



1.镜像指令G24、G25
当零件轮廓相对于某一个坐标轴具有对称形状时,可以用子程序先对零件轮廓的一部分编程,再利用镜像功能和子程序,加工出零件的对称部分,这就是镜像功能。在镜像功能中,当某一个坐标轴的镜像有效时,该坐标轴执行与编程方向相反的切削运动。
(1)镜像指令G24、G25
指令格式:G24X Y Z
M98P
G25
通过前面的学习,我们可以总结出:镜像指令如果用在G17指令后,只能在XY平面上镜像;在G18指令后的镜像指令,在XZ平面上镜像;在G19指令后的镜像指令,只能在YZ平面上镜像。
用G24指令的功能是建立镜像,其镜像位置就是该指令坐标轴后的坐标值。如G24X0,其镜像位置就是Y轴。用G24指令建立镜像后,要用M98指令调用对称轮廓的子程序,才能实现镜像加工。镜像加工完成后,用指令G25来取消这一次的镜像。如果还需要镜像加工,则要重复使用G24、M98、G25指令。
(2)镜像指令编程与加工举例
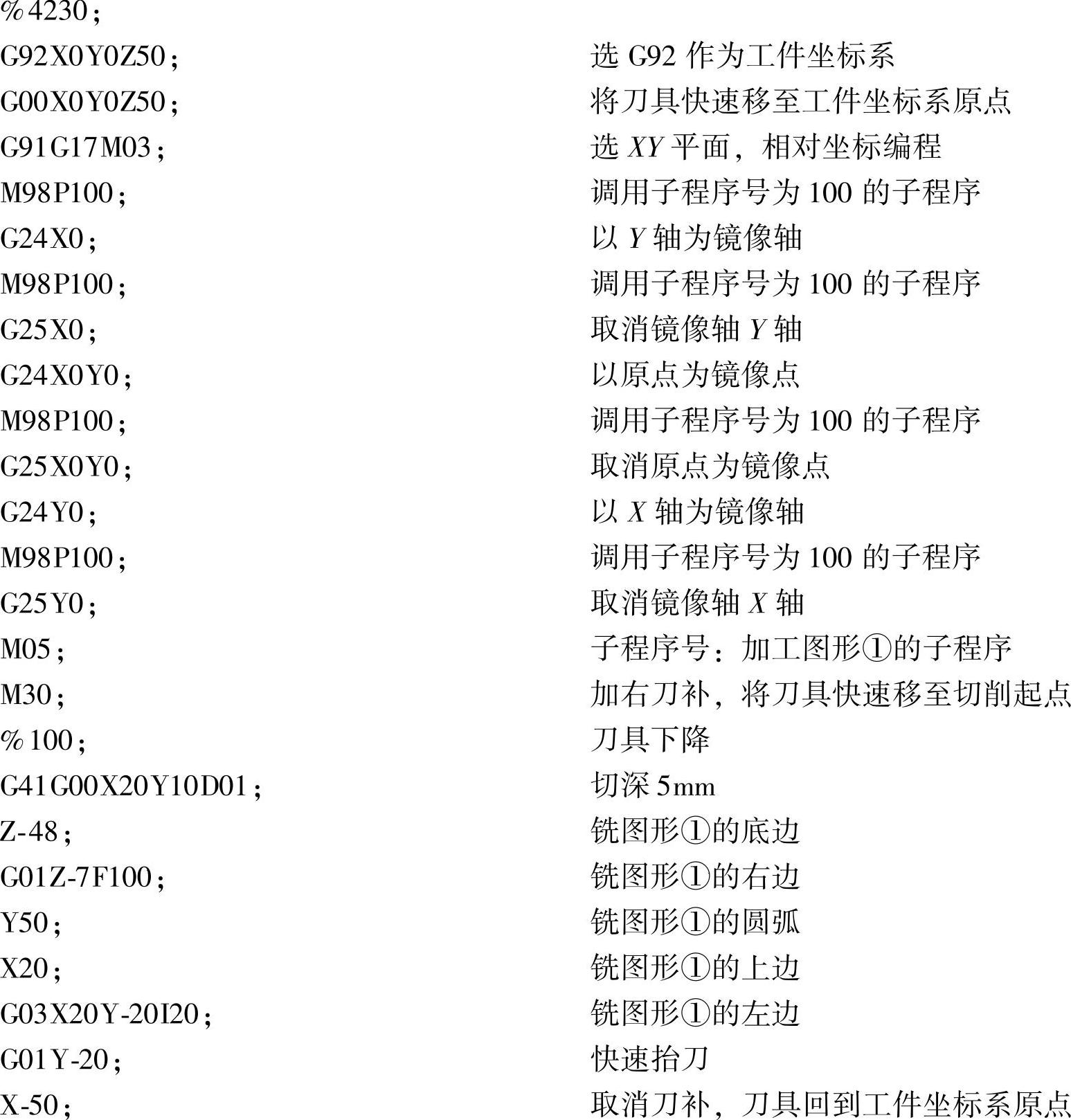
【例5-18】镜像指令编程。
如图5-33所示,设切削深度为5mm,D01=5mm,其参考程序如下:
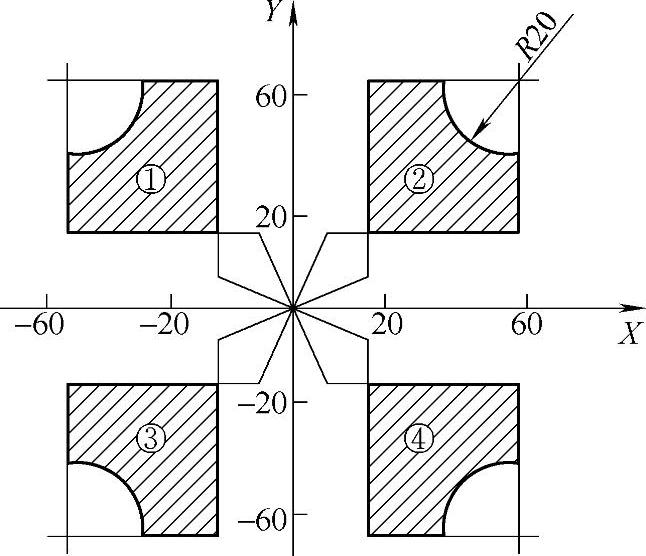
图5-33 镜像指令编程与加工

在使用镜像加工时,要注意镜像图形的走刀路线、抬刀和进刀动作,以确保安全。
2.缩放指令G50、G51
对编程零件的图形进行缩放,可以用缩放功能指令。
(1)缩放指令
指令格式一:G51X Y Z P
M98P
G50
G51指令后面的坐标值指定的是图形缩放中心点的坐标值,用绝对值指定。G51指令后面的P值为缩放倍数。当P值小于1时,意味着零件的图形要缩小;当P值大于1时,意味着零件的图形要放大。在G51指令后面的移动指令将按缩放倍数移动。G51指令既可指定平面缩放,也可指定空间缩放。
没有缩放之前的零件图形用子程序编写,由M98调用。完成缩放图形后,用指令G50取消缩放功能。使用G51指令格式一,可用一个程序加工出形状相同、尺寸不同的工件。
