



【摘要】:图4-89 国际象棋“车”零件图技术要求:1)未注倒角C0.5,锐角倒角C0.5。刀具及切削用量的选择根据工件的具体加工要求,需要两把刀:粗精车外圆车刀和切断刀。4)手动输入加工程序。8)零件测量检验。10)清理加工现场,关机。
毛坯为ϕ30×65铝棒,尺寸如图4-89所示,试加工零件。
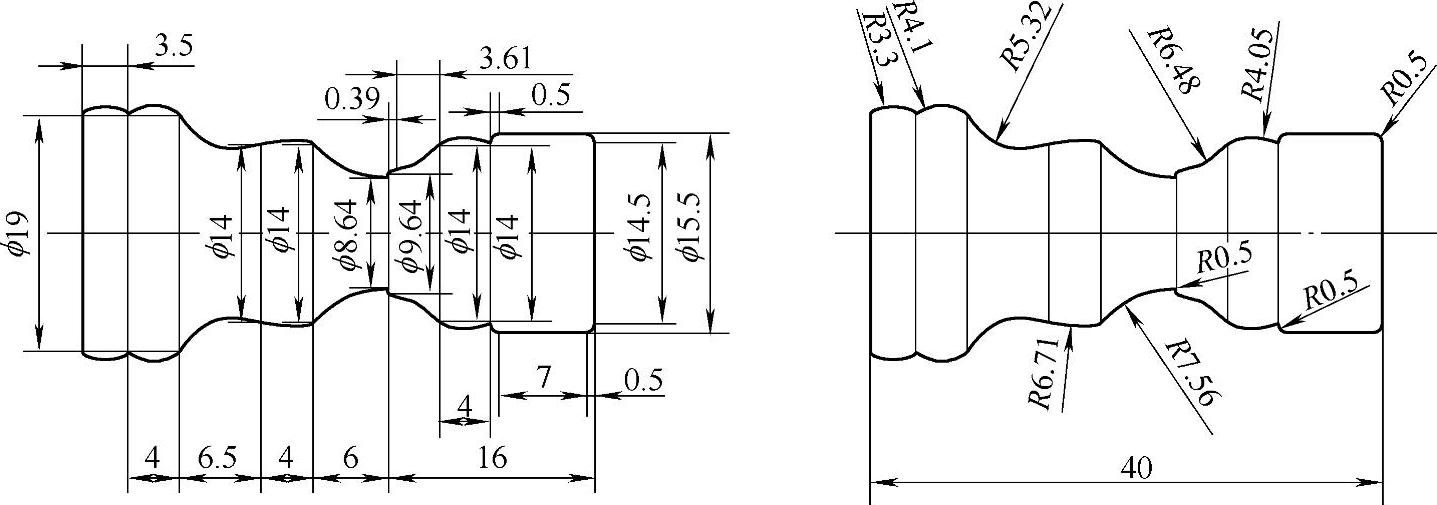
图4-89 国际象棋“车”零件图
技术要求:1)未注倒角C0.5,锐角倒角C0.5。2)未注公差尺寸按GB1804-M。
1.零件图工艺分析
(1)零件图分析
毛坯为ϕ30的棒料,进行圆柱面、圆弧面和切断加工。各尺寸为一般尺寸精度,没有严格要求。工件材料为铝棒,无热处理和硬度要求。
(2)装夹方案的确定
毛坯为棒料,用三爪卡盘装夹工件,毛坯伸出长50mm,保证切断时刀具不与卡盘碰撞。
(3)确定加工顺序及进给路线
1)粗加工外轮廓。
2)精车外轮廓。
