



在酯硬化水玻璃砂工艺的铸造缺陷中,有许多缺陷与CO2水玻璃砂工艺类似,由于硬化工艺及水玻璃的加入量的不同,其缺陷又有一定的特点。
1.回潮
在潮湿环境下(如春、夏天的雨季),人们会发现,型(芯)的24h强度会明显下降。与在湿度较小的环境下相比,在湿度较大的条件下型砂的强度下降的主要原因是,脱水硬化后的水玻璃重新发生不同程度的水合作用,环境湿度越大,型砂的强度降低得越明显。钠水玻璃黏结剂基体中的Na+与OH-吸收环境中的水分并侵蚀基体,最后使硅氧键Si—O—Si断裂重新溶解,致使钠水玻璃砂黏结强度显著下降。对于水玻璃砂在湿度较大的环境下产生回潮的问题,目前还缺乏根本解决的措施,比较有效的方法有:
1)在钠水玻璃中加入锂水玻璃,或在钠水玻璃中加入Li2CO3、CaCO3、Zn-CO3等无机附加物,由于能形成相对不溶的碳酸盐和硅酸盐,以及可减少游离的钠离子,故可改善钠水玻璃黏结剂的抗吸湿性。
2)在钠水玻璃中加入少量有机材料或加入具有表面活性剂作用的有机物黏结剂硬化时,钠水玻璃凝胶内亲水的Na+和OH-或被有机憎水基团取代,或相互结合,外露的为有机憎水基团,从而改善水玻璃砂的抗吸湿性。
3)采取表面烘干措施等,即将铸型(芯)经过表面烘干后进行浇注。
2.粘砂