指令格式二:G51X Y Z I I K
M98P
G50(https://www.xing528.com)
G51指令后面的坐标值指定的是图形缩放中心点的坐标值,用绝对值指定。指令中的I值为X轴的缩放倍数;指令中的J值为Y轴的缩放倍数;指令中的K值为Z轴的缩放倍数。在G51指令后跟移动指令将按各轴的缩放倍数移动。使用G51指令格式二,可用一个程序加工出形状类似、尺寸不同的工件。
没有缩放之前的零件图形用子程序编写,由M98调用。完成缩放图形后,用指令G50取消缩放功能。
需要注意的是,缩放不能用于补偿量。
(2)缩放指令编程与加工举例
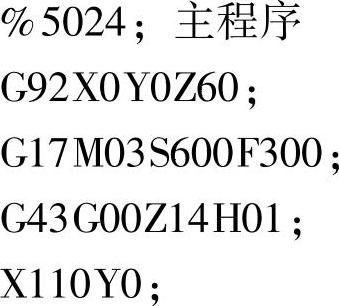
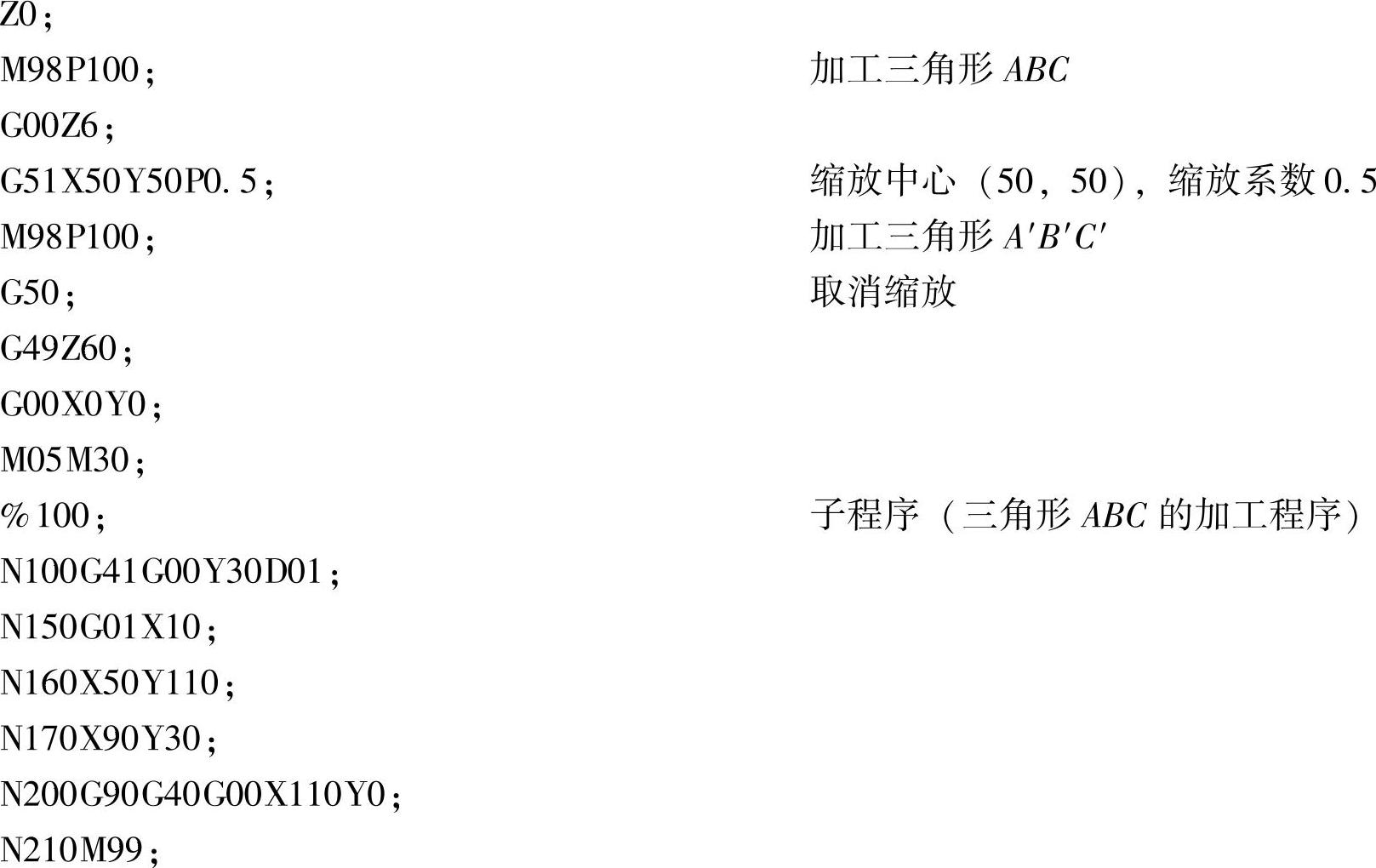
【例5-19】使用缩放功能编制如图5-34所示。
