



数控加工中的孔加工,其动作循环已经典型化。例如,钻孔、镗孔的循环通常由六个顺序动作组成,如图5-36所示。
动作1:孔中心定位。刀具快速进给到孔中心定位。
动作2:刀具快速进给到转换点R。R点一般离工件表面有一个距离,这个距离叫引入距离。在已加工表面上加工孔,引入距离为2~5mm;在毛坯面上加工孔,引入距离为5~10mm。
动作3:刀具慢速切削到孔底。根据孔的深度,可以一次加工到孔底,也可以分段加工到孔底,分段加工到孔底又称为间歇进给。
动作4:刀具在孔底的动作。根据孔的不同,刀具在孔底的动作也不同。有的不需要孔底动作;有的需要刀具在孔底短暂停留;有的需要主轴反转;有的需要主轴停止。
动作5:刀具返回到转换点R。刀具从孔中退出,可以是快速退出、慢速退出、手动退出等。
动作6:快速返回到初始平面。初始平面是开始执行孔加工时,刀位点所在的平面。不同的孔加工动作可能不同,有的没有孔底动作,有的不退回到初始平面,但是这样一系列典型的加工动作已经预先编好程序,存储在内存中,可用包含G代码的一个程序段调用,从而简化编程工作。这种包含了典型动作循环的G代码称为循环指令,又称为固定循环指令。
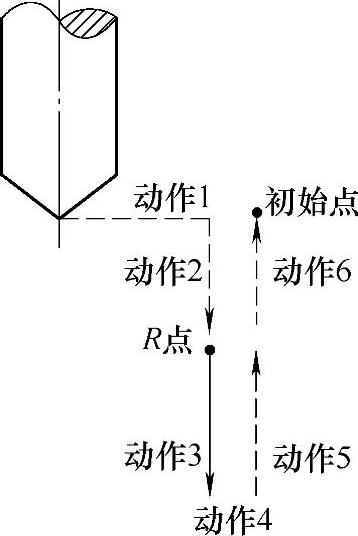
图5-36 孔加工的六个顺序动作(实线:切削进给;虚线:快速进给)
固定循环指令的数据表达形式可以用绝对坐标G90和相对坐标G91表示。固定循环的程序格式如下:
G98G**X Y Z R Q P I J K F L
G99G**X Y Z R Q P I J K F L
G98指令的功能是使刀具退回时直接返回到初始平面。
G99指令的功能是使刀具退回时只返回到转换点R所在的平面,如图5-37所示。
程序格式中的第二个G代码为孔加工方式,即孔加工循环指令G73、G74、G76和G81~G89中的任一条指令。
