



本节以华中世纪星为例,讲述数控车床的基本操作。
华中世纪星(HNC-21/22T)是一套基于PC的车床CNC数控装置,是武汉华中数控股份有限公司在国家八五、九五科技攻关重大科技成果——华中I型(HNC-1T)高性能数控装置的基础上,为满足市场要求,进一步开发的高性能经济型数控装置。
HNC-21/22T采用彩色LCD液晶显示器,内置式PLC,可与多种伺服驱动单元配套使用。它具有开放性好、结构紧凑、集成度高、可靠性好、性能价格比高、操作维护方便的特点。
1.面板的基本组成
HNC-21/22T车床数控装置操作台为标准固定结构,下面以HNC-21T为例介绍其面板组成。
HNC-21 T车床数控装置操作台为标准固定结构,如图4-54所示。
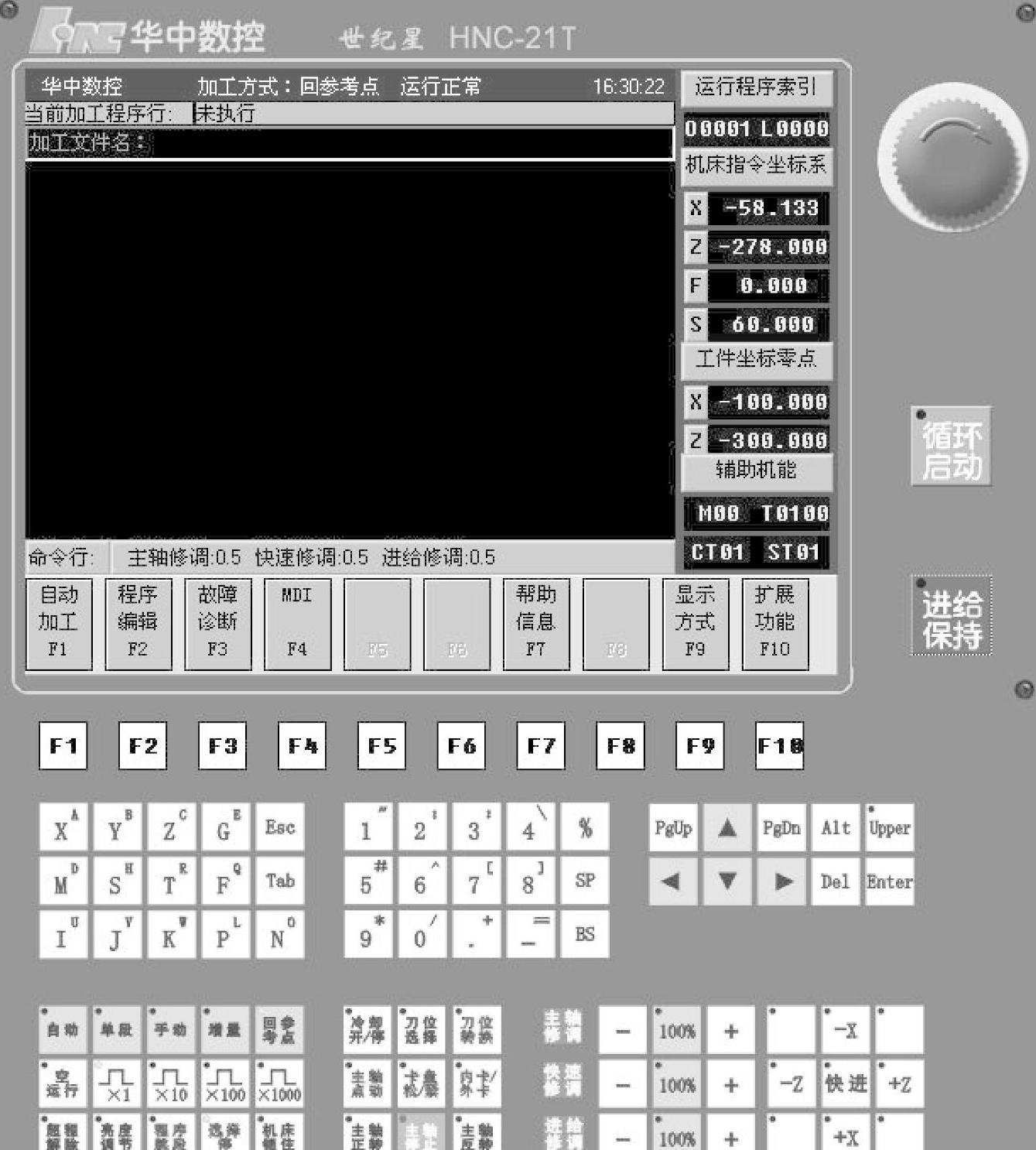
图4-54 HNC-21 T车床数控装置操作台
2.MDI键盘
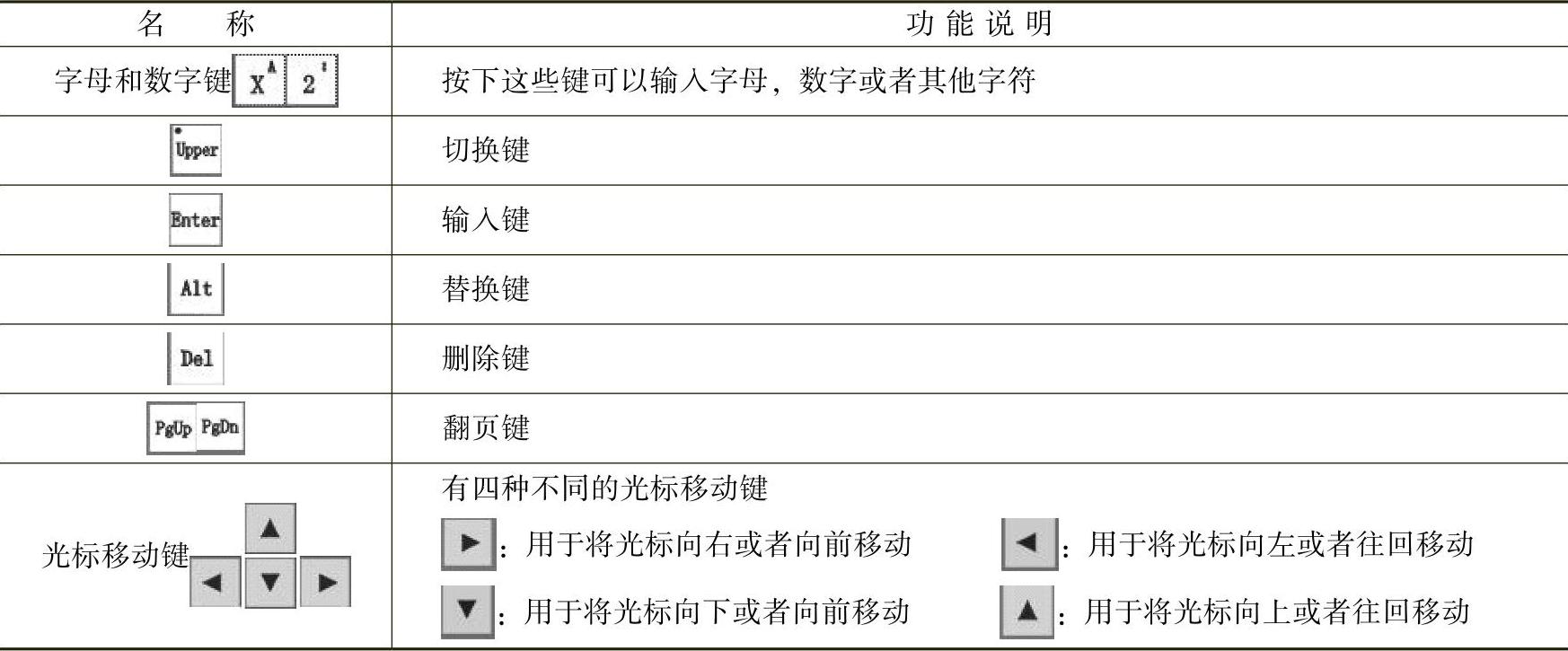
MDI键盘是输入与选择的主要操作区,它的主要的功能说明见表4-4。
表4-4 MDI键盘功能说明
3.菜单命令条
数控系统屏幕的下方就是菜单命令条,如图4-55所示。

图4-55 菜单命令条
由于每个功能包括不同的操作,在主菜单条上选择一个功能项后,菜单条会显示该功能下的子菜单。例如,按下主菜单条中的“自动加工”后,就进入自动加工下面的子菜单如图4-56所示。

图4-56 子菜单命令条
