



稳定地保证黏土型砂质量是大批量黏土砂铸造生产中的关键问题之一。目前,汽车铸铁件采用黏土砂湿型铸造占有主导地位,大批量流水线式生产是其主要生产方式。因此,黏土型砂的质量稳定直接影响铸件生产质量,控制好型砂质量对于黏土砂湿型铸造有着重要的意义。
在实际生产中,应严格控制好型砂性能。从目前国内部分大型铸造厂的生产情况来看,在型砂质量控制方面还存一些问题,如残留芯砂含量偏高、循环使用的旧砂温度过高、生产配方单一、缺少有效的实时监测设备等。针对这些问题,可以从以下几个方面入手来提高型砂质量,减少铸件缺陷率。
1.合理选用原材料
湿砂型铸造所用型砂由旧砂、原砂、黏土、煤粉及水等原材料混制而成这些材料的性能和质量将直接关系到型砂的性能和质量。若想制备出高质量的型砂,则必须选用优质的原材料,并处理好回用的旧砂。
(1)造型用原砂 选用优良的原砂,可以减少黏结剂的用量,减少铸件废品率,提高铸件表面质量,减少清理费用,其经济效益大大超过采购好砂的超出费用。
(2)膨润土(黏土) 膨润土在型砂中起黏结剂的作用,同时在高温时可以抵消硅砂的体积膨胀。型砂中加入量多时呈干燥状态,流动性降低,容易产生掉砂冲砂缺陷;加入量少时则型砂强度受到影响,砂型的回弹性也变大。为追求铸件尺寸准确,要把铸型的膨胀、收缩、回弹等减少到最小程度,故对膨润土提出以下要求:
1)湿强度、干强度、热态强度综合性能好。
2)水分变化时对湿强度影响小。
3)浇注后溃散性好。
4)受热后能恢复原有湿态性能。
2.合理控制型砂组分
湿型砂经反复使用,硅砂有受热开裂,粒度变小,以及砂粒受黏土包围结壳,粒度变大的倾向,膨润土及煤粉受热而部分失效。因此,回用时如不及时调整型砂成分,会出现起模性能下降、铸件表面粘砂、气孔、砂眼、夹砂等现象。合理控制型砂成分并维持连续地动态平衡,是型砂管理中的关键。