程序格式中的X、Y为G17指定平面上的孔的中心点的坐标值(如果是G18,孔的中心点的坐标值则为X、Z;如果是G19,孔的中心点的坐标值则为Y、Z)。
程序格式中的Z值是Z轴为钻孔轴时转换点R到孔底的距离(G91时)或孔底的坐标(G90时)。
程序格式中的R值为刀位点到R点的距离(G91时)或R点的坐标(G90时)。
程序格式中的Q值为刀具每次的进给深度(G73或G81时),是增量值,Q值小于零,Z轴才向下进给。
程序格式中的K值为刀具每次进给后的退刀量(G73或G81时),是增量值,K值大于零,Z轴才上升,刀具才抬起。
程序格式中的I值、J值为刀具向刀尖反方向的移动量(分别在X轴、Y轴的方向上)。
P值指定刀具在孔底的停留时间(单位为ms)。
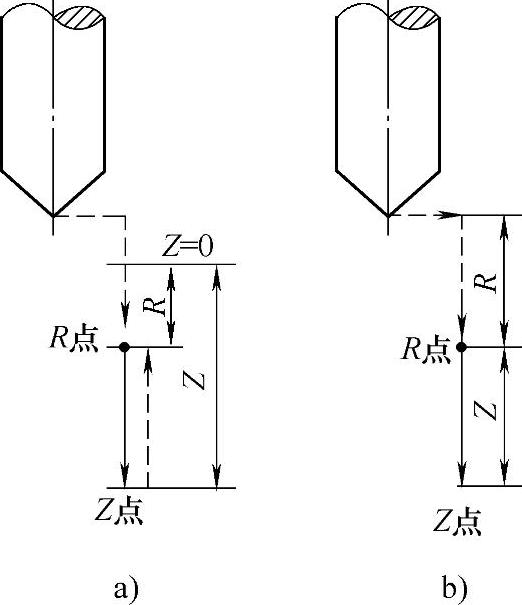
图5-37 固定循环的数据形式
a)G90编程 b)G91编程
F为切削进给速度。
L为固定循环中从动作1~动作6的重复次数。
该指令与参数为模态指令,一经指令,一直保持有效。当换位加工相同规格的孔时,只需改变孔的中心点坐标值X、Y。
取消固定循环用指令G80,同时也取消R点和Z点。用指令G01、G02、G03也可以取消固定循环。
以下叙述中以Z轴为钻孔轴。固定循环指令介绍如下:
1.断屑式深孔加工循环指令G73
(1)指令格式
{G9/G99}G73X Y Z R Q K F L
G73的循环动作如图5-38所示。
刀具每次的切削深度由Q值指定,Q值为负值,刀具进给;刀具每次的退刀量由K值指定,K值为正值,刀具退回。在数值上K值小于Q值。用G73指令时,刀具在Z轴方向间歇进给,便于断屑、排屑。
(2)编程举例
【例5-21】断屑式深孔加工循环编程。在图5-38中,设孔中心的坐标值为(30,40),孔深为30mm,R=20mm。孔径为14mm,选用14的钻头。其参考程序如下:
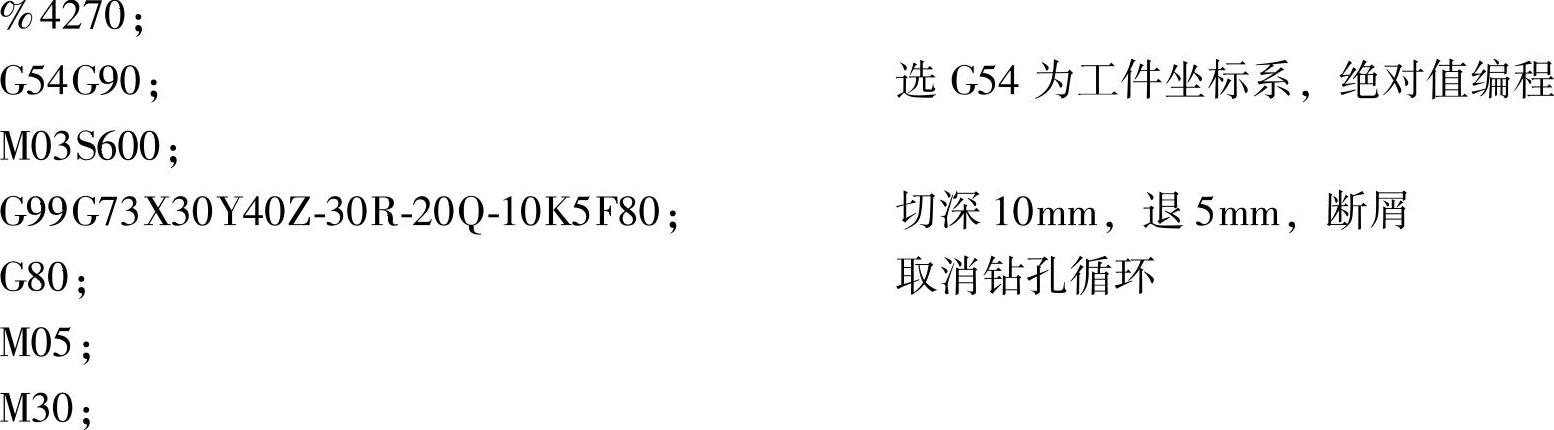
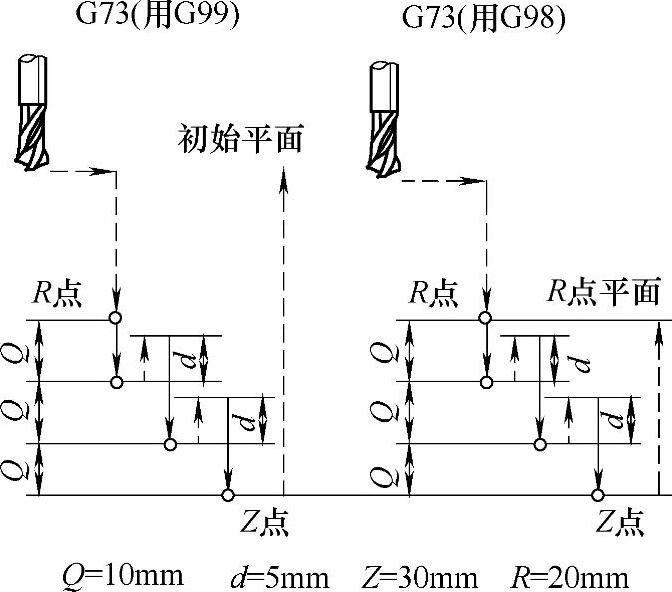
图5-38 断屑式深孔加工循环
2.攻左旋螺纹循环指令G74
(1)指令格式
{G98/G99}G74X Y Z R P F L
攻左旋螺纹循环如图5-39所示。
攻左旋螺纹进给时,主轴反转;加工到孔底时,主轴暂停后由反转变为正转,然后按进给速度退回。在攻螺纹循环动作中,进给速度倍率无效。即使使用了进给暂停,刀具也必须在返回动作结束之后才停止。
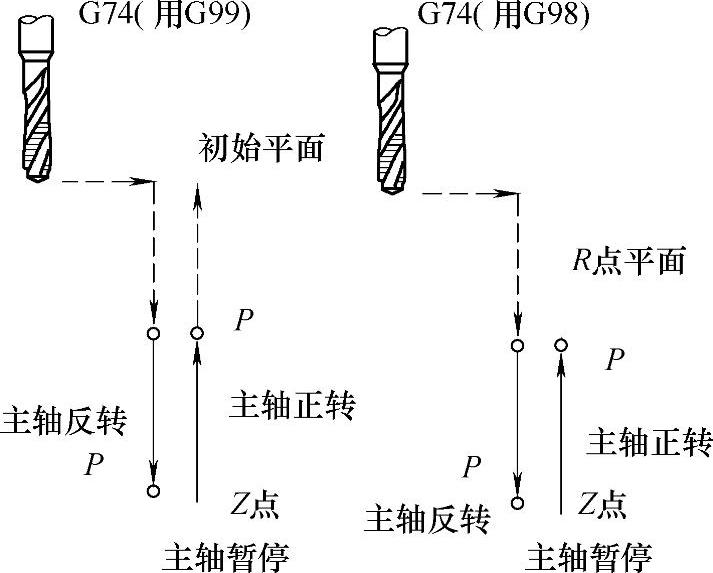
图5-39 攻左旋螺纹循环
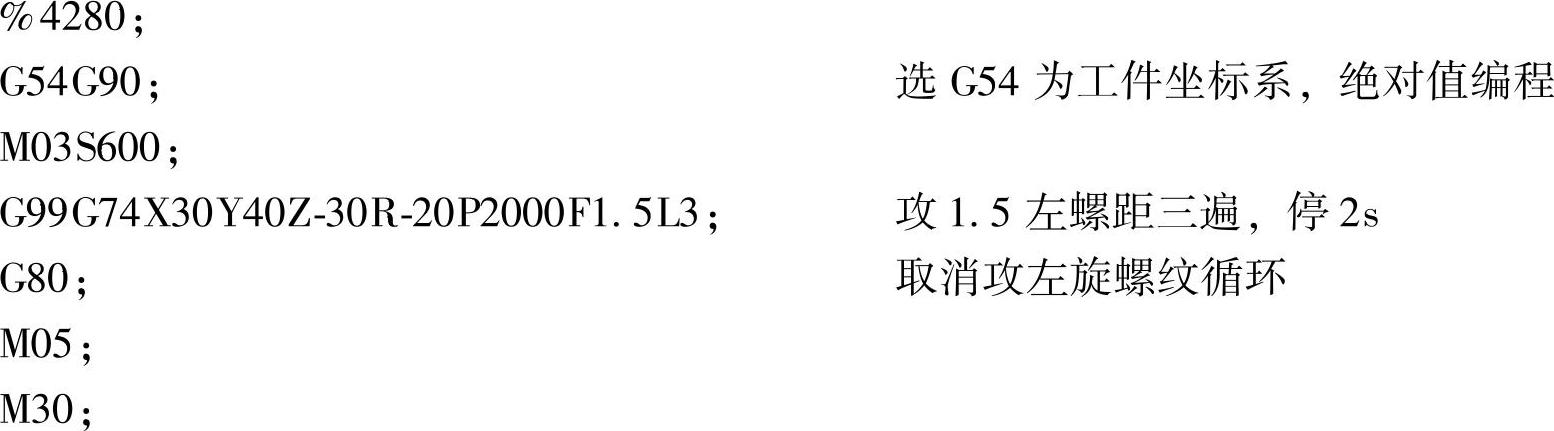
(2)编程举例
【例5-22】攻左旋螺纹循环编程。
在图5-39中,设孔中心的坐标值为(30,40),孔深为30mm,R=20mm。底孔直径为14mm,选用M16的丝锥。攻三遍丝。其参考程序如下:
3.精镗循环指令G76
(1)指令格式
{G98/G99}G76X Y Z R Q P I J K F L
精镗循环如图5-40所示。
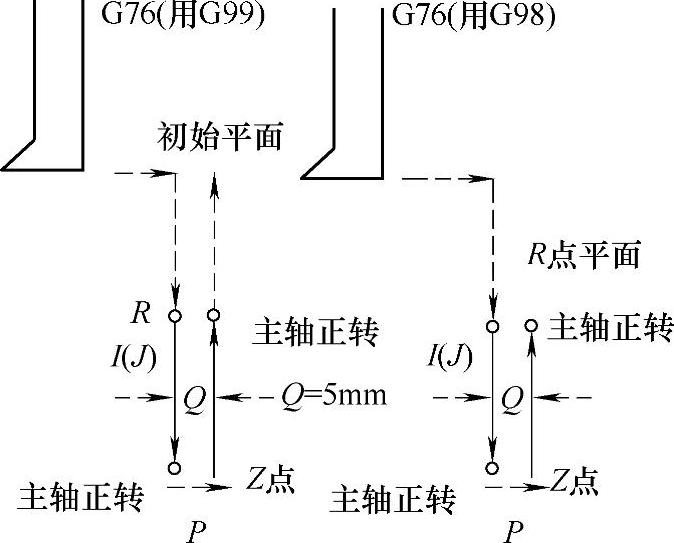
图5-40 精镗循环
精镗时,主轴按进给速度加工到孔底定向停止后,向刀尖的反方向移动,然后快速退刀。这种带有让刀的退刀不会划伤已加工表面,保证了镗孔精度。主轴向刀尖的反方向的移动量用Q值指定,Q值只能为正值,位移方向由MDI决定,可为±X、±Y中的任一个。
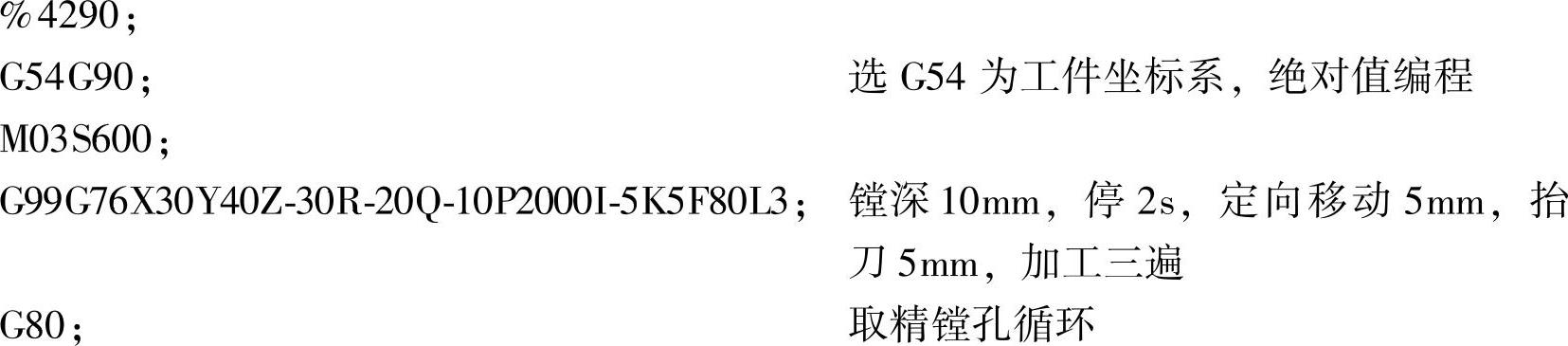
(2)编程举例
【例5-23】精镗循环编程。在图5-40中,设孔中心的坐标值为(30,40),孔深为30mm,R=2mm。底孔直径为40mm,选用ϕ14的镗刀,镗三遍,刀具在孔底的反方向移动为-I方向,移动距离为5mm。其参考程序如下:
4.钻孔循环指令G81
(1)指令格式
[G98/G99}G81X Y Z R F
钻孔循环如图5-41所示。
该指令用于钻浅孔,钻薄板上的孔。
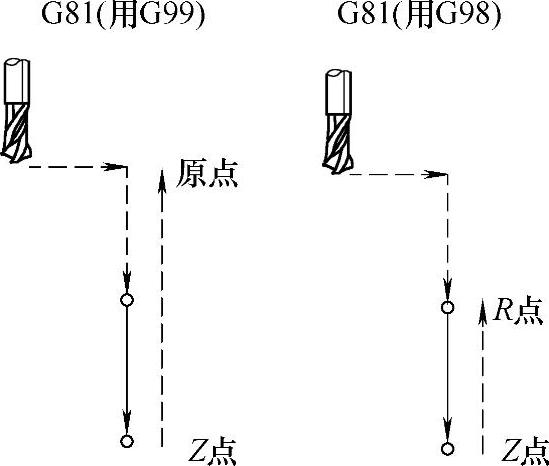
图5-41 钻孔循环
(2)编程举例
【例5-24】钻孔循环编程。
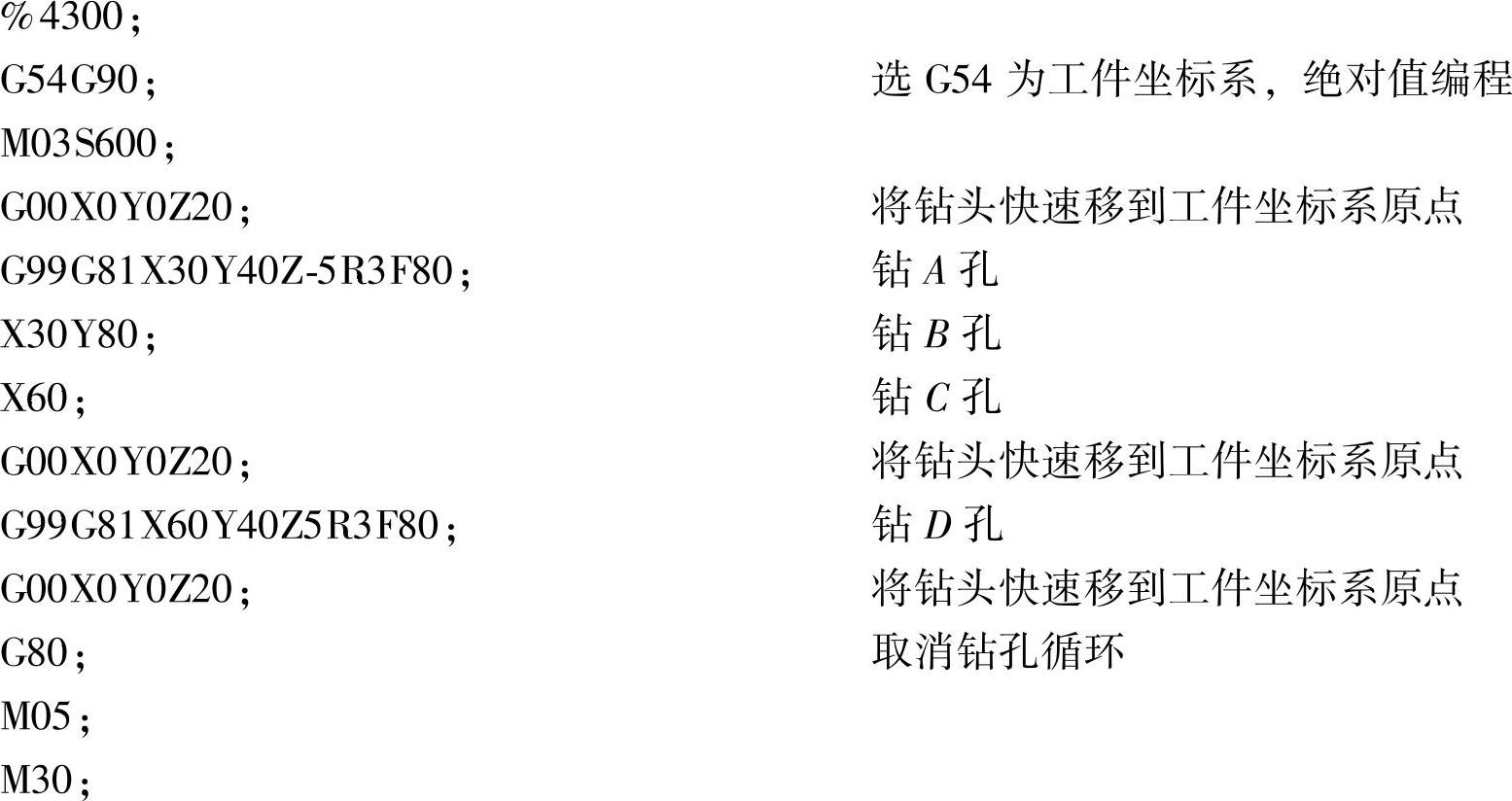
在图5-42中,设A孔中心的坐标值为(30,40),设B孔中心的坐标值为(30,80),设C孔中心的坐标值为(60,80),设D孔中心的坐标值为(60,40),孔深为5mm,R=3mm。孔径ϕ10mm,选用ϕ10的钻头加工。其参考程序如下:
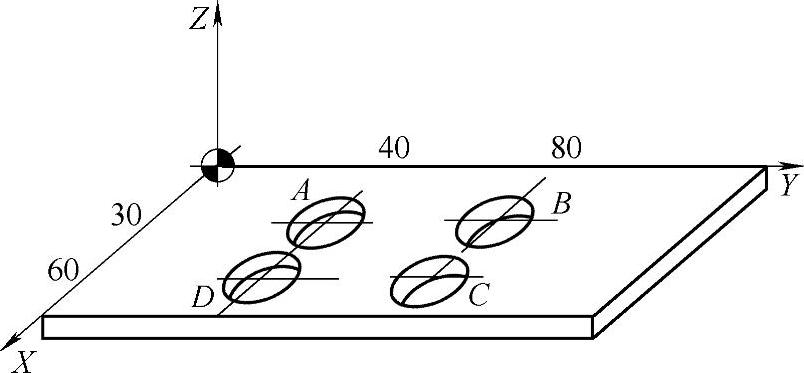
图5-42 钻孔循环编程
5.带停顿的钻孔循环指令G82
(1)指令格式
{G98/G99}G82X Y Z R P F
带停顿的钻孔循环如图5-43所示。
G82指令用于钻盲孔。钻盲孔时,可使钻头在孔底暂停,暂停时间由P指定。
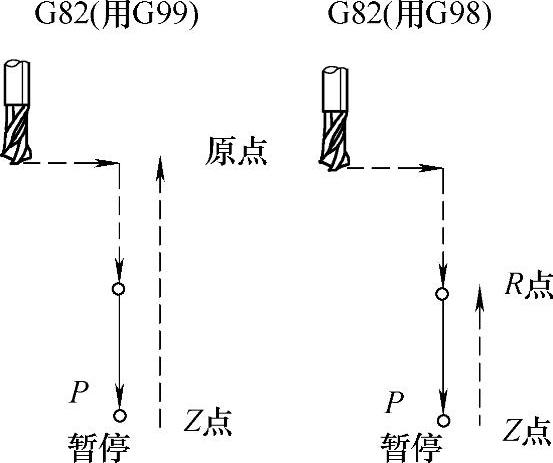
图5-43 带停顿的钻孔循环
(2)编程举例
【例5-25】带停顿的钻孔循环编程。在图5-44中,设A孔中心的坐标值为(30,40),设B孔中心的坐标值为(30,80),设C孔中心的坐标值为(60,80),设D孔中心的坐标值为(60,40),孔深为5mm,R=3mm。孔径ϕ10mm,选用ϕ10的钻头加工。其参考程序如下:

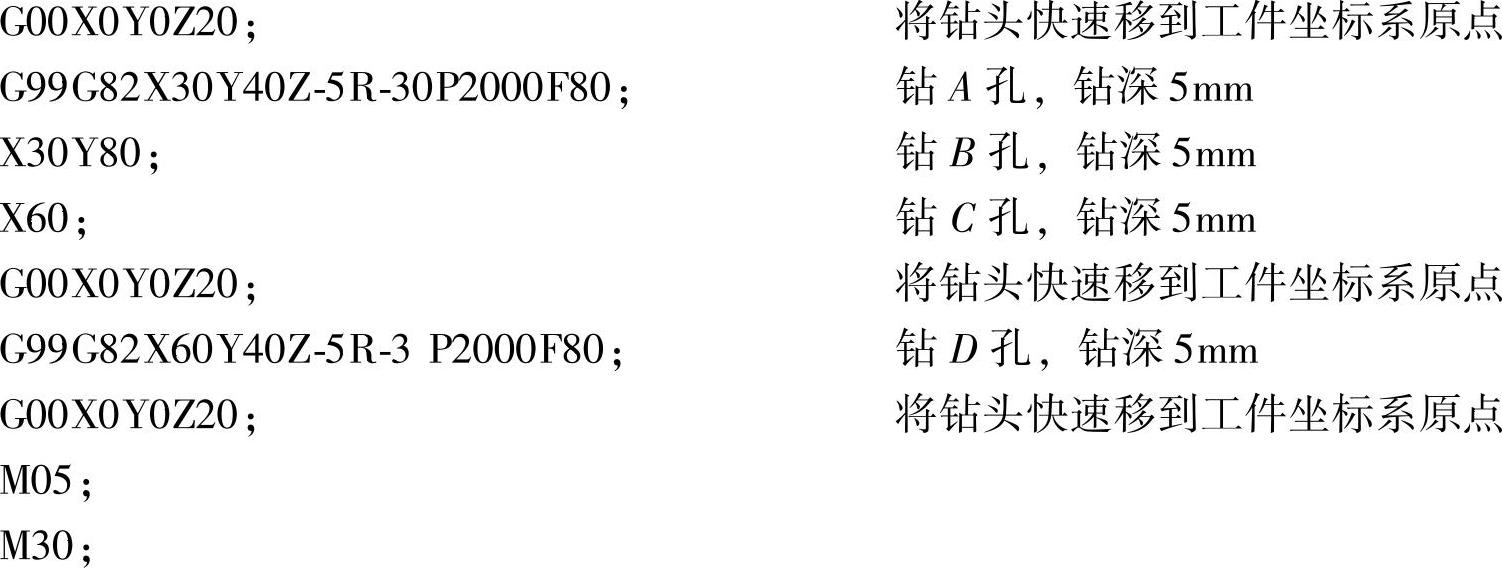
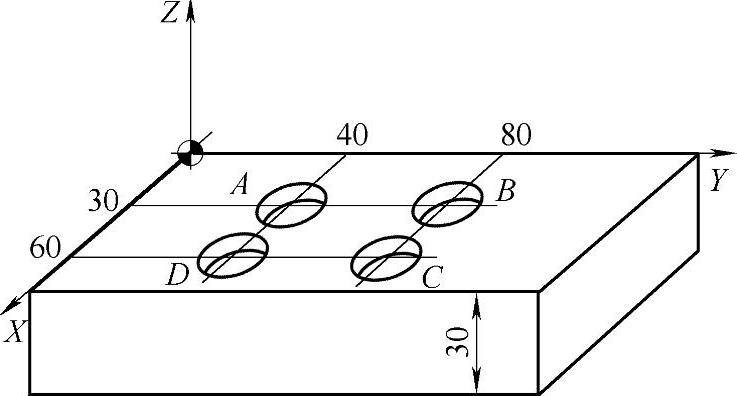
图5-44 带停顿的钻孔循环编程
6.排屑式深孔加工循环指令G83
(1)指令格式
