



如图5-54所示是Fanuc-Oi数控铣床系统的操作面板,其左侧为显示屏,右侧是编程面板。

图5-54 Fanuc-Oi数控铣床系统操作面板
1.操作面板
(1)数字/字母键
数字/字母键用于输入数据到输入区域,如图5-55所示,系统自动判别取字母还是取数字,字母和数字键通过 键切换输入。
键切换输入。
(2)编辑键
 “ALTER”:替换键。用输入的数据替换光标所在的数据。
“ALTER”:替换键。用输入的数据替换光标所在的数据。
 “DELETE”:删除键。删除光标所在的数据;或者删除一个程序或者删除全部程序。
“DELETE”:删除键。删除光标所在的数据;或者删除一个程序或者删除全部程序。
 “INSERT”:插入键。把输入区之中的数据插入到当前光标之后的位置。
“INSERT”:插入键。把输入区之中的数据插入到当前光标之后的位置。
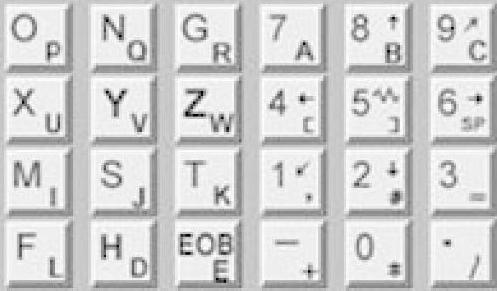
图5-55 数字/字母键
 “CAN”:取消键。消除输入区内的数据。
“CAN”:取消键。消除输入区内的数据。
 “EOB E”:回车换行键。结束一行程序的输入并且换行。
“EOB E”:回车换行键。结束一行程序的输入并且换行。
 “SHIFT”:上档键。
“SHIFT”:上档键。
(3)页面切换键
 “PROG”:程序显示与编辑页面。
“PROG”:程序显示与编辑页面。
 “POS”:位置显示页面。位置显示有三种方式,用“PAGE”键选择。
“POS”:位置显示页面。位置显示有三种方式,用“PAGE”键选择。
 “OFSET SET”:参数输入页面。按第一次进入坐标系设置页面,按第二次进入刀具补偿参数页面。进入不同的页面以后,用“PAGE”键切换。
“OFSET SET”:参数输入页面。按第一次进入坐标系设置页面,按第二次进入刀具补偿参数页面。进入不同的页面以后,用“PAGE”键切换。
 “SYSTEM”:系统参数页面。
“SYSTEM”:系统参数页面。
 “MESSAGE”:信息页面,如“报警”。
“MESSAGE”:信息页面,如“报警”。
 “CUSTM GRAPH”:图形参数设置页面。
“CUSTM GRAPH”:图形参数设置页面。
 “HELP”:系统帮助页面。
“HELP”:系统帮助页面。
 “RESET”:复位键。
“RESET”:复位键。