实践表明,与CO2水玻璃砂工艺相似,采用酯硬化水玻璃砂工艺生产铸钢件时不容易粘砂,而用酯硬化水玻璃砂型浇注铸铁件时容易粘砂。经化学检验粘砂层的成分,可发现粘砂性质多为化学粘砂。化学粘砂是金属氧化物和造型材料相互作用的产物。它们与铸件相结合的牢固程度不同,有的容易从铸件表面剥离,称为易剥离的粘砂;有的不容易从铸件表面剥离,称为难剥离的粘砂。
一般而言,浇注时水玻璃砂中的Na2O、SiO2等会与液态金属产生的铁氧化物,形成低熔点的硅酸盐。如果这些化合物中含有较多的易熔性非晶态的玻璃体,则这层玻璃体与铸件表面结合力就很小,易于从铸件表面清除,而形成易剥离的化学粘砂层;如果表面形成的化合物中SiO2含量高,FeO、MnO等含量少,它的凝固组织具有晶体结构,则会与铸件牢固结合在一起,产生难剥离的化学粘砂层。采用水玻璃砂生产铸钢件时,由于浇注温度高,钢液表面易氧化生成了大量的FeO、MnO等氧化物,易生成剥离的粘砂层,因而粘砂缺陷较少而铸铁件浇注温度低,铁、锰等不易氧化,粘砂层中氧化物较少,主要为晶体结构,因而粘砂层不易清除,粘砂严重。
克服酯硬化水玻璃砂工艺粘砂缺陷的主要措施是,在型(芯)表面涂上醇基涂料。
3.蠕变、塌箱
