



1.CO2硬化水玻璃砂型大量生产过程
(1)普通CO2硬化水玻璃砂型生产线 我国普通CO2吹气硬化的水玻璃砂型通常是采用手工造型或震实造型机造型和制芯。型芯的搬运方式小件用手工搬运,大件用桥式起重机吊运。混砂机大多采用碾轮式混砂机,根据产品种类生产规模、场地大小等实际情况决定生产设备和工装的选用。图3-31所示为
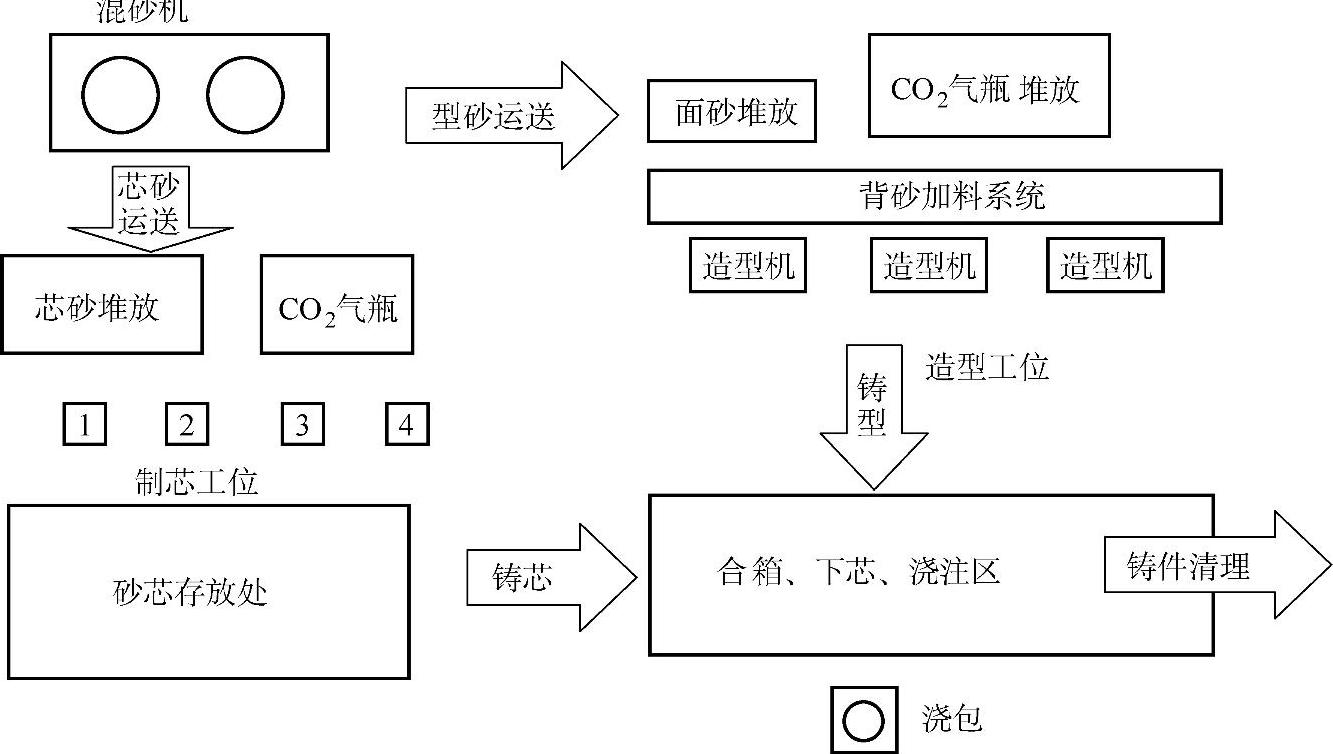
图3-31 CO2硬化水玻璃砂型生产工序平面布置图
CO2硬化水玻璃砂型生产工序平面布置图。
国外的相关工艺使用简单的生产线,常用连续式混砂机组成机械化生产线图3-32所示为由ST.Pancas工程有限公司设计的CO2吹气水玻璃砂型铸造生产线,它由两条造型线组成:一条直线型和一条曲线型。两条造型线共用一台连续式混砂机(出砂量为74kg/min)。直线型造型线主要用于质量超过100kg的型芯曲线型造型线主要用于批量较大的型芯。该生产线的特点是一个半循环系统,芯盒和砂箱在斜坡辊道上靠重力推进;生产线结构简洁,效率高,易于操作。
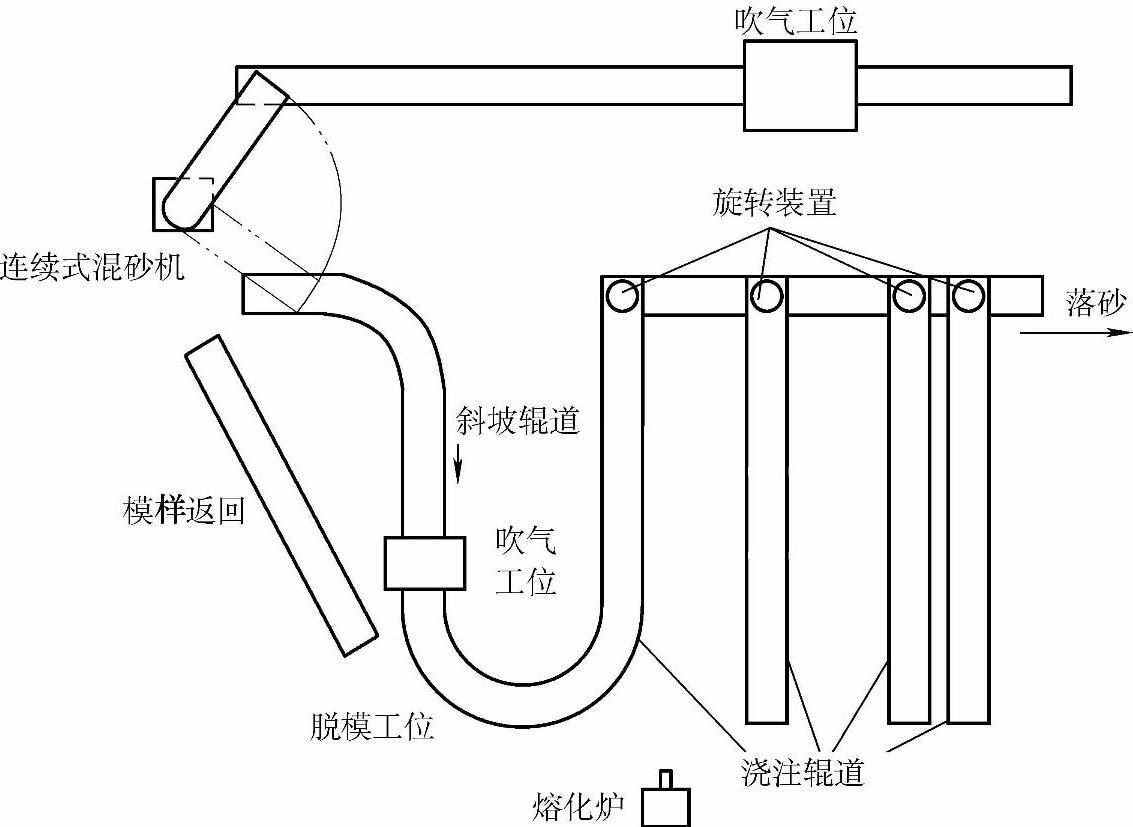
图3-32 CO2吹气水玻璃砂型铸造生产线
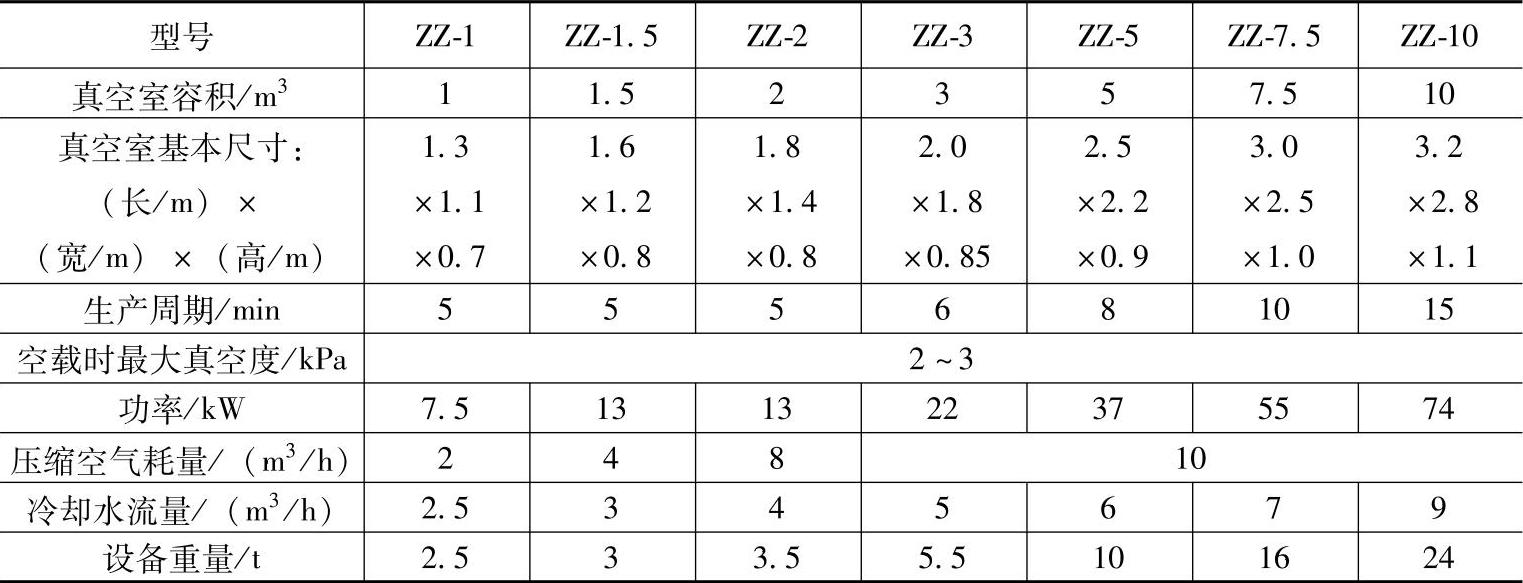