(4)翻页键(PAGE)
 :向上翻页;
:向上翻页; 向下翻页。
向下翻页。
(5)输入键
 :输入键。把输入区内的数据输入参数页面。
:输入键。把输入区内的数据输入参数页面。
2.手动操作机床方法
(1)回参考点
1)选择回参考点按钮 。
。
2)选择各轴 ,按住该键,即回参考点。
,按住该键,即回参考点。
(2)移动操作
手动移动机床轴的方法有三种:
方法一:快速移动 键,这种方法用于较长距离的工作台移动。
键,这种方法用于较长距离的工作台移动。
1)置“JOG”模式于 位置。
位置。
2)选择各轴 ,点击方向键
,点击方向键 ,机床按所选轴方向移动,松开后停止移动。
,机床按所选轴方向移动,松开后停止移动。
3)接 键,各轴快速移动。
键,各轴快速移动。
方法二:增量移动 ,这种方法用于微量调整,如用在基准操作中。
,这种方法用于微量调整,如用在基准操作中。
1)置模式于 位置,
位置, 选择步进量。
选择步进量。
2)选择移动轴,每按一次,机床轴移动一步。
方法三:操纵“手脉” ,这种方法用于微量调整。在实际生产中,使用手脉可以让操作者容易控制和观察机床移动。
,这种方法用于微量调整。在实际生产中,使用手脉可以让操作者容易控制和观察机床移动。
(3)开、关主轴
1)置模式旋钮在“JOG”位置 。
。
2)按 键,机床主轴正反转,按
键,机床主轴正反转,按 键,主轴停转。
键,主轴停转。
(4)启动程序加工零件
1)置模式旋钮在“AUTO”位置 。
。
2)选择一个程序(参照下面介绍选择程序方法)。
3)按程序启动键 。
。
(5)试运行程序
试运行程序时,机床和刀具不切削零件,仅运行程序。
1)置在 模式。
模式。
2)选择一个程序如O0001后调出程序。
3)按程序启动键 。
。
(6)单步运行
1)置单步开关键 于“ON”位置。
于“ON”位置。
2)程序运行过程中,每按一次键 ,执行一条指令。
,执行一条指令。
(7)选择一个程序
选择模式“AUTO”于 键位置。
键位置。
1)按 键,输入字母“O”。
键,输入字母“O”。
2)按 键,输入数字“7”,键入搜索的号码“O7”。
键,输入数字“7”,键入搜索的号码“O7”。
3)按 →在出现的选项中选择
→在出现的选项中选择 “O7”显示在屏幕上。
“O7”显示在屏幕上。
4)可输入程序段号“N30”,按 搜索程序段。
搜索程序段。