3)切断。
(4)刀具及切削用量的选择
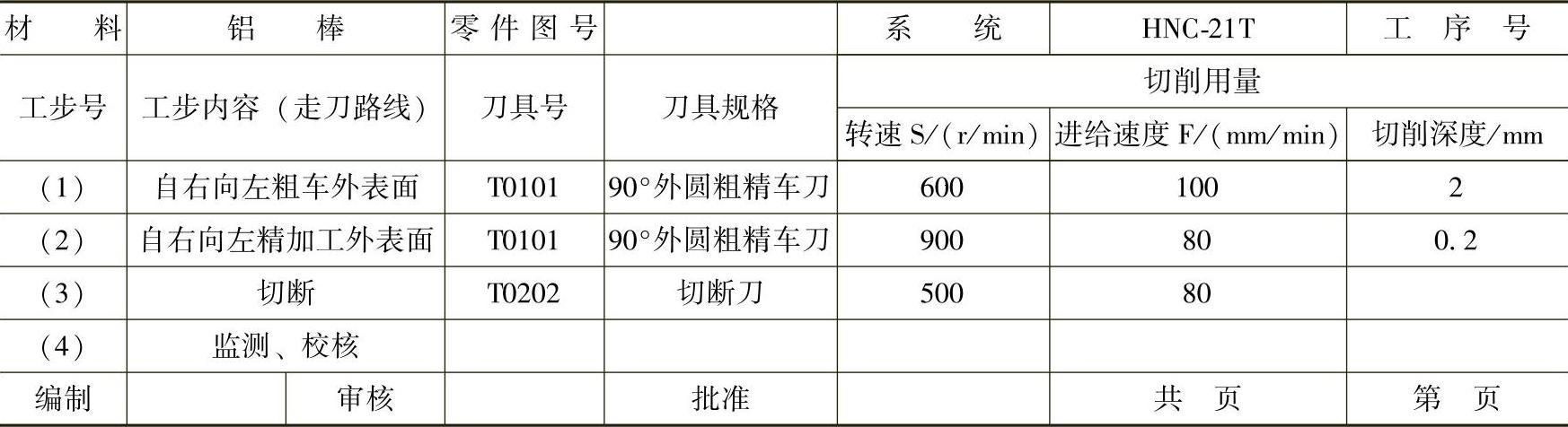
根据工件的具体加工要求,需要两把刀:粗精车外圆车刀和切断刀。刀具卡和数控加工工序卡片见表4-8和表4-9。
表4-8 刀具卡
 (https://www.xing528.com)
(https://www.xing528.com)
表4-9 数控加工工序卡片
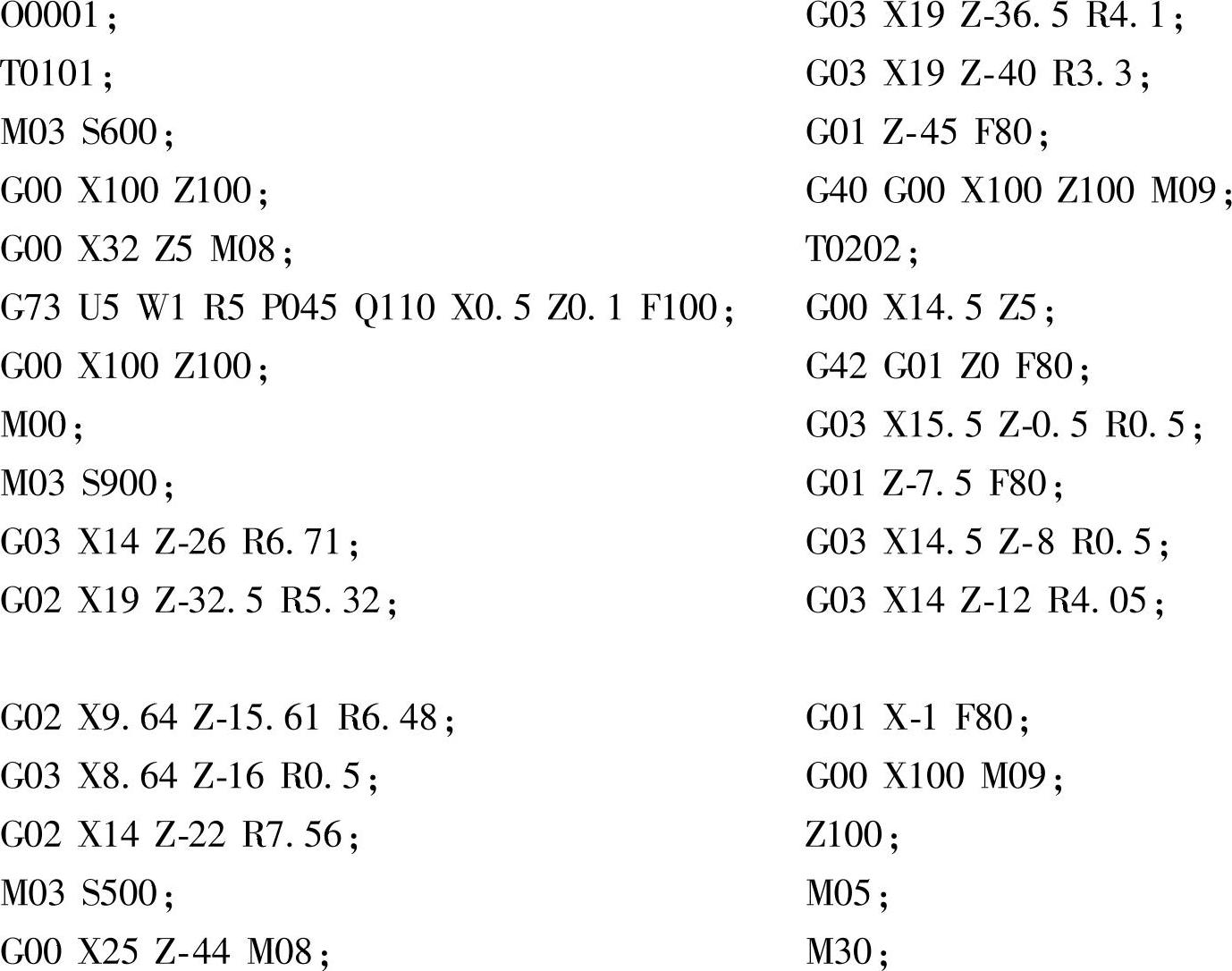
2.数控程序的编制
3.数控加工步骤
1)开机,启动数控车床系统。各坐标轴手动回机床原点。
2)将刀具依次装上刀架。
3)装夹工件。
4)手动输入加工程序。
5)对刀及刀具偏置的设定。
6)程序校验。
7)切削加工。
8)零件测量检验。
9)机床维护与卫生。
10)清理加工现场,关机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。