



1.坐标轴移动
手动移动机床坐标轴的操作由手持单元和机床控制面板上的方式选择、轴手动、增量倍率、进给修调、快速修调等键共同完成。
(1)手动进给
按下“手动”键(指示灯亮),系统处于手动运行方式,可点动移动机床坐标轴(下面以点动移动X轴为例说明):
1)按压“+X”键或“-X”键(指示灯亮),X轴将产生正向或负向连续移动。
2)松开“+X”键或“-X”键(指示灯灭),X轴即减速停止。
用同样的操作方法,使用“+Z”、“-Z”键可使Z轴产生正向或负向连续移动。
在手动运行方式下,同时按压X、Z方向的轴手动按键,能同时手动控制X、Z坐标轴连续移动。
(2)手动快速移动
在手动进给时,若同时按压“快进”键,则产生相应轴的正向或负向快速运动。
(3)手动进给速度选择
在手动进给时,系统参数“最高快移速度”的1/3,再乘上进给修调选择的进给倍率,就是进给速率。而系统参数“最高快移速度”乘以快速修调选择的快移倍率,就是手动快速速率。
按下“+”键,修调倍率默认是递增2%,按下“-”键,修调倍率默认是递减2%,按压进给修调或快速修调右侧的“100%”键(指示灯亮),进给或快速修调倍率被置为“100%”。
(4)增量进给。
当手持单元的坐标轴选择波段开关置于“OFF”时,按一下控制面板上的“增量”键(指示灯亮),系统处于增量进给方式,可增量移动机床坐标轴(下面以增量进给X轴为例说明):
1)按下“+X”键或“-X”键(指示灯亮),X轴将向正向或负向移动一个增量值。
2)再按下“+X”键或“-X”键,X轴将向正向或负向继续移动一个增量值。
用同样的操作方法,使用“+Z”、“-Z”键可使Z轴向正向或负向移动一个增量值。
同时按下X、Z方向的轴手动按键,能同时增量进给X、Z坐标轴。
(5)增量值选择
增量进给的增量值由机床控制面板的“×1”,“×10”,“×100”,“×1000”四个增量倍率按键控制。增量倍率键和增量值的对应关系见表4-6。
表4-6 增量倍率键和增量值的对应关系

(6)手摇进给
当手持单元的坐标轴选择波段开关置于“X”、“Y”、“Z”、“4TH”档(对车床而言,只有“X”、“Z”有效)时,按下控制面板上的“增量”键(指示灯亮),系统处于手摇进给方式,可手摇进给机床坐标轴。
以X轴手摇进给为例,如图4-62所示。
1)手持单元的坐标轴选择波段开关置于“X”档。
2)顺时针/逆时针旋转手摇脉冲发生器一格,可控制X轴向正向或负向移动一个增量值。
用同样的操作方法使用手持单元,可以控制Z轴向正向或向负向移动一个增量值。
手摇进给方式每次只能增量进给1个坐标轴。
(7)手摇倍率选择
手摇进给的增量值(手摇脉冲发生器每转一格的移动量)手持单元的增量倍率波段开关“×1”,“×10”,“×100”控制增量倍率波段开关的位置和增量值的对应关系见表4-7。
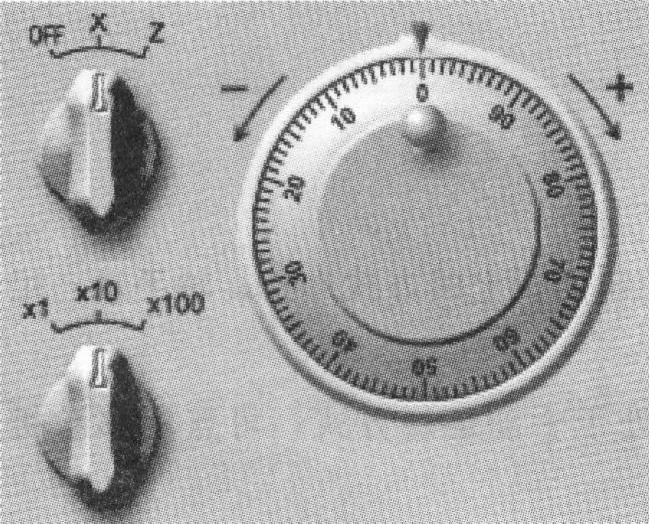
图4-62 X轴手摇进给面板
表4-7 控制增量波段开关的位置和增量值的对应关系