(8)删除一个程序
1)选择模式在“EDIT”。
2)按 键,输入字母“O”。
键,输入字母“O”。
3)按 键,输入数字“7”,输入要删除的程序的号码“O7”。
键,输入数字“7”,输入要删除的程序的号码“O7”。
4)按 键,“O7”,NC程序被删除。
键,“O7”,NC程序被删除。
(9)编辑NC程序(删除、插入、替换操作)
1)模式置于“EDIT”。
2)选择 键。
键。
3)输入被编辑的NC程序名如“O7”,按 键即可编辑。
键即可编辑。
4)移动光标。
方法一:按 键或
键或 键翻页,按“CURSOR”移动光标。
键翻页,按“CURSOR”移动光标。
方法二:用搜索一个指定的代码的方法移动光标。
5)输入数据。用鼠标点击数字/字母键,数据被输入到输入域。 键用于删除输入域内的数据。(https://www.xing528.com)
键用于删除输入域内的数据。(https://www.xing528.com)
6)自动生成程序段号输入。按 →
→ 键,在参数页面顺序号中输入“1”,所编程序自动生成程序段号,如N10…N20…。
键,在参数页面顺序号中输入“1”,所编程序自动生成程序段号,如N10…N20…。
7)删除、插入、替代。
按 键,删除光标所在的代码。
键,删除光标所在的代码。
按 键,把输入区的内容插入到光标所在代码后面。
键,把输入区的内容插入到光标所在代码后面。
按 键,把输入区的内容替代光标所在的代码。
键,把输入区的内容替代光标所在的代码。
(10)通过操作面板手工输入NC程序
1)置模式开关在“EDIT”。
2)按 键,再按
键,再按 键进入程序页面。
键进入程序页面。
3)按 键,输入“O7”程序名(输入的程序名不可以与已有程序名重复)。
键,输入“O7”程序名(输入的程序名不可以与已有程序名重复)。
4)按 →
→ 键,开始程序输入。
键,开始程序输入。
5)按 →
→ 键换行后再继续输入。
键换行后再继续输入。
(11)输入零件原点参数
1)按 键,进入参数设定页面,如图5-56所示为坐标系面板。
键,进入参数设定页面,如图5-56所示为坐标系面板。
2)按 或
或 键选择坐标系,输入地址字(X/Y/Z)和数值到输入域。方法参考“输入数据”操作。
键选择坐标系,输入地址字(X/Y/Z)和数值到输入域。方法参考“输入数据”操作。