{G98/G99}G85X Y Z R Q P K F L
排屑式深孔加工循环如图5-45所示。
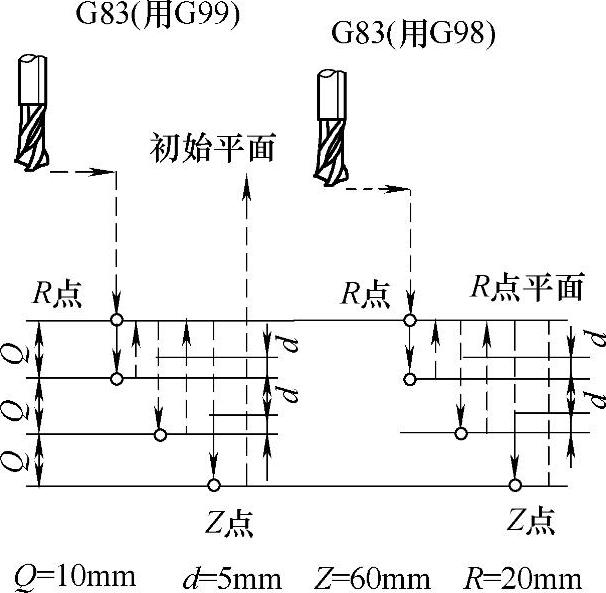
图5-45 排屑式深孔加工循环
用G83指令时,刀具每次的切削深度由Q值指定,Q值是负值,刀具进给;第一次刀具切入Q值后,以快速退回到R平面;从第二次以后切入时,先以快速进给到距上次切入位置K值后,变为切削进给,再切入Q值后,以快速退回到R平面,如此重复直到加工到孔底。G83指令每次切入后退回到R平面就是排屑。G83指令实际上是将深孔加工转换为多次的浅孔加工。(https://www.xing528.com)
(2)编程举例
【例5-26】排屑式深孔加工循环编程。
在图5-45中,设孔中心的坐标值为(30,40),孔深为30mm,R=3mm。孔径为14mm,选用ϕ14的钻头。其参考程序如下:

7.攻右旋螺纹循环指令G84
(1)指令格式
{G98/G99}G84X Y Z R F L
攻右旋螺纹循环如图5-46所示。
用G84攻右旋螺纹时,从R点到Z点,刀具正向进给,主轴正转,加工到孔底部时,主轴暂停后反转,刀具以进给速度反向退出。主轴退到R点平面后,再次暂停,再次变换旋转方向。所有这些都是由系统自动完成的。
(2)编程举例
【例5-27】攻右旋螺纹循环编程。
在图5-46中,设孔中心的坐标值为(30,40),孔深为30mm,R=3mm。底孔直径为14mm,选用M16的丝锥。攻三遍丝。其参考程序如下:
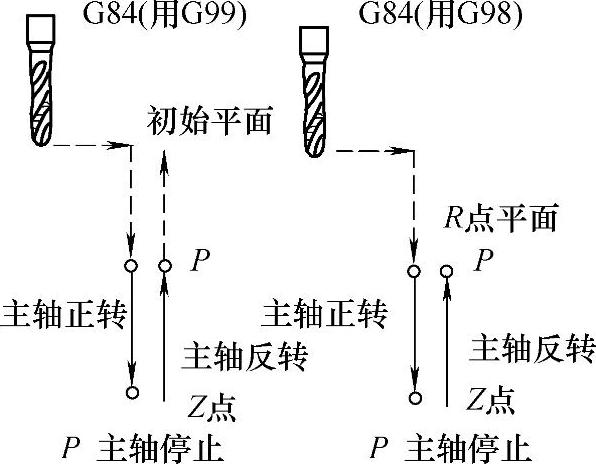
图5-46 攻右旋螺纹循环
8.镗孔循环指令G85、G86、G89
(1)粗镗循环指令G85
①指令格式
{G98/G99}G85X Y Z R F L
粗镗循环如图5-47所示,用G85粗镗时,从R点到Z点主轴正转,刀具正向进给到孔底部,然后主轴以快速退出。