当制造中大型的酯硬化水玻璃砂铸型(芯)时,即使达到可脱模强度(0.4~0.5MPa),脱模后有时还会出现蠕变、塌箱的现象。表现为砂型(芯)沿高度方向向下陷落、腰部鼓胀。其原因主要有如下几方面:
1)砂型(芯)的尺寸较大时,型(芯)内部的砂子不易硬透(型砂中的水分不利于散发、迁出),水玻璃砂型(芯)建立起的断面硬化强度还不足于支持它自身的重量,起模后在重力的作用下砂型(芯)产生蠕变,蠕变形量达到一定的程度时,砂型(芯)就会产生塌箱。
2)砂型(芯)的内部和外部硬化程度不均匀,通常外部硬化速度较快,而其内部的硬化速度较慢。虽然砂型(芯)的外部达到了脱模强度,但砂型(芯)的内部还未达到可脱模强度,在此时脱模必然产生塌箱。
3)蠕变、塌箱的现象常发生在潮湿的天气下(春、夏雨季较多),原砂中的水分含量较高时(特别是使用再生砂时,水玻璃再生砂更易吸水回潮),砂型(芯)硬化环境的湿度过大,不利于硬透,型(芯)就容易产生蠕变、塌箱。
克服酯硬化水玻璃砂铸型(芯)蠕变、塌箱的主要措施是:提高水玻璃砂的硬化速度(例如:采用快速有机酯硬化剂,适当提高有机酯的用量,提高水玻璃的模数等);延长脱模时间;加强通风除湿,降低环境的湿度;降低原砂中的水分含量(对原砂进行烘干);采用浓度较高的水玻璃;CO2辅助硬化等。(https://www.xing528.com)
4.表面散砂