3)按 键,把输入域中间的内容输入到所指定的位置。
键,把输入域中间的内容输入到所指定的位置。
(12)输入刀具补偿参数
1)按 键,进入参数设定页面如图5-57所示。按
键,进入参数设定页面如图5-57所示。按 键。
键。
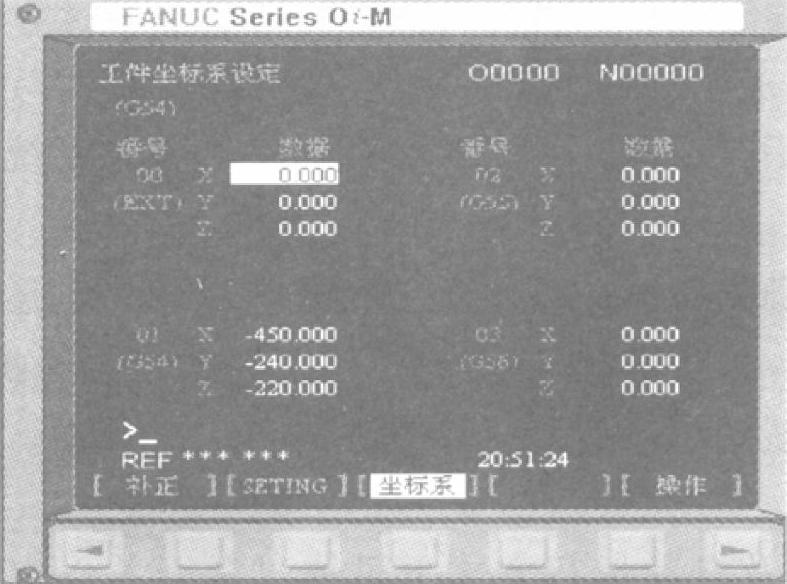
图5-56 坐标系面板
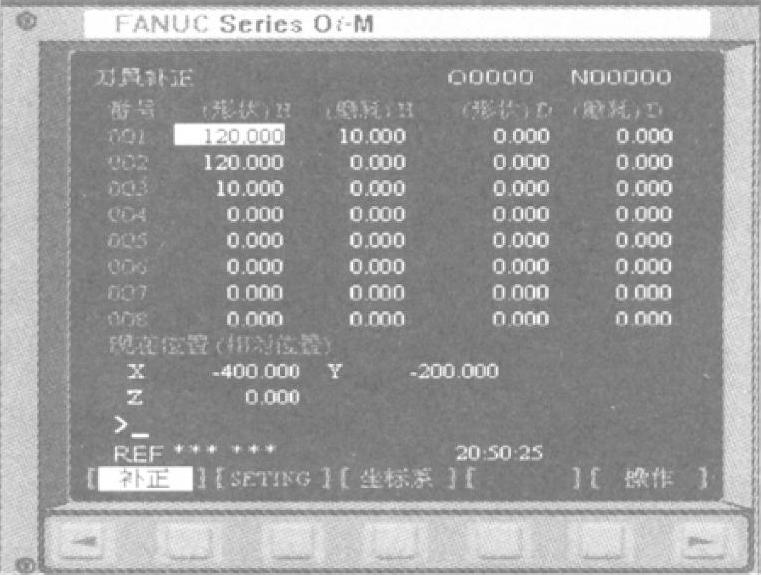
图5-57 参数设定页面
2)按 键和
键和 键选择长度补偿,半径补偿。
键选择长度补偿,半径补偿。
3)用“CURSOR”光标键选择补偿参数编号。
4)输入补偿值到长度补偿H或半径补偿D。
5)按 键,把输入的补偿值输入到所指定的位置。
键,把输入的补偿值输入到所指定的位置。
(13)位置显示
按 键切换到位置显示页面,按
键切换到位置显示页面,按 键和
键和 键切换。
键切换。
(14)MDI手动数据输入
1)按 键,切换到“MDI”模式。
键,切换到“MDI”模式。
2)按 键,再按
键,再按 键,分程序段号“N10”,输入程序如GO X50。
键,分程序段号“N10”,输入程序如GO X50。
3)按 键,“N10GOXS0”程序被输入。
键,“N10GOXS0”程序被输入。
4)按 键,程序启动。
键,程序启动。
2.ZJK7532-1型数控钻铣床的机械操作面板
ZJK7532-1型数控钻铣床的机械操作面板如图5-58所示。
(1)机床控制面板的功能
1)电源开关。合上机床电柜总电源开关后,必须用钥匙打开此开关,数控系统的驱动电源、主电动机电源才能接通。
2)急停按钮。机床操作过程中,出现紧急情况时,按下此按钮,进给及主轴运行立即停止,CNC进入急停状态。紧急情况解除后,顺时针方向转动按钮可以退出急停状态。
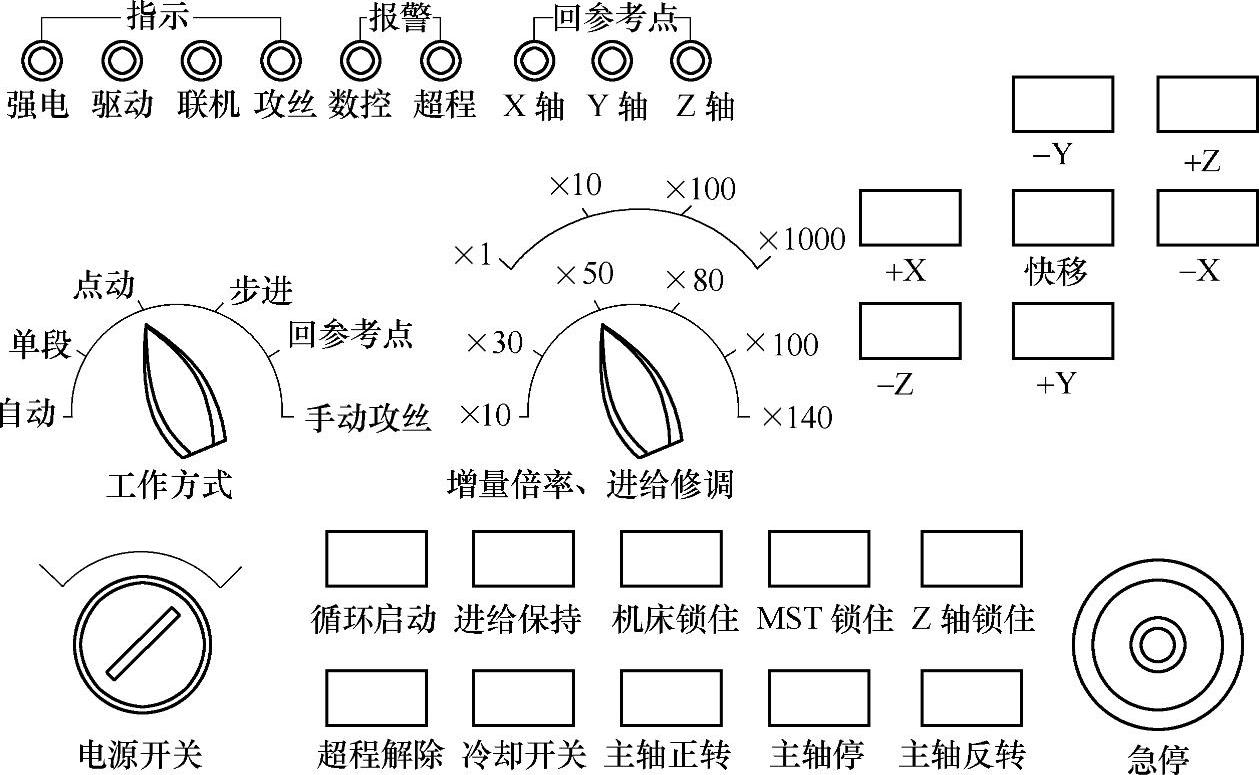
图5-58 ZJK7532-1型数控钻铣床的机械操作面板
3)工作方式选择开关。此开关可用于对机床操作选择处于自动、单段、点动、步进(增量)和回参考点五种方式。
4)增量倍率与进给修调开关。MDI方式及自动运行方式下可通过此开关设定进给速度修调倍率(共有×10、×30、×50、×80、×100、×140六档)。