已知三角形ABC的顶点为A(10,30),B(90,30),C(50,110),三角形刀A′B′C′是缩放后的图形,其中,缩放中心为D(50,50),缩放系数为0.5倍,设刀具起点距工件上表面50mm。其参考程序如下:
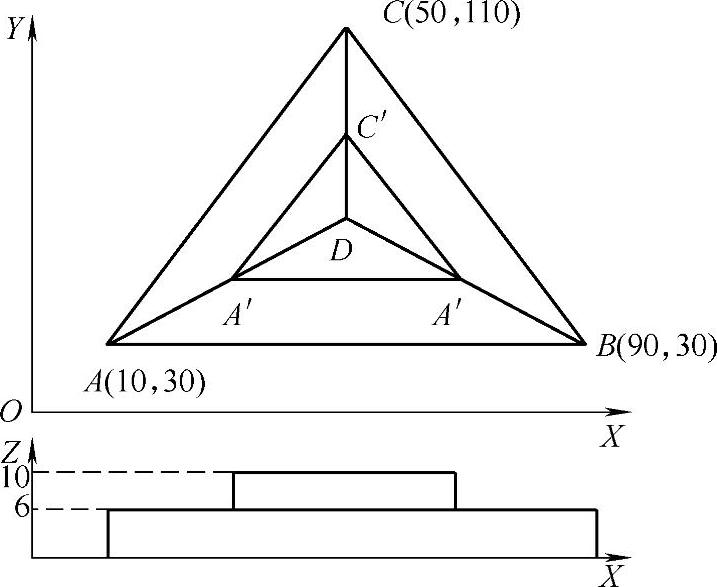
图5-34 缩放图形
3.旋转变换指令G68、G69
使用旋转变换功能,可以将一个编程的图形进行旋转,相当于图形的实际加工位置相对于图形的编程位置旋转了某一个角度。当一个零件由若干个形状相同的图形组成,且各个图形分布在由一个图形旋转便可得到的位置上时,则在编程位置编写出一个图形的程序(可以是子程序,也可以是主程序的一部分),再利用旋转变换功能。是子程序时,用M98指令调用一次子程序,便可得到一个旋转变换了的图形,多次调用子程序,便可得到这个零件。
(1)旋转变换指令G68、G69
指令格式:G68 α β P
M98P
G69