(2)VRH-CO2硬化水玻璃砂型生产线 VRH-CO2真空硬化装置是VRH-CO2硬化法的核心设备。其工作原理是:当砂型(芯)进入真空室后,抽到一定的真空度后型(芯)在负压状态下,通入CO2气充填到砂粒间隙中并均匀扩散,使砂型得到硬化。因此,在真空硬化装置中,抽真空系统和通入CO2气体装置是该设备的主要组成单元。图3-33所示为小型真空硬化装置结构简图。真空硬化装置由硬化室、真空系统、硬化气(CO2)储罐、电控系统四部分组成真空硬化室一般做成可升降的箱柜,升降方式有气缸提升式和机械提升式两种对于大型铸型,也可做成通过式,真空室开门,铸型通过辊道进入,再关门密闭。更简单的还有砂箱式(以铸造砂箱作为真空室)和定量式(把具有气密性的塑料薄膜罩在铸型上抽真空)。铸型进出硬化室通常在手动或机动辊道上进行。真空系统包括真空泵、过滤器、真空管路和冷却水系统,真空泵通常采用油压式、往复式或水环式。表3-20列出了VRH-CO2真空硬化装置的主要技术规格。硬化室的尺寸可根据用户要求确定。
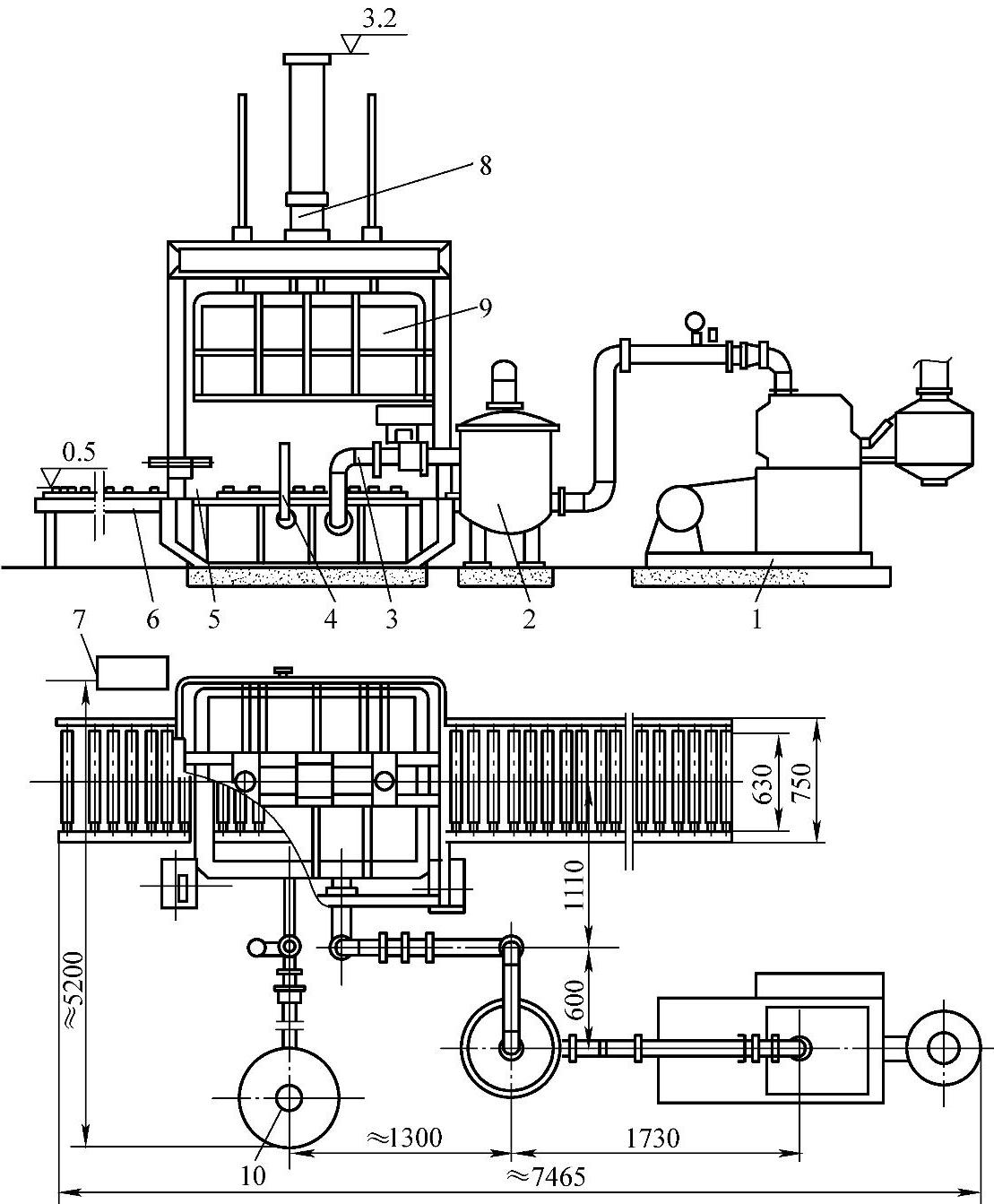
图3-33 小型真空硬化装置结构简图
1—真空泵 2—过滤器 3—真空管路系统 4—CO2管路系统 5—压缩空气管路系统 6—非机动辊道 7—电控箱 8—提升机构9—真空室 10—CO2气罐
表3-20 VRH-CO2真空硬化装置主要技术规格
真空硬化装置的工作程序为:真空室升起  真空室落下密闭
