



【摘要】:2)由于毛坯材料为铝合金,不宜采用硬质合金刀具加工,外形采用16mm普通高速钢立铣刀进行加工,该零件有一个长方形的型腔,所以要选择一般12mm高速钢键槽铣刀。
如图5-70所示,毛坯:95100×30铝棒,编写加工该零件的程序。
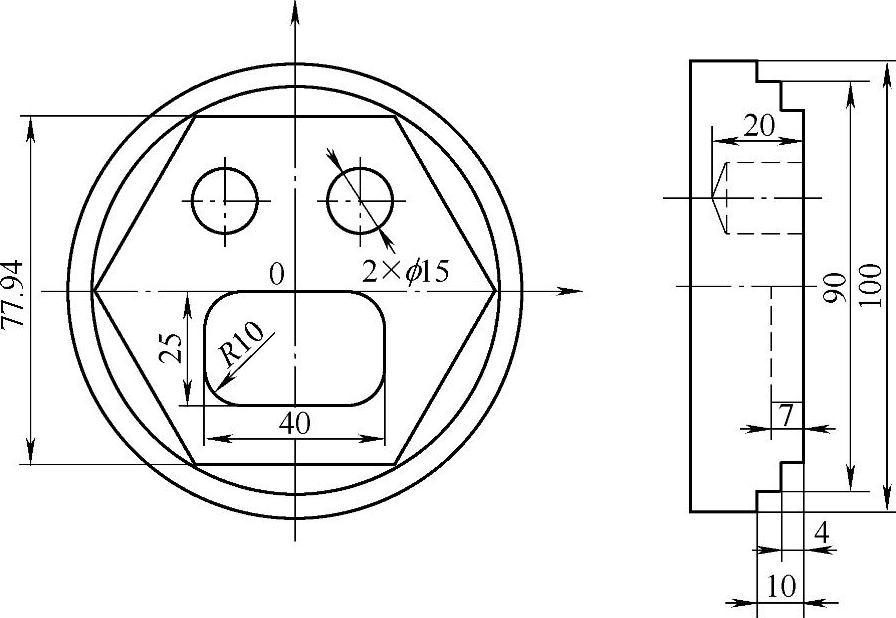
图5-70 零件加工实例
1.工艺分析
1)零件尺寸如图,毛坯材料较好,尺寸精度要求不高,可采用一次完成零件的轮廓加工,加工过程中利用数控系统的刀具半径补偿功能。
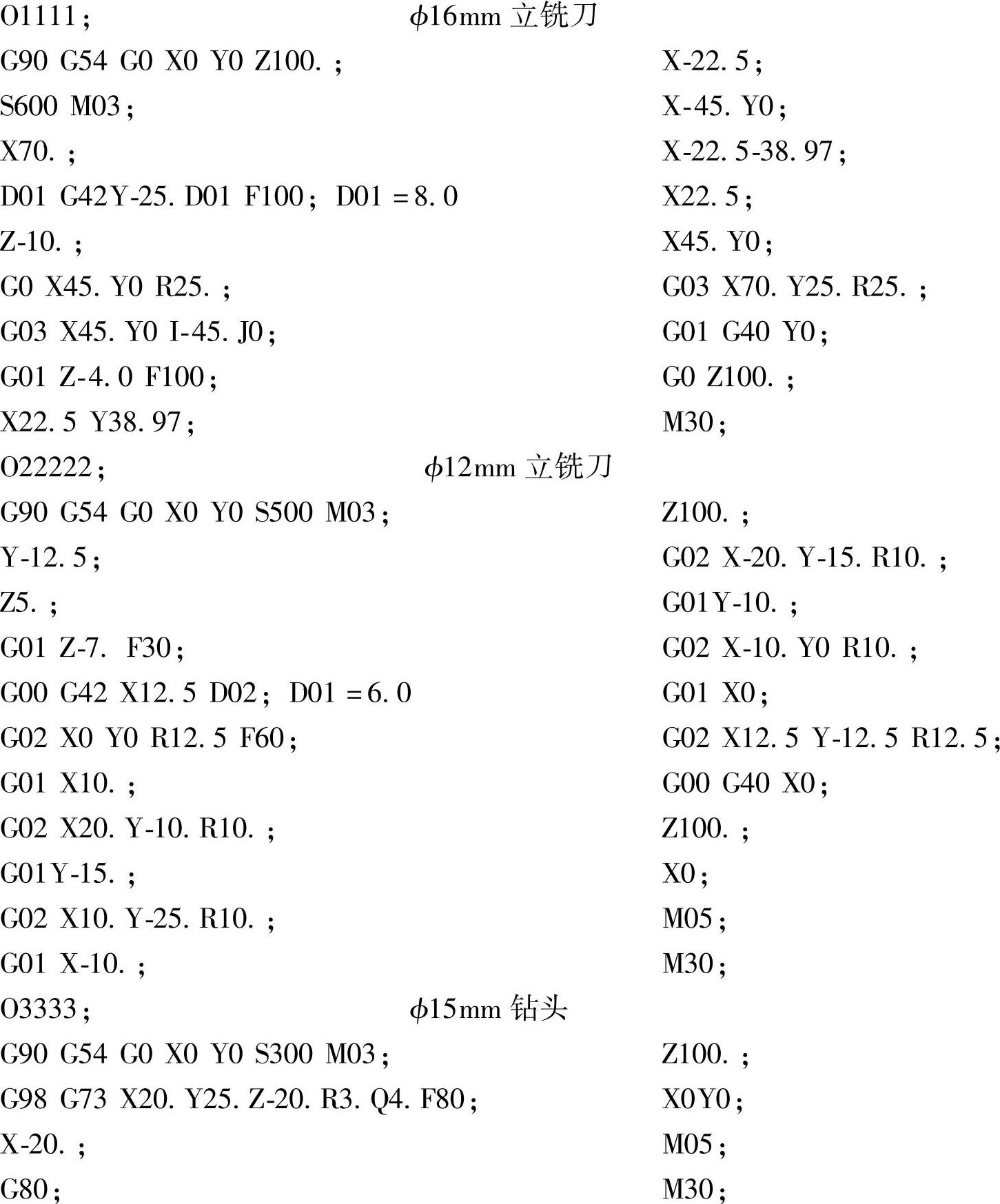
2)由于毛坯材料为铝合金,不宜采用硬质合金刀具加工,外形采用ϕ16mm普通高速钢立铣刀进行加工,该零件有一个长方形的型腔,所以要选择一般ϕ12mm高速钢键槽铣刀。最后要选择一把ϕ15mm的钻头进行孔加工,由于两个ϕ15孔深为20mm,因此需采用G73深孔钻削固定循环加工。
2.基点坐标值的计算
由于零件的轮廓是由若干段圆弧、直线段和圆组成,基点坐标值计算比较简单,设工件对称中心为坐标原点,建立工件坐标系,并在此坐标系中计算各基点的坐标值。
3.加工工艺的确定
由于该零件由外形铣削、型腔铣削和钻孔三部分组成。根据加工要求和防止零件的变形,但表面质量没有太高的要求,采用逆铣方式加工,首先进行外形铣削,再加工型腔,最后钻孔。
4.数控程序的编写
 (https://www.xing528.com)
(https://www.xing528.com)
5.数控加工步骤
1)开机,启动数控铣床系统,各坐标轴手动回机床原点。
2)将刀具装上主轴。
3)装夹工件。
4)手动输入加工程序。
5)对刀及刀具偏置的设定。
6)程序校验。
7)切削加工。
8)零件测量检验。
9)机床维护与卫生。
10)清理加工现场,关机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。