1)限制细粉量。型砂中的细粉量随循环次数的增多也逐渐增加。其细粉越多,需水量也越多,在保证型砂强度、韧性、紧实率等要求前提下,含水量应为2.5%~3%(质量分数)。为此,必须采取措施限制细粉含量,如采取限制无效泥分的进入和充分除尘等措施。
2)适当补充原材料。在使用过程中应适当补充新砂、膨润土、煤粉及辅加材料。为提高型砂性能,可加入质量分数为0.2%~0.4%的淀粉。(https://www.xing528.com)
3)合理控制型砂水分。型砂含水量对型砂性能起着重要作用。型砂中水分多了,导致浇注时汽化引起水爆而使铸件浇不到、气孔和铸件表面粘砂;水分少了难以起模。水分的控制绝不是仅指在混砂时加水量的控制,而是要从落砂时就开始控制,并在旧砂回用的整个环节都要进行有效的控制。
4)合理控制型砂温度,降低和控制回用旧砂的温度。可实施多级冷却方式,在每条旧砂传送带转换处,设置喷水冷却装置,靠水的蒸发来带走热量这是最节省的办法。砂中每蒸发1%(质量分数)的水,砂温能下降大约25℃这样能使旧砂进入混砂机前的温度尽量降低。可以增加多个小型沸腾冷却、冷却提升等装置,达到冷却目的;在旧砂回用过程中,要有破碎机、松动机、滚筒筛等,使砂层间彼此分离翻腾,形成一个都能被冷风冷却的空间,促进水分的挥发以带走砂中的潜热。目前很多工厂的旧砂混砂机中有自动测温装置,可以自动显示当前旧砂温度。适当增加自动控温控水系统,降低旧砂的温度,对于减少铸件的缺陷率有着实际意义。
3.合理选用型砂配方