若程序指令为F200,倍率开关处于×30档,则实际进给速度为200×30(=6m/min)。在步进方式下,可通过此开关设定增量进给倍率(共有×1、×10、×100、×1000四档)。若此开关处于×100档,则每次按压轴移动方向按钮一次,挡板在相应的方向移动0.1mm(即100个设定单位)。
5)轴移动方向按钮(+X、-X、+Y、-Y、+Z、-Z)。在手动或步进方式下,按下这六个按钮之一,各轴将分别在相应的方向上产生位移,手动方式时挡板作连续位移直到松开为止,其实际移动速度等于系统内部设定的快移速度乘以进给速度修调倍率。
在步进方式下,每按下后再释放某按钮一次,该挡板即在对应方向上产生一固定的位移,其位移量等于轴的最小设定单位乘以增量倍率(系统最小设定单位为0.001mm)。
6)快移按钮。在手动方式下,若同时按快移按钮和某个轴移动方向按钮,则在对应轴方向上,将无视进给速度修调倍率的设定,以系统内部设定的快移速度产生位移。
7)循环启动。在自动加工功能菜单下,当选择并调入需要运行的加工程序后,再置工作方式开关于“自动”方式,然后按下此按钮(按钮灯亮),即开始自动执行程序指令。机床进给轴将以程序指令的速度移动。
8)进给保持。在自动运行过程中,按下此按钮(按钮灯亮),机床运动轴减速停止,程序执行暂停,但加工状态数据将保持,若再按下“循环启动”按钮,则系统将继续运行。注意,若暂停期间按过主轴停转的话,继续运行前,必须先启动主轴;否则,将有引发事故的可能。
9)机床锁住。在自动运行开始前,将此钮按下,再按“循环启动”执行程序,则送往机械侧的控制信息将被截断,机械部分不动。数控装置内部在照常进行控制运算,同时CRT显示信息也在变化。这一功能主要用于校验程序,检查语法错误。
注:a.即使是G28、G29指令,机床也不运动。
b.机床辅助功能指令依然有效。
c.在自动运行过程中,再按下此按钮,机床锁住无效。
d.在锁住运行过程中,欲弹起此按钮以解除机床锁住亦无效。
10)MST锁住。在自动运行之前,按下此按钮,则程序中的所有M、S、T指令均无效。
11)Z轴锁住。在自动运行开始前,按下此按钮后,再循环启动,则往Z轴去的控制信息被截断,Z轴不动,但数控运算和CRT显示照常。
12)超程解除按钮。当某进给轴沿某一方向持续移动而碰到行程限位保护开关时,系统即处于超程报警保护状态,此时若要退出此保护状态,必须置方式开关于“手动”方式,在按住此按钮的同时,再按压该轴的反方向移动按键,向相反的方向移动方可。