型(芯)表面发酥,用手搓擦型(芯)表面时容易掉砂,表现为型(芯)表面的散砂多,容易造成铸件表面的砂眼缺陷。其根本的原因是型(芯)的表面强度过低。而造成型(芯)表面强度过低的主要原因如下:
1)水玻璃砂的硬化强度过低或型(芯)的紧实度不够。
2)型(芯)表面的稳定性不够,如在湿度较大的环境下,型(芯)表面吸湿回潮,使得型(芯)表面强度降低。
3)型砂的可使用时间较短,造型、制芯时间过长。
克服铸型(芯)表面散砂的主要措施为:采用增加水玻璃含量,使用高品质的原材料(包括原砂、水玻璃、有机酯等)以提高水玻璃砂的表面强度;采取措施来提高水玻璃砂的抗吸湿性;造型、制芯在水玻璃砂的可使用时间内完成。
5.常见缺陷的防止措施
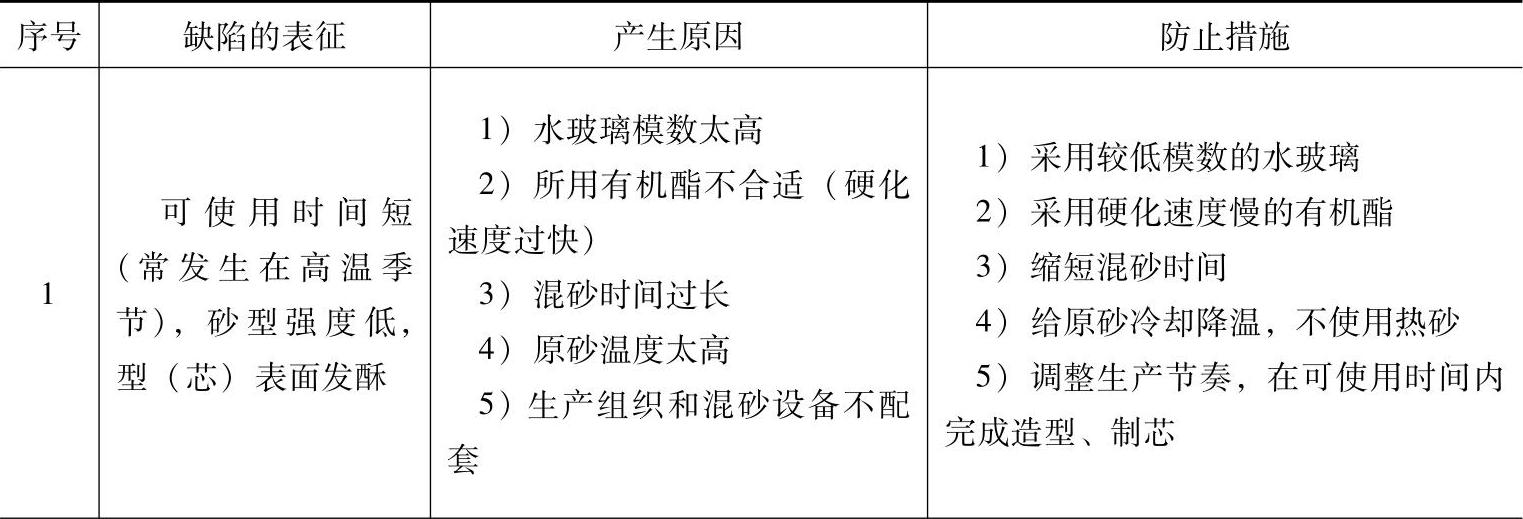
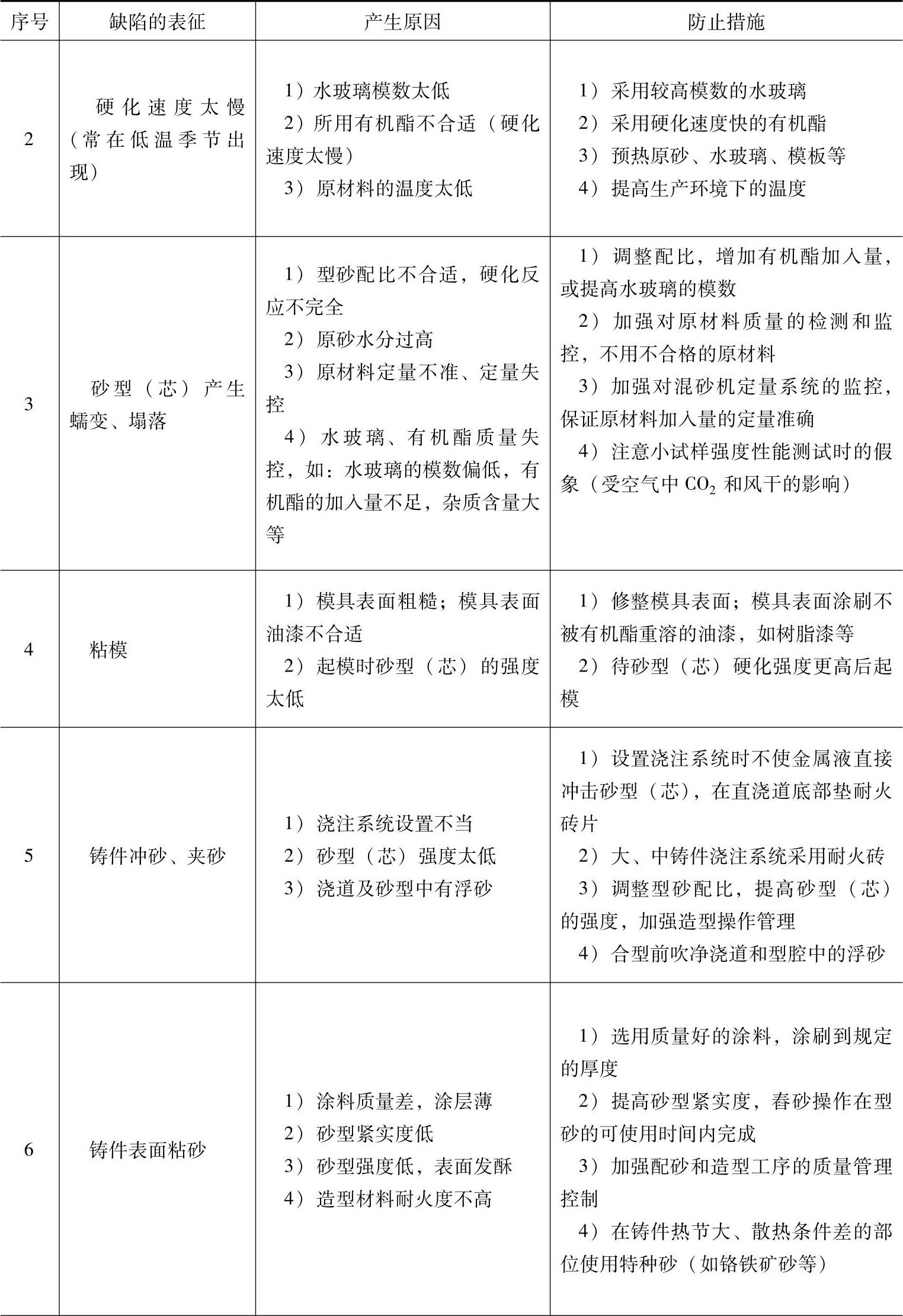
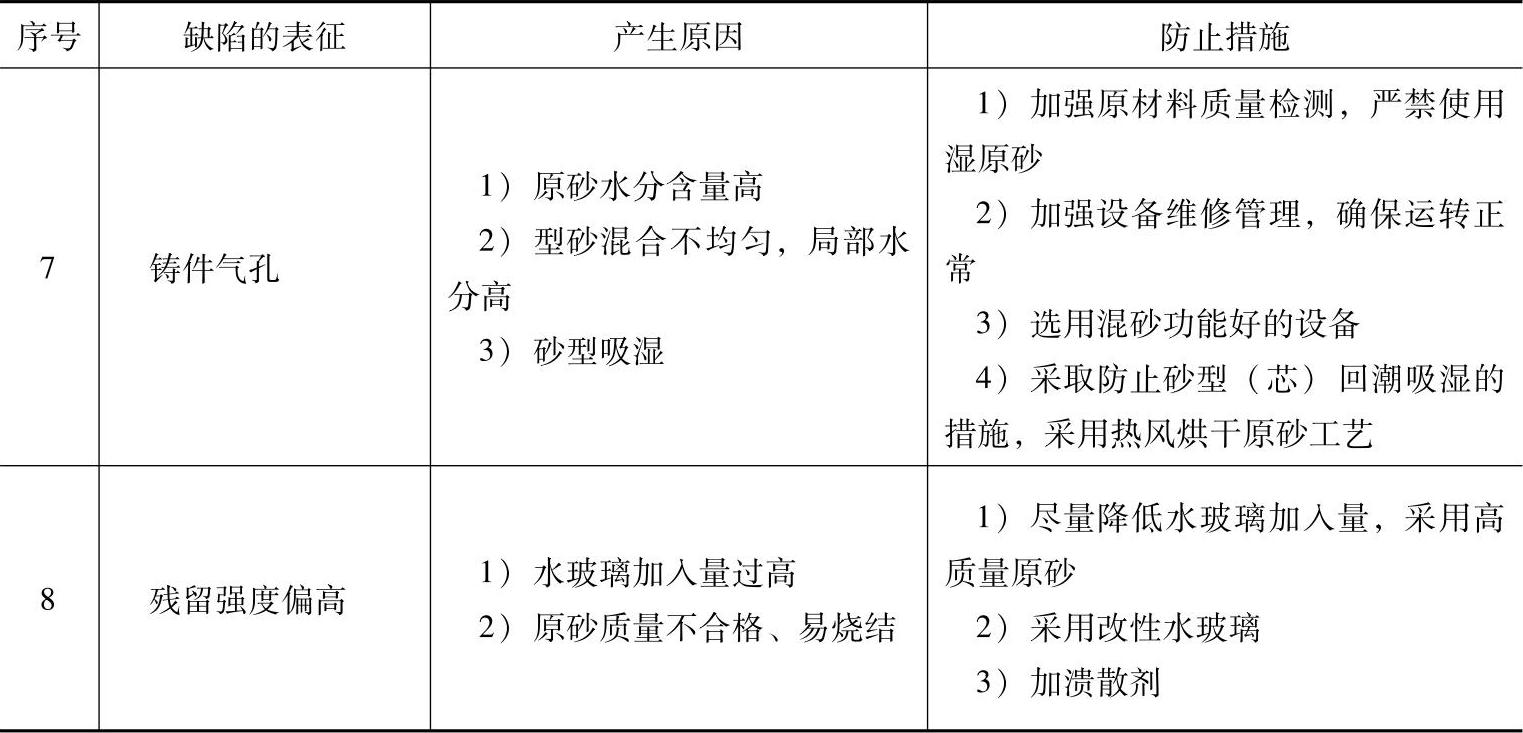
有机酯硬化水玻璃砂使用中的常见缺陷及防止措施如表3-19所示。
表3-19 有机酯硬化水玻璃砂使用中的常见缺陷及防止措施
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。