②编程举例
【例5-28】粗镗循环编程。在图5-47中,设孔中心的坐标值为(30,40),孔深为30mm,R=3mm。底孔直径为40mm,选用ϕ14的镗刀,镗三遍。其参考程序如下:
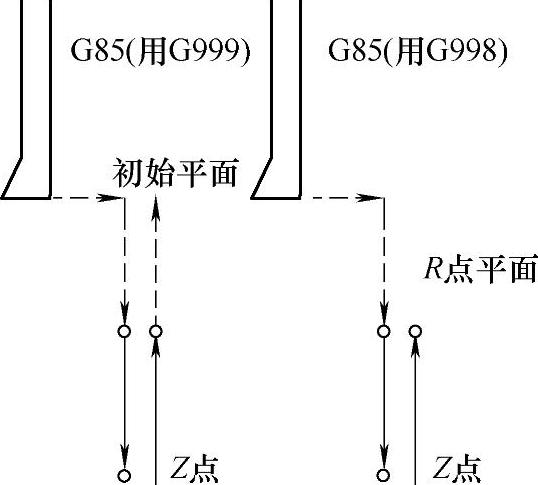
图5-47 粗镗循环
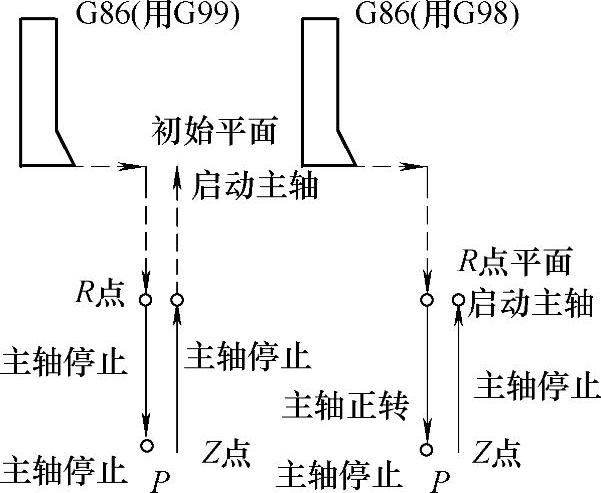
图5-48 半精镗循环
(2)半精镗循环指令G86
①指令格式
{G98/G99}G86X Y Z R F
半精镗循环如图5-48所示。
用G86半精镗时,从R点到Z点主轴正转,刀具正向进给到孔底部,主轴停止。然后刀具以快速退出,并重新启动主轴。
②程序举例
【例5-29】半精镗循环编程。在图5-48中,设孔中心的坐标值为(30,40),孔深为30mm,R=3mm。底孔直径为40mm,选用ϕ14的镗刀,镗三遍。其参考程序如下:
%4350;

(3)反镗循环指令G87
①指令格式
G99 G87X Y Z R I J F
反镗循环如图5-49所示。
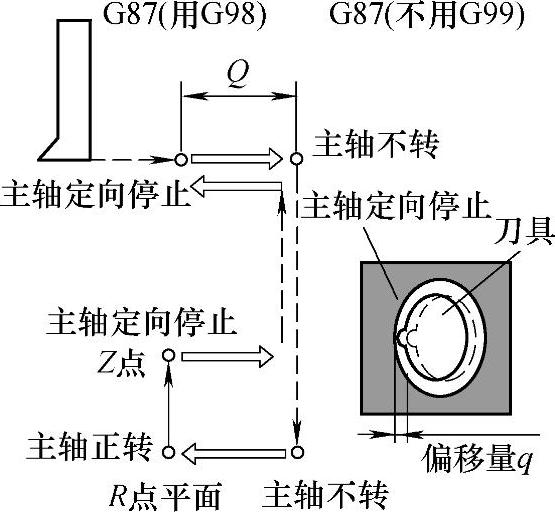
图5-49 反镗循环
用G87反镗时,刀具在X、Y轴定位后,主轴定向停止,然后向刀尖相反方向移动Q值,再从孔中快速进给到孔底定位点R处。在此位置,刀具向刀尖的反方向移动Q值。启动主轴正转后,刀具沿Z轴正方向加工到孔顶面上的Z点。在此位置,主轴再次定向停止,刀具再次向刀尖的反方向移动Q值,然后退出。返回到初始平面后,沿初始平面回退一个位移量Q值,并重新启动主轴正转,进行下一个程序段的动作。
②编程举例
【例5-30】反镗循环编程。在图5-49中,设孔中心的坐标值为(30,40),孔深为30mm,R=60mm。底孔直径为40mm,选用ϕ14的镗刀,镗三遍。其参考程序如下:
刀具在孔底的反方向移动量为+I方向,移动距离为5mm。
(4)手动退刀镗孔循环指令G88
①指令格式
{G98/G99}G88X Y Z R P F
手动退刀镗孔循环如图5-50所示。
用G88指令镗孔时,刀具运行到孔底时暂停,主轴停止转动,系统转换为手动状态,此时可用手动使刀尖离开孔表面,再手动将刀具从孔中退出。退回到指令位置后,主轴自动正转,进行下一个程序段的动作。数控铣床可用此功能实现半精镗或精镗。
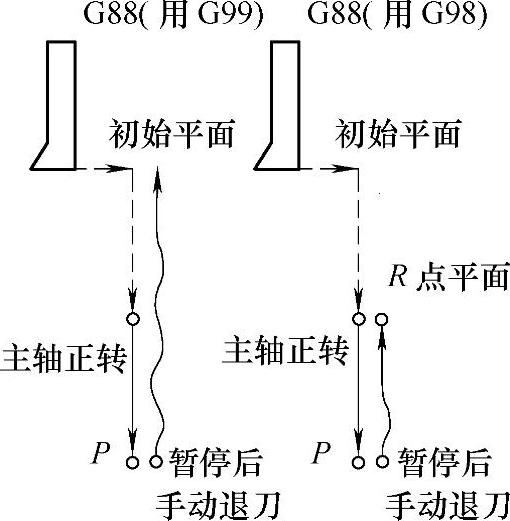
图5-50 手动退刀镗孔循环
②编程举例
【例5-31】手动退刀镗孔循环编程。在图5-50中,设孔中心的坐标值为(30,40),孔深为30mm,R=3mm。底孔直径为40mm,选用ϕ14的镗刀,镗三遍。其参考程序如下:
(5)镗阶梯孔循环指令G89
①指令格式
{G98/G99}G89X Y Z R P F L
镗阶梯孔循环如图5-51所示。
用G89指令镗孔时,从R点到Z点主轴正转,刀具正向进给到孔底部,暂停一段时间主轴停止。然后重新启动主轴,并且刀具以快速退回到指令位置。
②编程举例
【例5-32】镗阶梯孔循环编程。在图5-51中,设孔中心的坐标值为(30,40),孔深为30mm,R=3mm。底孔直径为40mm,选用ϕ14的镗刀,镗三遍。其参考程序如下:
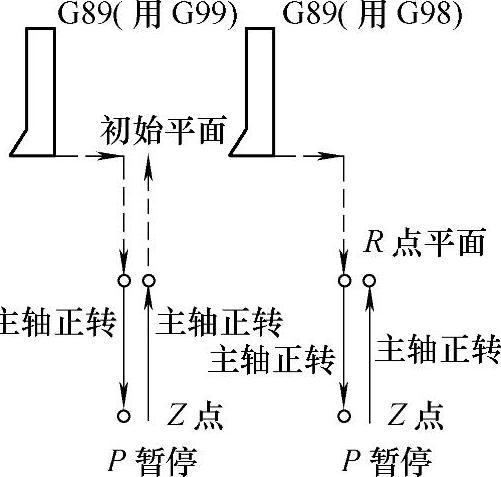
图5-51 镗阶梯孔循环
9.使用固定循环指令时的注意内容
1)在固定循环中,定位速度由前面的指令决定。
2)各个固定循环指令均为非模态值,因此每句指令的各项参数应写全。
3)固定循环指令中的定位方式取决于上次是G00还是G01,因此如果希望快速定位,则应在上一程序段或本程序段开头用指令指明。
4)在使用固定循环指令前应使用M03(主轴正转)或MN(主轴反转)启动主轴,使主轴回转在孔加工循环程序段中,X、Y、Z、R的数据应至少有一个值不为零,指令才能执行。