1)针对不同的气候和不同的旧砂温度选用不同(合理)的型砂配方。不同的气候和不同的旧砂温度,应有不同的型砂配方,并应根据实际情况变化而进行实时变化。在夏、秋季气温高时,应该适当增加型砂配方中的加水量,以适量补偿型砂在生产线上运转时因气温高而引起的失水量;而在春、冬季,因为气温比较低,水分蒸发比较慢,可以适当减少一点型砂配方中的加水量,以保证型砂配方中的含水量控制在一个合理的范围里,从而控制型砂质量。
2)针对不同铸件执行不同(合理)的型砂配方。不同的铸件,铁砂比不相同。当由一种铸件生产转为另一种铸件生产时,铁砂比往往相差较大,对落砂后的旧砂温度影响也较大,所以应有不同的型砂配方,并应根据实际生产情况变化而进行实时变化来控制型砂性能,保证铸件质量。
4.对型砂性能进行实时检测
实时检测型砂的各项性能是混制高性能的造型型砂、提高铸件质量的前提工厂应该增加现场实时检测设备,对生产线上的型砂的含水量、旧砂温度和型砂温度进行实时快速检测,根据检测结果及时调整型砂配方来控制型砂质量提高铸件质量,降低废品率。
5.国内外典型黏土砂型铸造生产线的型砂性能
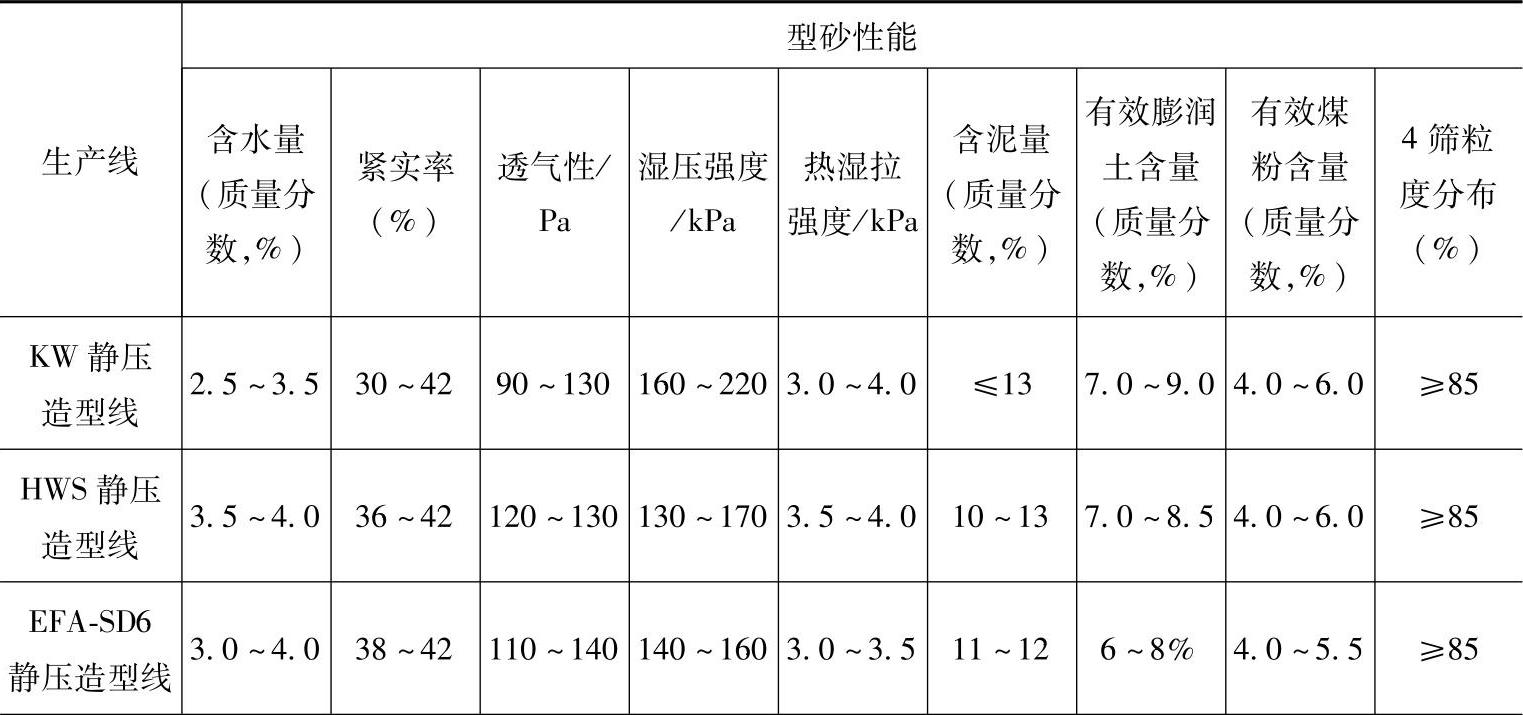
发动机(铸铁)缸体、缸盖是黏土砂型铸造大规模生产(线)的典型铸件需要对生产过程中的型砂性能进行严格监控。表1-12所示为国内外典型的发动机缸体、缸盖砂型铸造的型砂性能要求。高型砂性能要求是高质量、低废品率铸件生产的基本保障。
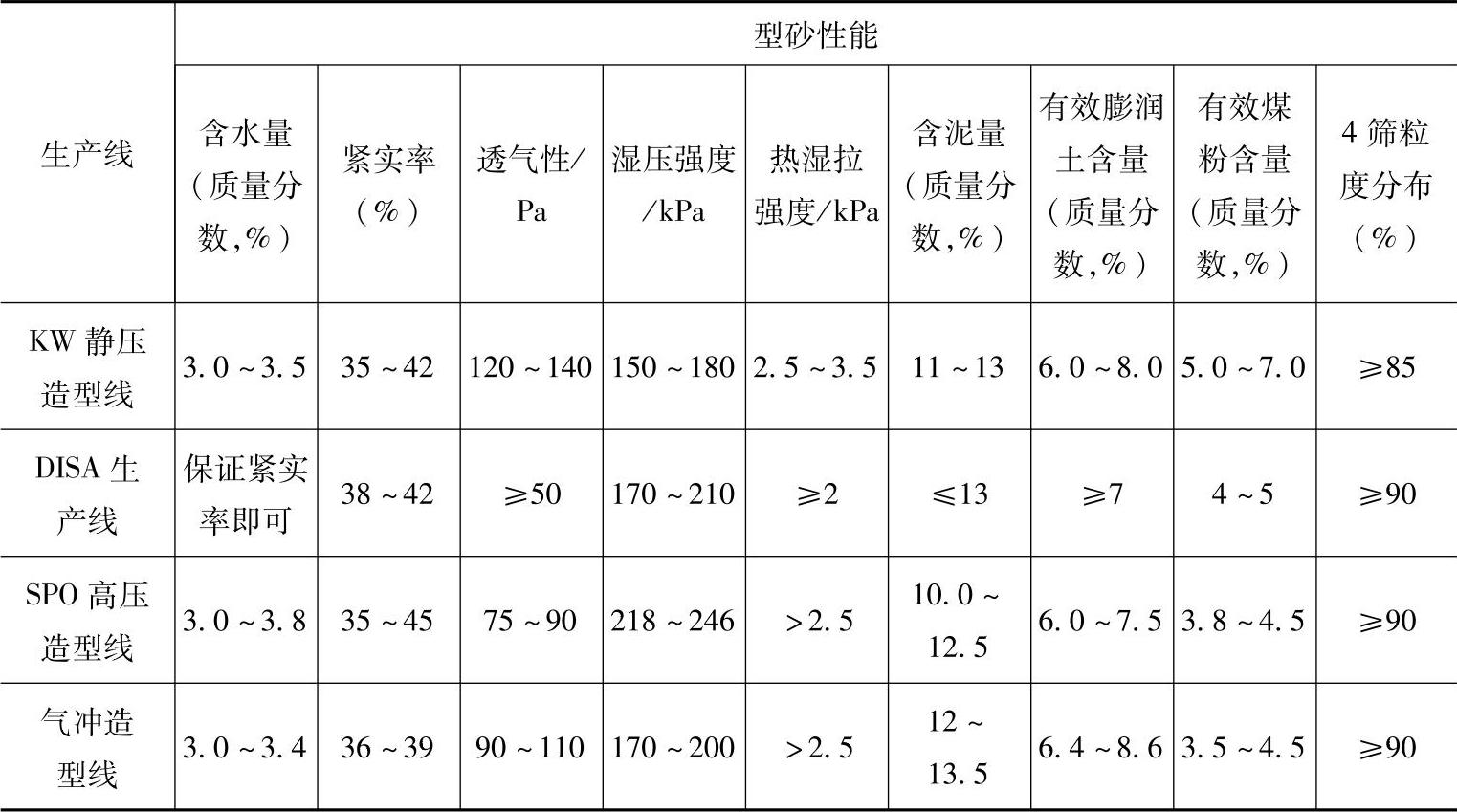
表1-12 国内外典型的发动机缸体、缸盖砂型铸造的型砂性能要求
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。