13)冷却开关。按下此按钮,供液电动机启动;打开冷却液,再按此钮,供液停止。
14)主轴正转。按下此按钮,主轴电动机正转,同时按钮内指示灯点亮。
15)主轴停转。按下此按钮,主轴电动机运转停止,同时按钮内指示灯点亮。
16)主轴反转。按下此按钮,主轴电动机反转,同时按钮内指示灯点亮。
此外,在面板左上方,还有一些指示灯指示系统的各种状态。例如,电源有无的指示,是否联机的指示,报警状态的指示和回参考点的指示等。
(2)控制软件界面与菜单结构
控制软件环境界面如图5-59所示。
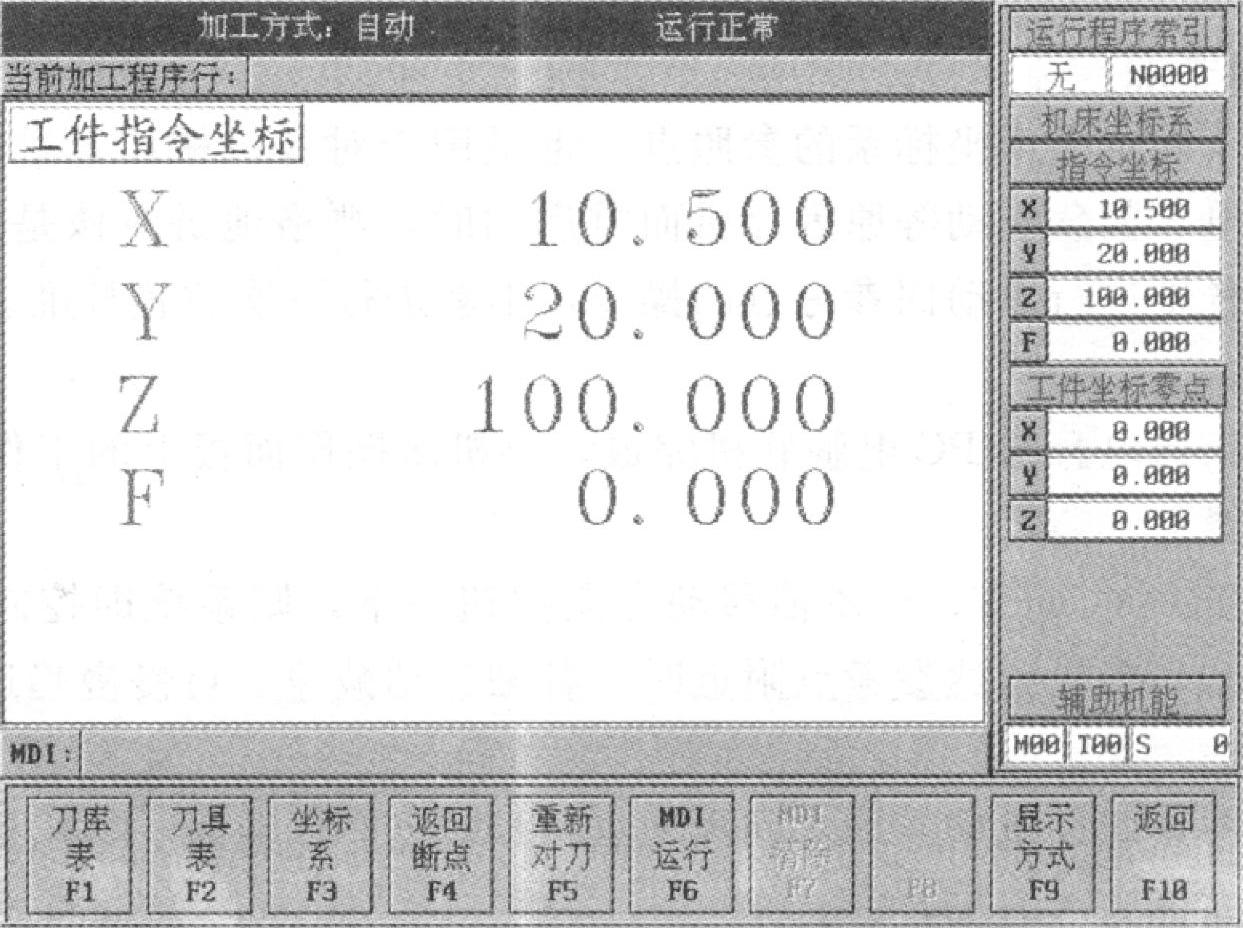
图5-59 控制软件环境界面
1)加工方式。显示系统当前的运行方式。随着机械操作面板上的工作方式选择开关的切换而改变。加工方式有自动、校验、手动、步进、急停和手动回参考点等。
2)加工程序。显示自动加工时当前正在执行的程序行内容并随程序的运行而更新。
3)正文及图形显示窗口(主画面)。根据系统所处的显示状态而有所不同。在编辑程序时,主要用于显示程序内容。在自动加工或校验时,可按“F9”功能键切换显示状态,如显示程序(正文)、指令坐标(大字符)和监控图形等。
4)命令行。主要用于MDI命令行形式时手动输入一行程序指令的显示区。此外,也用作一些参数数据输入设定时的缓冲显示以及系统报警信息等的显示。
5)菜单区。菜单区显示各菜单功能选项,并提示相应的操作用功能键。
6)运行程序索引。显示当前自动运行的程序号和程序行号。N后的数据,只有在程序中使用书写了程序行号N指令时才会改变为相应的显示;否则,固定显示为N0000。
7)坐标数据显示。用于显示X、Y、Z的坐标值及当前的进给速度F值。坐标值内容可根据需要选定为指令位置/实际位置/剩余进给/跟踪误差/负载电流和机床坐标/工件坐标/相对坐标。
8)辅助机能。显示程序运行过程中当前M、S、T指令的模态值。
控制软件的各个功能基本上是通过切换菜单,选择相应的功能按键(F1~F10)而启动执行的。系统按功能特点将主菜单分为基本功能和扩展功能两部分。
整个系统菜单层次的切换和返回都是按功能键“F10”。功能键“F9”对应的显示方式设定功能无论在哪层菜单中都有,即任何时候都可按需要修改设定显示方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。