5)孔加工在使用控制主轴回转的固定循环(G74、G84、G86)中,如果连续加工一些孔间距比较小,或者初始平面到R点平面的距离比较短的孔时,会出现在开始孔的切削动作时,主轴还没有达到正常转速的情况,这时可在各孔的加工动作之间插入G04指令,以获得时间。
6)当用G00~G03指令之一取消固定循环时,若G00~G03指令之一和固定循环出现在同一程序段,则有如下两种格式:
①(G00~G03)G**X Y Z R Q P K F L,此时按固定循环运行。
②G**(G00~G03)X Y Z R Q P K F L,此时按G00~G03指令之一运行在固定循环程序中。
7)如果在固定循环程序段中指定了辅助功能M,则在循环的最初定位时送出M信号,等待M信号完成,才能进行孔加工循环。
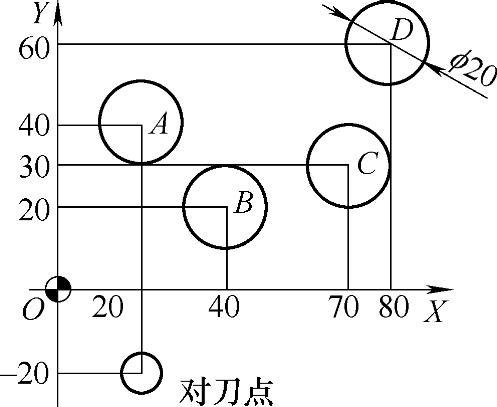
图5-52 钻孔循环编程
10.固定循环功能应用举例
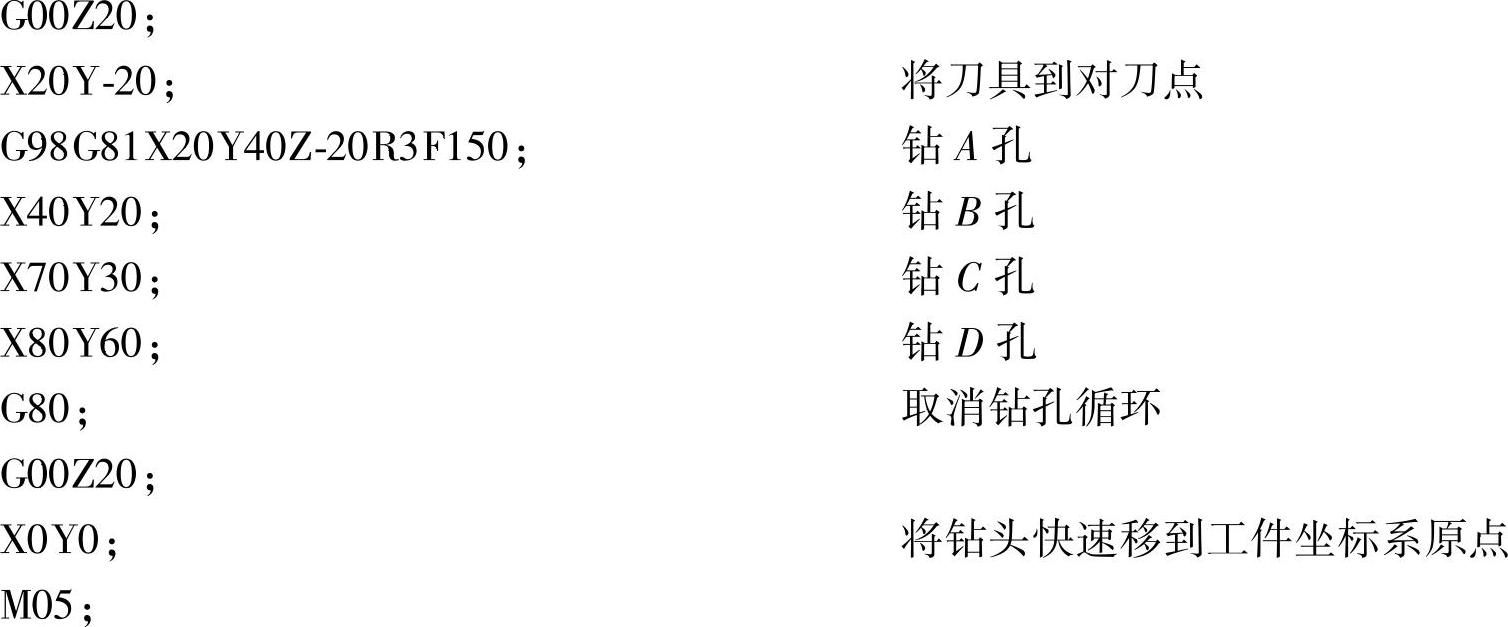
【例5-33】编写如图5-52所示零件的钻孔循环程序。
在图5-52中,设Z轴开始点距工件表面20mm处,切削深度为20mm。先用ϕ10的钻头钻孔,再用ϕ16的钻头扩孔,最后用ϕ20的钻头扩孔。其参考程序如下:


【例5-34】编写如图5-53所示零件的螺纹加工程序。
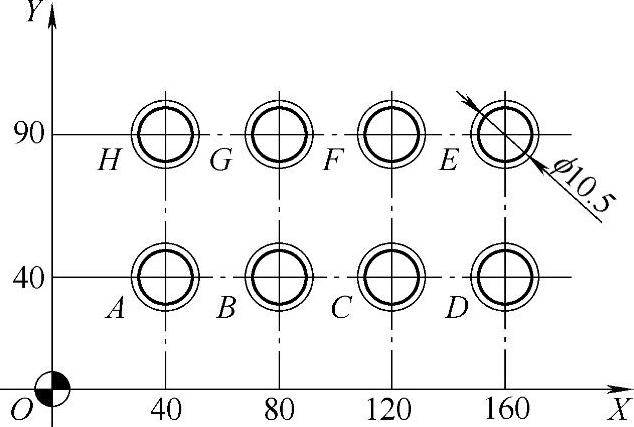
图5-53 螺纹加工编程
在图5-53中,设Z轴开始点距工件表面50mm处,切削深度为10mm。先用ϕ10.5的钻头钻孔,再用M12的丝锥攻丝。其参考程序如下:
%4400(用G81钻孔);
G54G90;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。