



1.数控铣床的加工工艺
数控铣床的加工工艺一般包括如下内容:
1)选择适合在数控铣床上加工的零件,确定工序内容。
2)分析被加工零件的图纸,明确加工内容及技术要求。
3)确定零件的加工方案,制定数控加工工艺路线,如切分工序、安排加工顺序、处理与非数控加工工序的衔接等。
4)加工工序的设计。如选取零件的定位基准、夹具方案的确定、工序划分、刀具选择和定切削用量等。
5)数控加工程序的调整。如选取对刀点和换刀点、确定刀具补偿及确定加工路线等。
2.数控铣床的加工工艺基础
编制程序前首先要考虑加工工艺编制的问题,对于在普通机床上加工零件,加工工艺实际上是一个工艺过程卡,操作者多根据经验确定切削用量。而数控机床加工零件是按照程序自动进行的,因此对零件加工中所有的要求都体现在程序中,编制程序远比编制普通机床上用的工艺卡要复杂得多。编程中要把加工顺序、走刀路线、切削用量、刀具的选择、切削液开关等都要事先确定好,编入程序中。编程员不仅要掌握程序的编制和输入方法,熟悉数控机床及数控系统的功能,而且还要掌握零件加工工艺知识,否则就无法胜任编程工作。
(1)加工工序的划分
一般来说,立式数控铣床适用于加工平面凸轮、样板、形状复杂的平面或立体零件,以及模具的内、外型腔等;而卧式数控铣床适用于加工箱体、泵体、壳体类零件。在数控铣床上加工零件,工序比较集中,在一次装夹中,尽可能完成全部工序。根据数控机床的特点,为了保持数控铣床的精度,降低生产成本,延长使用寿命,通常把零件的粗加工,特别是零件的基准面、定位面的加工在普通机床上进行。加工工序的划分方法有以下几种:
①按刀具集中划分工序
按刀具集中划分工序的办法加工零件,就是用同一把刀具加工其可以完成的所有部位后,再换另外一把刀,加工其他部位。这样可减少换刀次数,缩短空行程时间,减少不必要的定位误差。
②按粗、精加工划分工序
根据零件的形状、尺寸精度和变形等因素,按粗、精加工分开的原则,先粗加工,再半精加工,最后精加工。考虑到粗加工时零件变形需要一段时间恢复,因此最好在粗加工后不要紧接着就进行精加工。
③按加工部位划分工序
即先加工平面、定位面,再加工孔;先加工简单的几何形状,再加工复杂的几何形状;先加工精度要求低的部位,再加工精度要求比较高的部位。
(2)数控铣床上工件装夹的方法
加工工序确定后,紧接着就是工件的装夹问题。在数控铣床上加工零件,要对夹紧工件的变形给以足够的重视。在数控铣床上装夹工件,应尽量采用组合夹具,以减少辅助时间,必要时可设计专用夹具。设计与应用夹具时,应注意以下几点:
①选择合适的定位方式
为了确定工件在夹具中的位置或工件在机床上的位置,应使定位基准与设计基准一致,所选的定位方式应具有较高的定位精度,没有过定位干涉现象。为了便于工件找正,最好以工作台两个面定位。
②确定恰当的夹紧方法
工件夹紧时,应注意夹紧力的作用点和方向。一般夹紧力要靠近主要支承点或在支承点所组成的三角形内,力求靠近切削部分,这样刚性较好。
工件在夹具或工作台上的安装,对于箱体类零件,可用已加工好的两个垂直平面作为定位基准,最好选择一平面两孔作为箱体零件的定位基准。若零件本身无合适的定位孔和定位面,可以设置工艺基面和工艺用孔。
(3)加工路线的确定
所谓加工路线是指加工过程中刀具中心运动的轨迹和方向。合理地选择加工路线不但可以提高切削效率,还要以保证所加工零件的精度和表面粗糙度符合要求。确定加工路线时,应考虑以下几个方面:
1)尽量缩短加工路线,尽量减少换刀次数及空行程,提高生产效率。
2)铣削零件轮廓时,尽量采用顺铣方式,以提高表面质量。
3)进刀、退刀应选在不太重要的位置,并且使刀具沿零件切线方向进刀和退刀,以免产生刀痕。
4)先加工外轮廓,再加工内轮廓。
(4)选择合适的刀具
数控机床应用的刀具比普通机床用的刀具要严格得多。数控铣床铣削平面时,应采用镶装不重磨并可转位硬质合金刀片的铣刀,先粗铣,后精铣。粗铣时刀具直径要小些,精铣时刀具直径要大些。最好能包容加工面的宽度。
高速钢立铣刀多用于加工凸台和凹槽,一般不用来加工铸件、锻件的毛坯面,因为毛坯表面有硬化层和夹砂现象,刀具会很快被磨损。
(5)确定合理的切削用量
合理地选择切削用量,不但可以提高切削效率,还可以提高零件的表面质量。影响切削用量的因素有工件的材料、加工工序(如粗加工、精加工)、刀具材料、机床的刚度等。具体确定切削用量时,要根据数控机床使用说明书的规定,参阅《金属切削手册》等有关资料,并结合实践经验来确定。
3.数控铣床坐标系
数控铣床坐标系分为机床坐标系和工件坐标系(编程坐标系)。
(1)机床坐标系
以机床原点为坐标系原点建立起来的X、Y、Z轴直角坐标系,称为机床坐标系。机床坐标系是机床本身固有的坐标系,它是制造和调整机床的基础,也是设置工件坐标系的基础,一般不允许随意变动。
数控铣床坐标系符合ISO规定,与数控车床一样,仍按右手笛卡儿规则建立。三个坐标轴互相垂直,机床主轴轴线方向为Z轴,刀具远离工件的方向为Z轴正方向。X轴位于与工件安装面相平行的水平面内,对于立式铣床,人站在工作台前,面对机床主轴,右侧方向为Z轴正方向;对于卧式铣床,人面对机床主轴,左侧方向为X轴正方向。Y轴垂直于X、Z坐标轴,其方向根据右手直角笛卡儿坐标系来确定。立式铣床坐标系如图5-3所示。
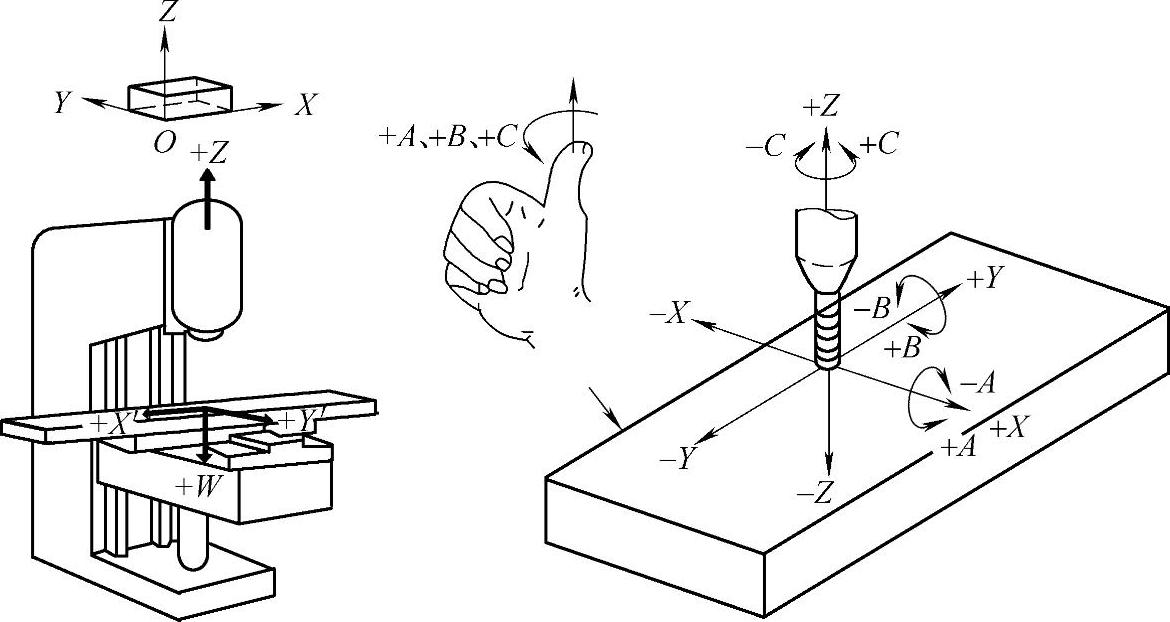
图5-3 立式铣床坐标系
①机床原点
机床坐标系的原点,简称机床原点(机床零点)。它是一个固定的点,由铣床生产厂家在设计机床时确定。机床原点一般设在机床加工范围下平面的左前角。
②参考点
参考点是机床上另一个固定点,该点是刀具退离到一个固定不变的极限点。其位置由机械挡块或行程开关来确定。数控铣床的型号不同,其参考点的位置也不同。通常立式铣床指定X轴正向、Y轴正向和Z轴正向的极限点为参考点。(https://www.xing528.com)
一般在机床启动后,首先要执行手动返回参考点的操作,这样数控系统才能通过参考点间接确认出机床零点的位置,从而在数控系统内部建立一个以机床零点为坐标原点的机床坐标系。
(2)工件坐标系
①工件坐标系(编程坐标系)
工件坐标系是编程时使用的坐标系,是为了确定零件加工时在机床中的位置而设置的。在编程时,应首先设定工件坐标系。工件坐标系采用与机床运动坐标系一致的坐标方向。
②工件原点(编程原点)
工件坐标系的原点简称工件原点,也是编程的程序原点即编程原点。工件原点的位置是任意的,由编程人员在编制程序时根据零件的特点选定。程序中的坐标值均以工件坐标系为依据,将编程原点作为计算坐标值时的起点。编程人员在编制程序时,不用考虑工件在机床上的安装位置,只要根据零件的特点及尺寸来编程。工件原点一般选择在便于测量及对刀的基准位置,同时要便于编程计算。选择工件原点的位置时应注意以下几点:
1)工件原点应选在零件图的尺寸基准上,以便于坐标值的计算,使编程简单。
2)尽量选在精度较高的加工表面上,以提高被加工零件的加工精度。
3)对于对称的零件,一般工件原点设在对称中心上。
4)对于一般零件,通常设在工件外轮廓的某一角上。
5)工件原点在Z轴方向,一般设在工件表面上。
机床坐标系与工件坐标系的关系如图5-4所示。图中的X、Y、Z坐标系为机床坐标系。X′、Y′、Z′坐标系为工件坐标系。
接下来我们就来学习一下控制铣床的相关指令。
4.控制铣床硬件的基本指令
(1)控制主轴旋转的M代码
M代码:M03、M04、M05
M03启动主轴正转;M04启动主轴反转;M05停止主轴转动。主轴正转的方向,从主轴前端看过去为逆时针方向。不论主轴是在正转还是在反转,执行M05都能使主轴停止转动。

图5-4 机床坐标系与工件坐标系的关系
(2)控制切削液开/关的M代码
M代码:M07、M08、M09
M07开2号切削液;M08开1号切削液;M09关闭切削液。不论1号切削液开,还是2号切削液开,执行M09,都能将切削液关闭。
(3)S指令
S指令为主轴转速控制指令,有两种指令格式:
一种是S**,用S和其后的两位数选择主轴速度。这个两位数是主轴转速级的编码,表示主轴的不同的转速级。如S12为主轴第十二级转速。此时,机床主传动为有级变速。
另一种是S****,用S和其后的四位数直接指令主轴的转速。如S2000为指令主轴转速为2000r/min,此时,机床主传动为无级变速。
执行了S代码后,主轴转与不转,是正转还是反转,转后是否停止由M代码决定。在刀具旋转的机床中,主轴转速的单位一般采用r/min。
S指令是模态指令,S指令只有在主轴速度可调时有效。
S指令所编程的主轴转速可以借助机床控制面板上的主轴倍率开关进行修调。
(4)F指令
F指令表示工件被加工时,刀具相对于工件的合成进给速度。有两种指令格式:
一种是F**,用F及后面的两位数表示,用指令G95(主轴每转一转刀具的进给量mm/r)。
另一种是F****,用F及后面的四位数表示,用指令G94(每分钟进给量mm/min)。
5.控制铣床软件的基本指令
(1)程序结束指令M02
M02为程序结束指令。一般放在主程序的最后一个程序段中。执行M02指令时,机床的主轴、进给、切削液全部停止,加工结束。
(2)程序结束并返回到程序起点指令M30
M30与M02功能基本相同,只是M30指令还兼有使数控系统返回到程序源头的作用。
使用M30结束程序后,若要重新执行该程序,只需再次按操作面板上的“循环启动”键。
(3)程序暂停指令M00
当数控系统执行到M00指令时,停止自动运行,把前面的模态信息全部保存起来,用以使操作人手动停止主轴、停止切削液,并作进一步的处理。
暂停时,可以方便操作者进行刀具和工件的测量、工件调头、手动变速等。按“循环启动”键,数控系统自动运行后续程序。
(4)选择暂停指令M01
M01与M00功能基本相同。只是M01指令是否执行,由机床操作面板上的“选择暂停”开关控制。当选择暂停开关处于“ON”状态时,则M01起作用,程序暂停;若选择暂停开关处于“OFF”状态时,则M01不起作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。