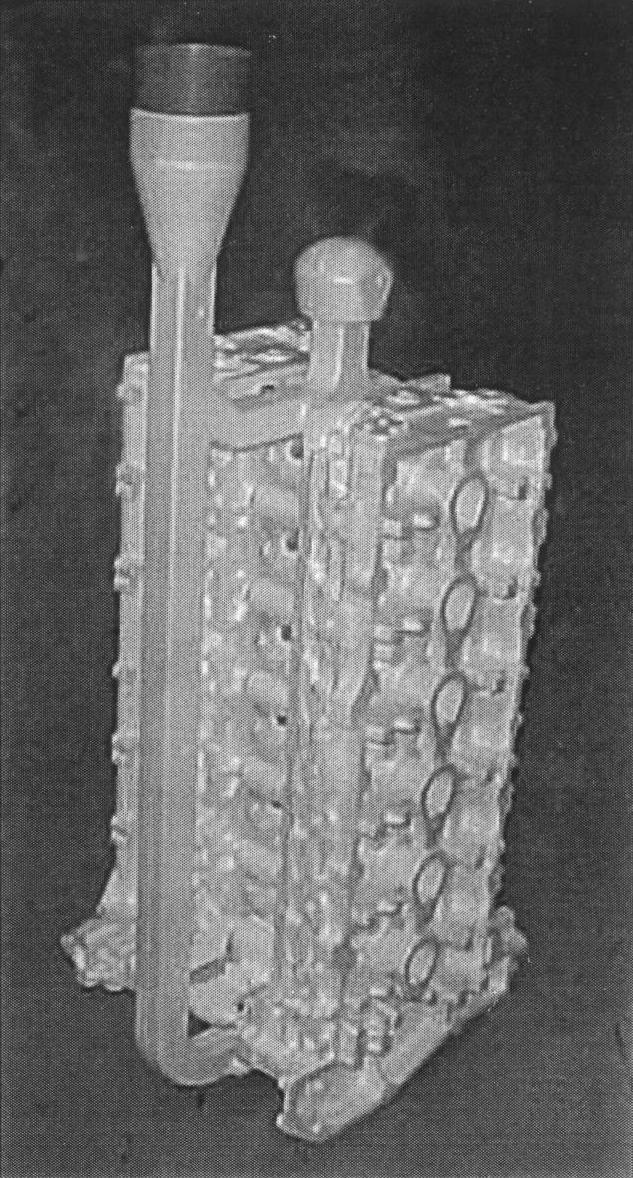
图4-9 配装浇注系统的模样
表4-1 常用于消失模铸造工艺的泡沫塑料
较理想的泡沫塑料模样材料应具有如下性能特点:成形性好,密度小,刚性高,具有一定的强度;较好的机械加工性能,加工时不易脱珠粒,加工表面光洁;汽化温度较低,受热作用分解汽化速度快;被液态金属热作用生成的残留物少,发气量小,且对人体无害等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。