G68指令后面的坐标值α、β指定的是旋转中心点的坐标值,用绝对值指定。旋转中心的两个坐标轴与指令G17、G18、G19的坐标平面一致。G17平面为X、Y轴;G18平面为X、Z轴;G19平面为Y、Z轴。G68指令后面的P值为图形旋转的角度,单位为(°)。角度为正值时,表示逆时针方向旋转。旋转角度可以为绝对值,也可以为增量值,当为增量值时,旋转角度在前一个角度的基础上再增加一个旋转角度。
指令G69为取消旋转变换功能。
在有刀具补偿的情况下,先进行旋转,然后才进行刀具补偿。在有缩放功能的情况下,先缩放后旋转。
(2)旋转变换指令编程与加工举例
【例5-20】旋转变换指令编程,如图5-35所示。
%4260;
G92X0Y0Z10;选G92作为工件坐标系
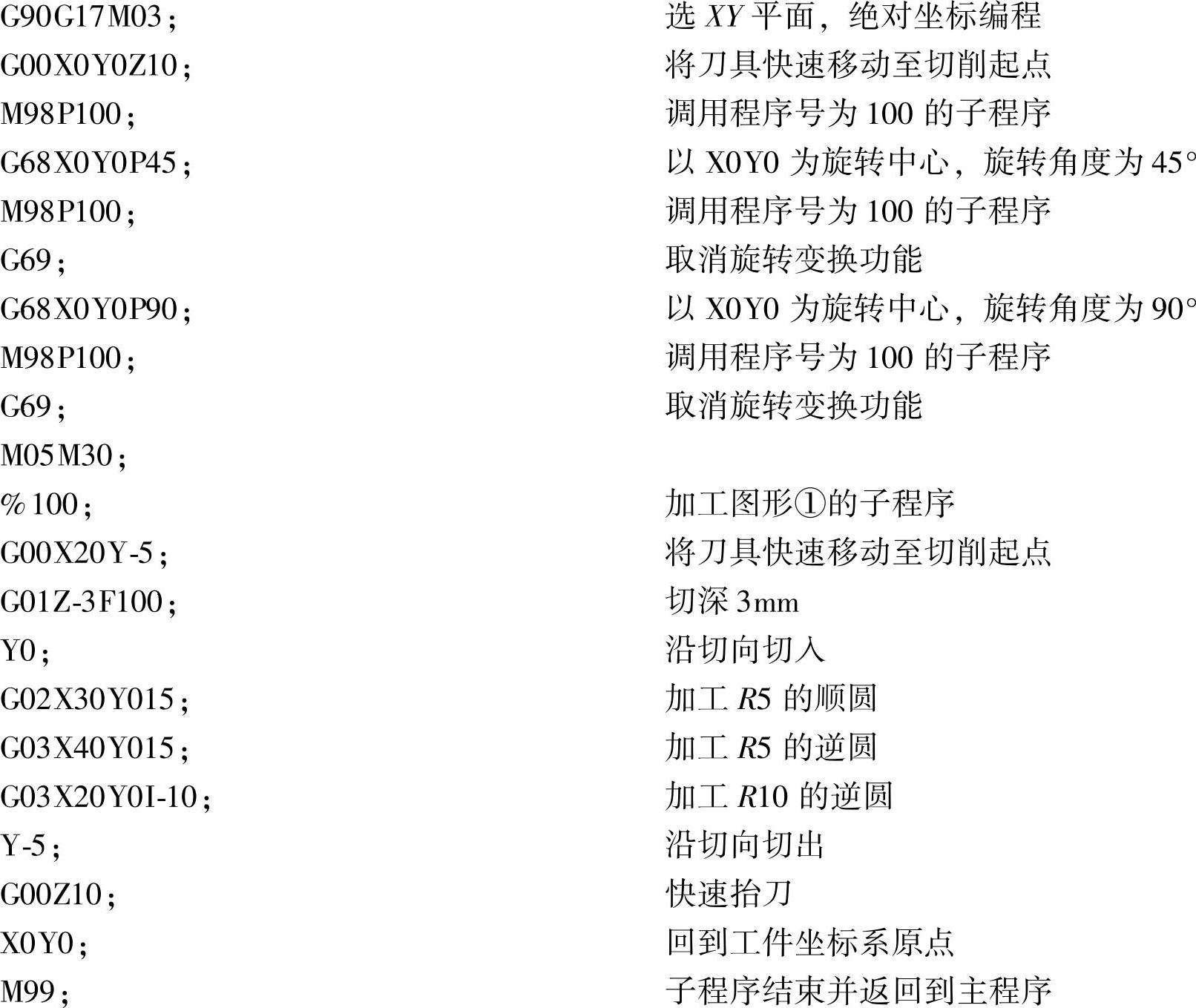
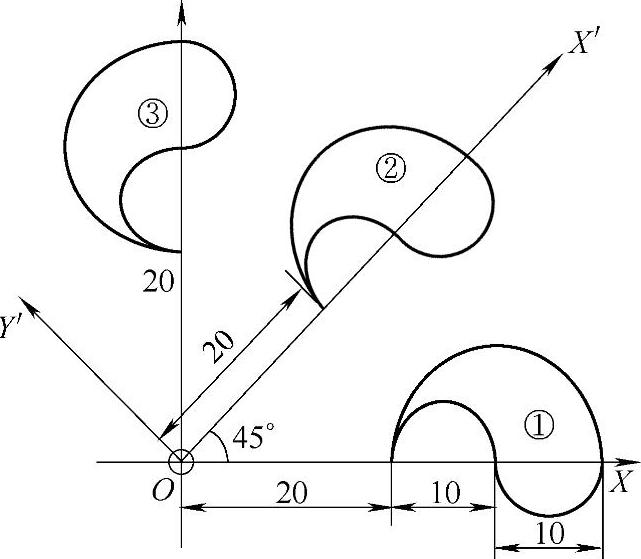
图5-35 旋转变换指令编程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。