



CO2硬化水玻璃砂型工艺又分为普通CO2硬化水玻璃砂型工艺和真空CO2硬化水玻璃砂型工艺(VRH-CO2法)两种。
1.普通CO2硬化水玻璃砂型工艺
普通CO2硬化水玻璃砂型,大都由纯净的人造(或天然)硅砂加入6.0%~8.0%(质量分数)的钠水玻璃配制而成。对于几十吨的大型铸件或质量要求高的铸钢件砂型(芯),全部面砂或局部采用镁砂、铬铁矿砂、橄榄石砂、锆砂等特种砂代替硅砂较为有利。为了使水玻璃砂具有一定的湿强度和可塑性,以便脱模后再吹CO2硬化,可加入1%~3%(质量分数)的膨润土或3%~6%(质量分数)的普通黏土;为了改善水玻璃砂的溃散性或出砂性,可加入一定量(质量分数一般为1%~5%)的溃散剂或溃散性物质(如木屑、石棉粉等)。
水玻璃砂可采用各类混砂机混制,如碾轮式混砂机、叶片式混砂机等。混好的砂通常放在有盖的容器内或覆盖有湿麻袋的场地待用,以免砂中的水分挥发和与空气中的CO2接触而硬化。
水玻璃砂具有良好的流动性,造型、制芯时可采用手工紧实,也可采用振动紧实。通常是吹CO2气体硬化后起模;再硬化一定时间后,组芯、合箱等浇注。
CO2吹气硬化的方式也多种多样,有插管吹气法(见图3-2)、盖罩吹气法(见图3-3)等。要求CO2能迅速均匀地进入型(芯)的各个部位,以最少的CO2消耗达到均匀硬化型(芯)各部位的目的,避免出现不能硬化(或硬化不良)的死角。
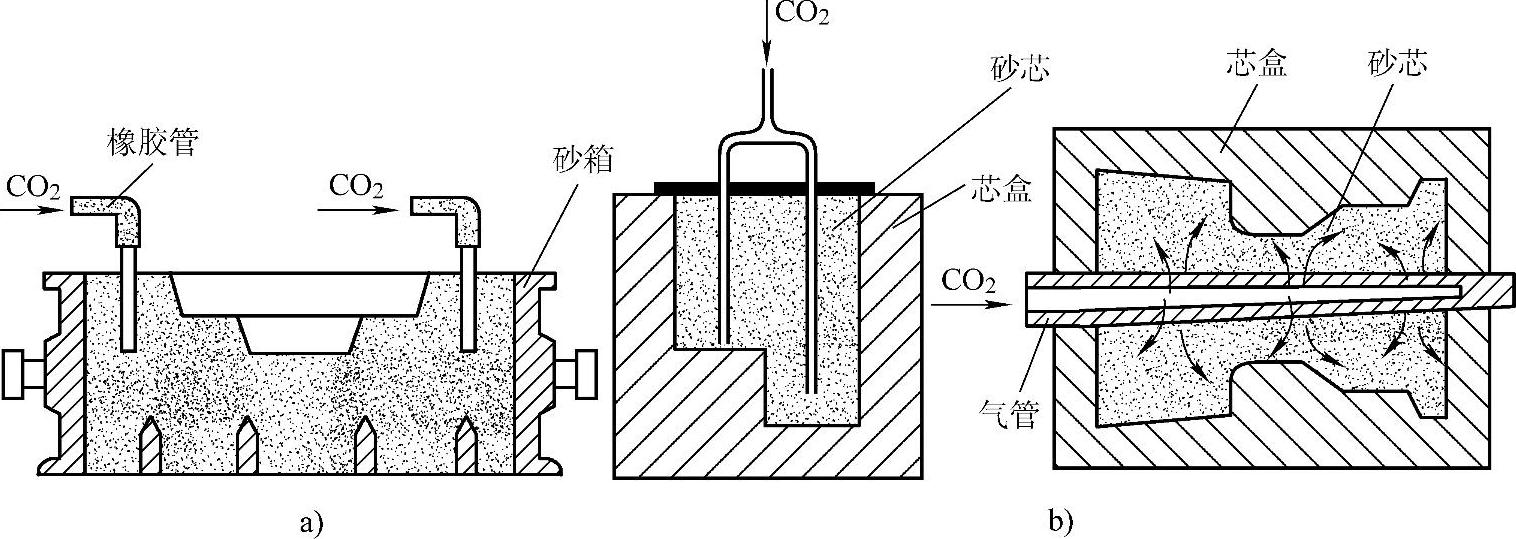
图3-2 插管吹气法
a)硬化砂型 b)硬化砂芯
普通CO2硬化水玻璃砂型工艺的缺点是:水玻璃加入量较多(质量分数为7.0%~9.0%),溃散性较差,旧砂再生困难;硬化过程不太稳定,会使铸型(芯)产生“过吹”现象,导致铸型(芯)强度的下降;对于大型铸件的型(芯)表面易粉化,而内部又难以硬透,使铸件形成夹砂、鼠尾、砂眼等缺陷型(芯)砂的吸湿性较强,在湿度较大的气候下,储放的稳定性较差。