真空室落下密闭  抽真空(≤3kPa真空阀关闭
抽真空(≤3kPa真空阀关闭  充CO2硬化气体(充气压力2~3kPa,充气时间≤15s)保压(20~40s
充CO2硬化气体(充气压力2~3kPa,充气时间≤15s)保压(20~40s  解除真空→真空室上升
解除真空→真空室上升 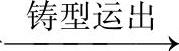 第二周期开始。 (https://www.xing528.com)
第二周期开始。 (https://www.xing528.com)
VRH-CO2法多用于批量生产,一般将真空硬化装置布置在造型线中。图3-34所示为某桥梁厂VRH-CO2造型线平面图。该造型线用于生产锰钢辙叉铸件年产为1500t。代表铸件毛重为1.25t,外形尺寸为5922mm×480mm×176mm采用两班制工作,设计生产率为4型/h,上、下型分别在两条线上进行,真空硬化室尺寸为9000mm×2000mm×900mm。造型线采用直线开放式布置,全线分5个工位,分别完成模板准备、加砂、紧实、真空硬化、起模等工作。翻箱修型及上涂料在紧靠造型线的车间场地上进行。真空硬化室为贯通式结构,有效容积为15m3。
图3-34 某桥梁厂VRH-CO2造型线平面图
1—桥式起重机 2—水玻璃罐 3—机动辊道 4—模板返回机动辊道 5—除尘器6—连续式混砂机 7—保温砂斗 8—新、旧气力输送管道 9—CO2气罐10—砂型紧实机 11—真空泵 12—抽真空管道 13—真空硬化箱 14—总控制盘15—起模机 16—液压站 17—桥式起重机(20t/5t) 18—翻箱机
2.CO2硬化水玻璃砂型生产质量控制要点
CO2硬化水玻璃砂型工艺实际生产时的质量控制要点如下:
1)尽量采用高质量的原砂和水玻璃黏结剂。原砂要求耐火度高,强度好圆整度较高,含泥小;水玻璃黏结剂要求纯净度高,杂质含量少。在保证使用强度足够的条件下,尽量降低水玻璃的加入量,以提高水玻璃旧砂的溃散性。
2)严格控制型砂温度和混砂时间。避免型砂温度过高,混砂时间过长,出砂后型砂的保存不好,以使型砂的可使用时间过短。
3)严格控制水玻璃的模数及浓度。水玻璃的模数及浓度应随环境温度变化而变化,避免水玻璃的模数及密度过高或过低而影响水玻璃砂的强度及可使用时间。
4)较准确地控制吹气时间,避免CO2吹气时间过长或过短。吹气时间过长,会使砂型表面粉化,型砂的表面稳定性下降;吹气时间过短,会出现硬化强度不够等现象。
5)严格控制型砂中的水分含量。型砂中的水分含量过高,易产生粘模、铸件气孔等缺陷。
6)要保证足够的型砂紧实度,避免铸件出现表面粗糙、粘砂等缺陷。
7)生产铸铁件和厚大铸钢件时,通常要涂刷防粘砂涂料,以防铸件粘砂缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。