2.主轴控制
主轴手动控制由机床控制面板上的主轴手动控制键完成。
(1)主轴正转
在手动方式下,按下“主轴正转”键(指示灯亮),主轴电动机以机床参数设定的转速正转。
(2)主轴反转
在手动方式下,按下“主轴反转”键(指示灯亮),主轴电动机以机床参数设定的转速反转。
(3)主轴停止
在手动方式下,按下“主轴停止”键(指示灯亮),主轴电动机停止运转。
注意:“主轴正转”、“主轴反转”、“主轴停止”这三个键互锁,即按下其中一个(指示灯亮),其余两个会失效(指示灯灭)。(https://www.xing528.com)
(4)主轴点动
在手动方式下,可用“主轴正点动”、“主轴负点动”键,点动转动主轴。
1)按压“主轴正点动”键或“主轴负点动”键(指示灯亮),主轴将产生正向或负向连续转动。
2)松开“主轴正点动”键或“主轴负点动”键(指示灯灭),主轴即减速停止。
(5)主轴速度修调
主轴正转及反转的速度可通过主轴修调调节。
按压主轴修调右侧的键(指示灯亮),主轴修调倍率被置为100%,按下“+”键,主轴修调倍率递增2%,按下“-”键,主轴修调倍率递减2%。机械齿轮换档时,主轴速度不能修调。
3.机床锁住
机床锁住将禁止机床坐标轴动作。
在手动运行方式下,按下“机床锁住”键(指示灯亮),此时再进行手动操作,显示屏上的坐标轴位置信息变化,但不输出伺服轴的移动指令,所以机床停止不动。机床锁住后切换到自动方式运行程序,可模拟程序运行,进行程序校验。
注意:
1)机床辅助功能M、S、T仍然有效。
2)“机床锁住”键只在手动方式下有效,在自动方式下无效。
4.其他手动操作
(1)刀位选择
在手动方式下,按下“刀位选择”键,变换刀号,但刀架并不实际转动。此为“预选刀”功能,可避免因换刀不当而导致的撞刀。
(2)刀位转换
在手动方式下,按下“刀位转换”键,刀架按“刀位选择”所选刀号转动刀位。
(3)冷却启动与停止
在手动方式下,按下“冷却开停”键,冷却液开(默认值为冷却液关),再按一下为冷却液关,如此循环。
(4)卡盘松紧
在手动方式下,按下“卡盘松紧”键,松开工件(默认值为夹紧),可以进行更换工件操作;再按一下为夹紧工件,可以进行加工工件操作,如此循环。
5.MDI运行
在系统控制面板上,按下菜单键中左数第4个按键——“MDI F4”按键,进入MDI功能子菜单,如图4-63所示。

图4-63 MDI功能子菜单
进入MDI菜单后,命令行的底色变成了白色,并且有光标在闪烁。这时可以从NC键盘输入并执行一个G代码指令段,即“MDI运行”。
注意:自动运行过程中,不能进入MDI运行方式,可在进给保持后进入。
(1)输入MDI指令段
MDI输入的最小单位是一个有效指令字。因此,输入一个MDI运行指令段可以有下述两种方法:
1)一次输入,即一次输入多个指令字的信息。
2)多次输入,即每次输入一个指令字信息。
例如,要输入“G00 X100 Z100”MDI运行指令段,可以:
1)直接输入“G00 X100 Z100”并按“Enter”键,显示窗口内关键字G、X、Z的值将分别变为00、100、100。
2)先输入“G00”并按“Enter”键,显示窗口内将显示大字符“G00”,再输入“X100”并按“Enter”键,然后输入“Z100”并按“Enter”键,显示窗口内将依次显示大字符“X100”、“Z100”。
在输入指令时,可以在命令行看见当前输入的内容,在按“Enter”键之前发现输入错误,可用BS键将其删除:在按了“Enter”键后发现输入错误或需要修改,只需重新输入一次指令,新输入的指令就会自动覆盖旧的指令。
(2)运行MDI指令段
在输入完一个MDI指令段后,按一下操作面板上的“循环启动”键,系统即开始运行所输入的MDI指令。如果输入的MDI指令信息不完整或存在语法错误,系统会提示相应的错误信息,此时不能运行MDI指令。
(3)修改某一字段的值
在运行MDI指令段之前,如果要修改输入的某一指令字,直接在命令行上输入相应的指令字符及数值。例如:在输入“X100”并按“Enter”键后,希望X值变为109可在命令行上输入“X109”并按“Enter”键。
(4)清除当前输入的所有尺寸字数据(F3→F2)
在输入MDI数据后,按“F2”键可清除当前输入的所有尺寸字数据(其他指令字依然有效),显示窗口内X、Z、I、K、R等字符后面的数据全部消失。此时可重新输入新的数据。
(5)停止当前正在运行的MDI指令(F3→F1)
在系统正在运行MDI指令时,按“F1”键可停止MDI运行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。