2.真空CO2硬化水玻璃砂型工艺(https://www.xing528.com)
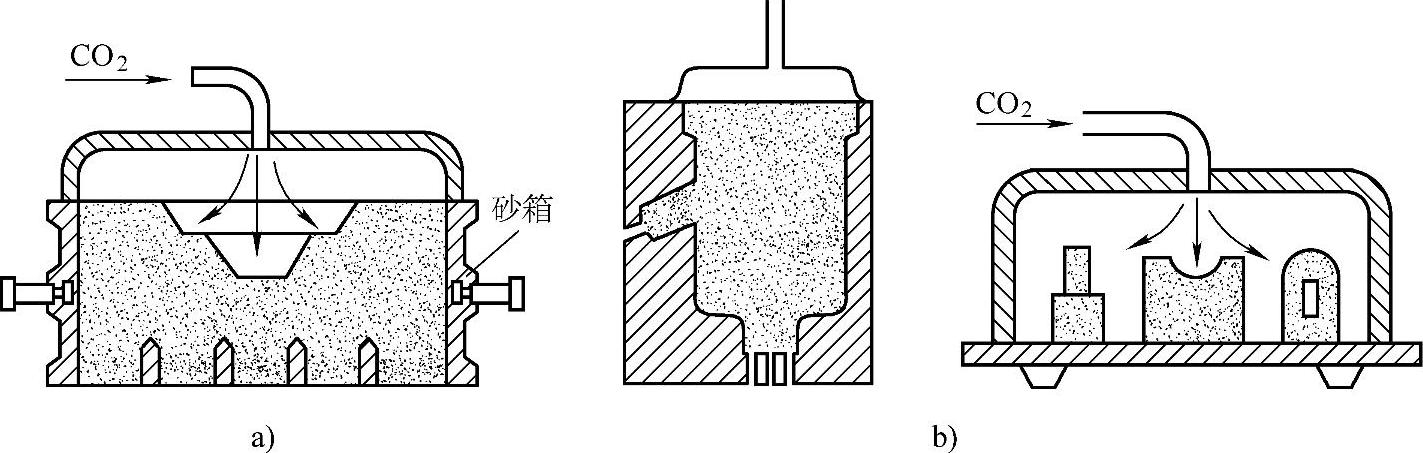
图3-3 盖罩吹气法
a)砂型硬化 b)砂芯硬化
真空CO2硬化水玻璃砂型工艺(Vacuum Replace Hardening),简称为VRH-CO2法。它是将造型紧实后的水玻璃砂型(芯),连同模板一起送入一真空室内抽气,当达到一定的真空度后,向箱内通入CO2气体,几分钟后铸型(芯)即可硬化达到一定的强度。VRH-CO2法示意图如图3-4所示。铸型(芯)从真空室内取出,进行起模,2~4h后即可浇注。
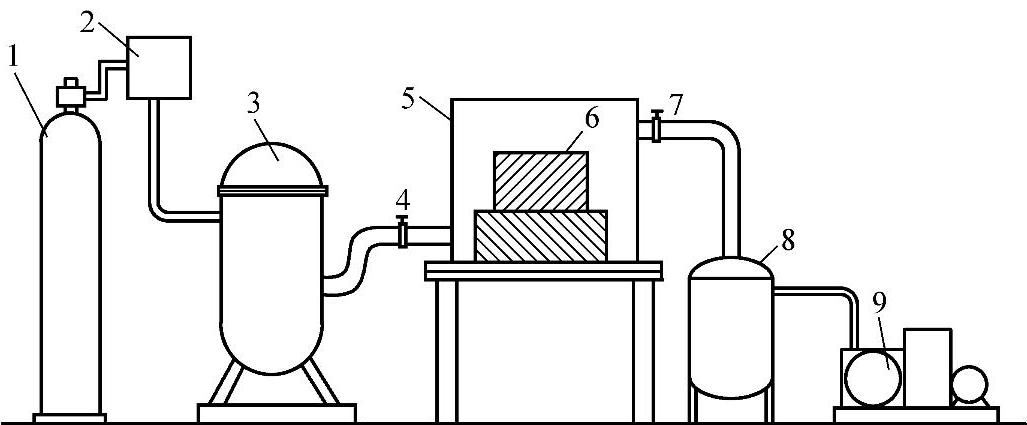
图3-4 VRH-CO2法示意图
1—液体CO2瓶 2—汽化器 3—CO2储气罐4、7—控制阀 5—真空室 6—芯盒 8—水粉尘分离器 9—真空泵
CO2吹气硬化之前对型(芯)抽真空,有两个优点:一是抽真空时,水玻璃中的水分蒸发,促使水玻璃脱水硬化;二是砂粒间隙中的空气几乎被抽净,当通入CO2时,气体迅速进入间隙中与砂粒表面的水玻璃均匀反应,进一步使之硬化由于VRH-CO2法是一定真空度的条件下,CO2气体以极高的浓度与水玻璃接触反应充分、迅速、均匀,用较少的水玻璃和CO2气体即可达到足够的铸型(芯)强度。VRH-CO2法的水玻璃加入量可降至3%~4%(质量分数),CO2气体的消耗比普通CO2硬化水玻璃砂工艺减少1/2~2/3。因此,VRH-CO2法既是来源于普通CO2硬化水玻璃砂的工艺,又是优于普通CO2硬化水玻璃砂的工艺。
VRH-CO2法的缺点是设备投资大,操作和维修要求严格,固定的真空室尺寸对于不同大小和不同形状铸型(芯)的适应能力差,因而制约了该工艺的广泛应用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。