每个子菜单条的最后一项都是“返回”项,按该键就能返回上一级菜单。
4.快捷键
快捷键的作用和菜单命令条是一样的。
在菜单命令条及弹出菜单中,每一个功能项的按键上都标注了F1、F2等字样,表明要执行该项操作也可以通过按下相应的快捷键来执行,如图4-57所示。

图4-57 快捷键
5.操作面板常用键的作用
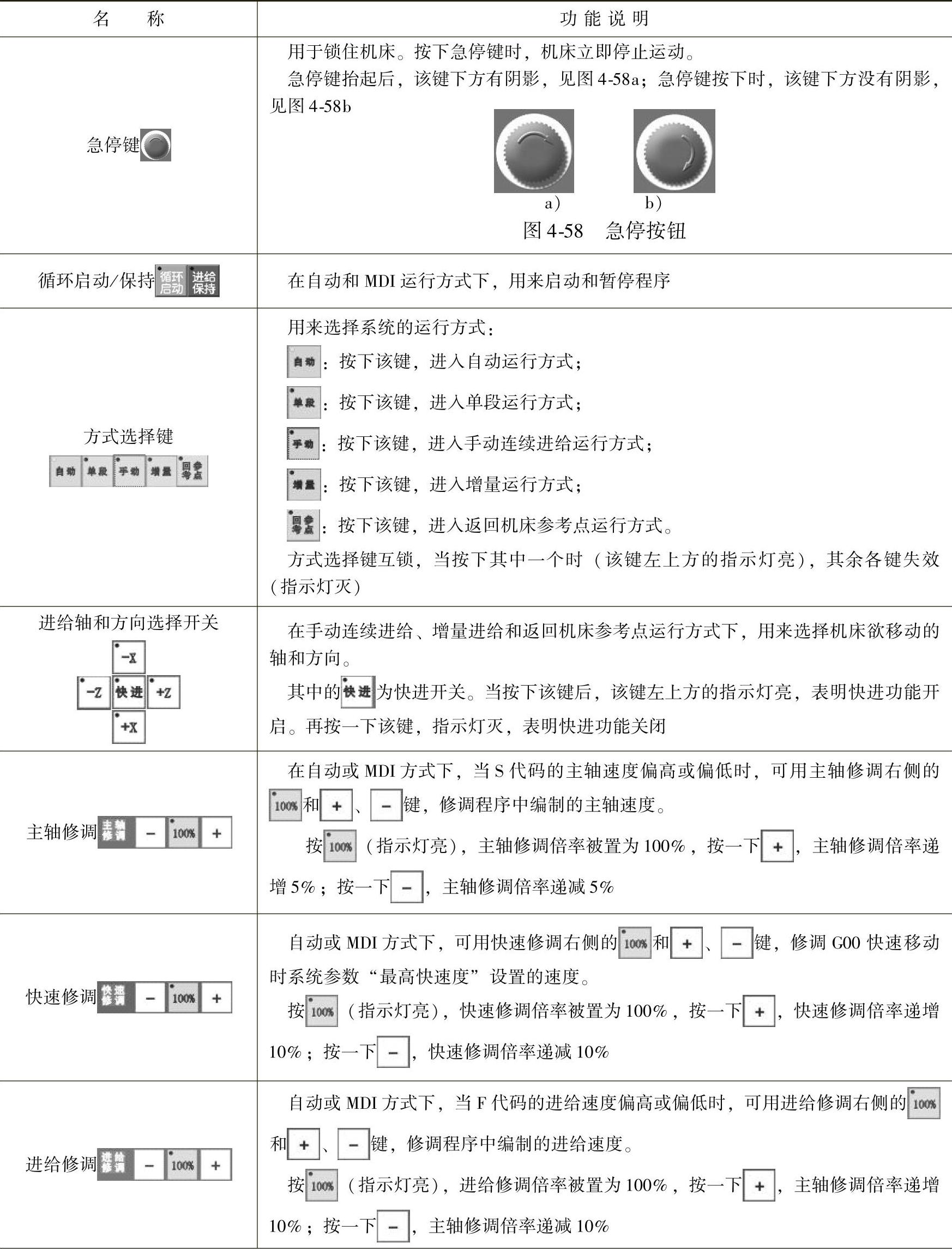
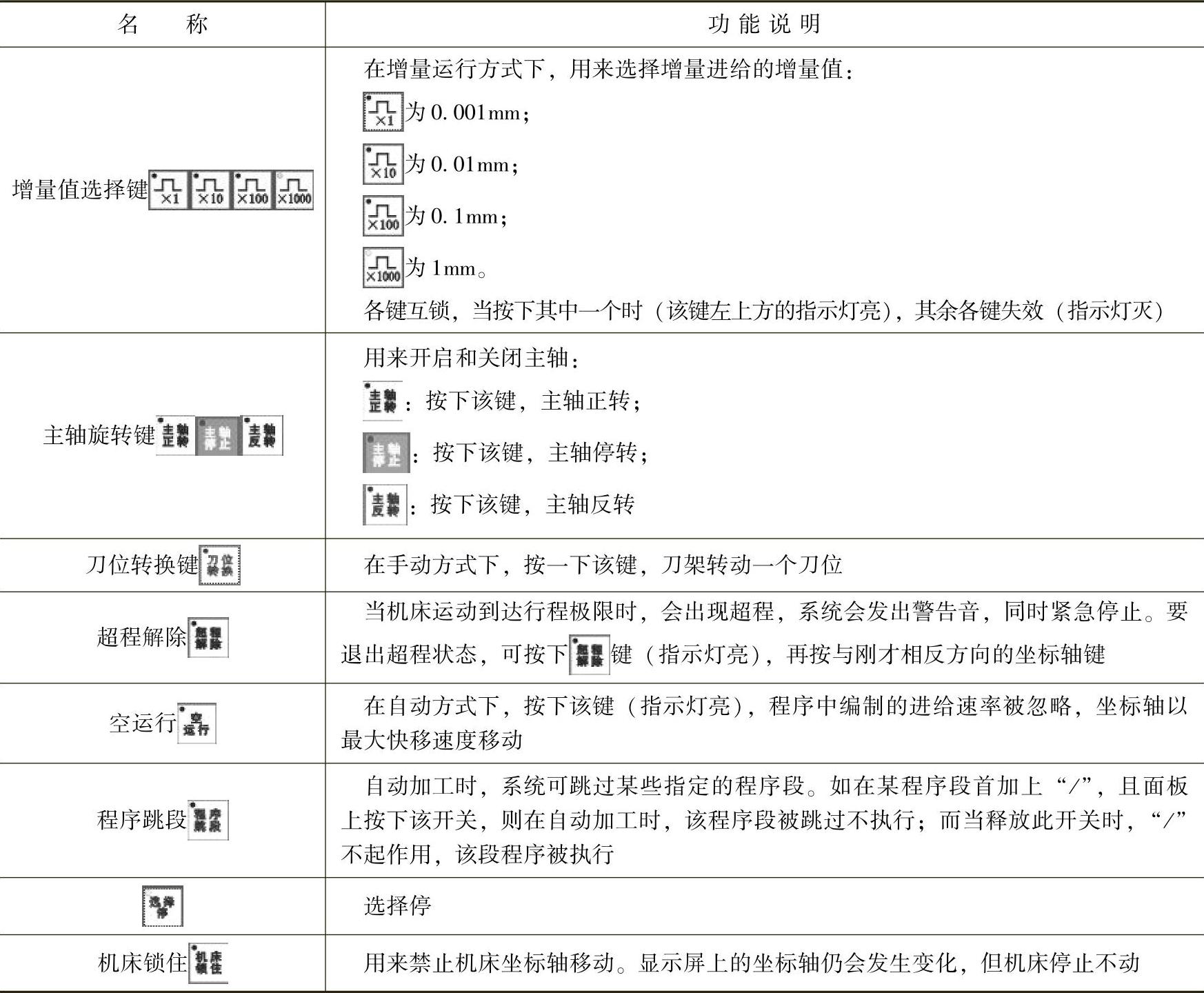
操作面板的多数功能与键盘有些类似,但在机床加工时,它有不一样的功能,它的常用键的作用释义见表4-5。
表4-5 操作面板常用键的作用释义
(续)
6.MPG手持单元
MPG手持单元由手摇脉冲发生器、坐标轴选择开关组成,用于手摇方式增量进给坐标轴,如图4-59所示。
7.开机、返回机床参考点、急停、超程解除、关机操作
(1)开机
1)检查机床状态是否正常。
2)检查电源电压是否符合要求,接线是否正确。
3)按下“急停”按钮 。
。
4)机床上电。
5)数控上电。(https://www.xing528.com)
6)检查风扇电动机运转是否正常。
7)检查面板上的指示灯是否正常。

图4-59 MPG手持单元
接通数控装置电源后,HNC-21/22T自动运行系统软件。此时,液晶显示器显示如图4-60所示系统上电屏幕(软件操作界面),初始工作方式为“急停”。
8)右旋松开操作台右上角的“急停”按钮,使系统复位。
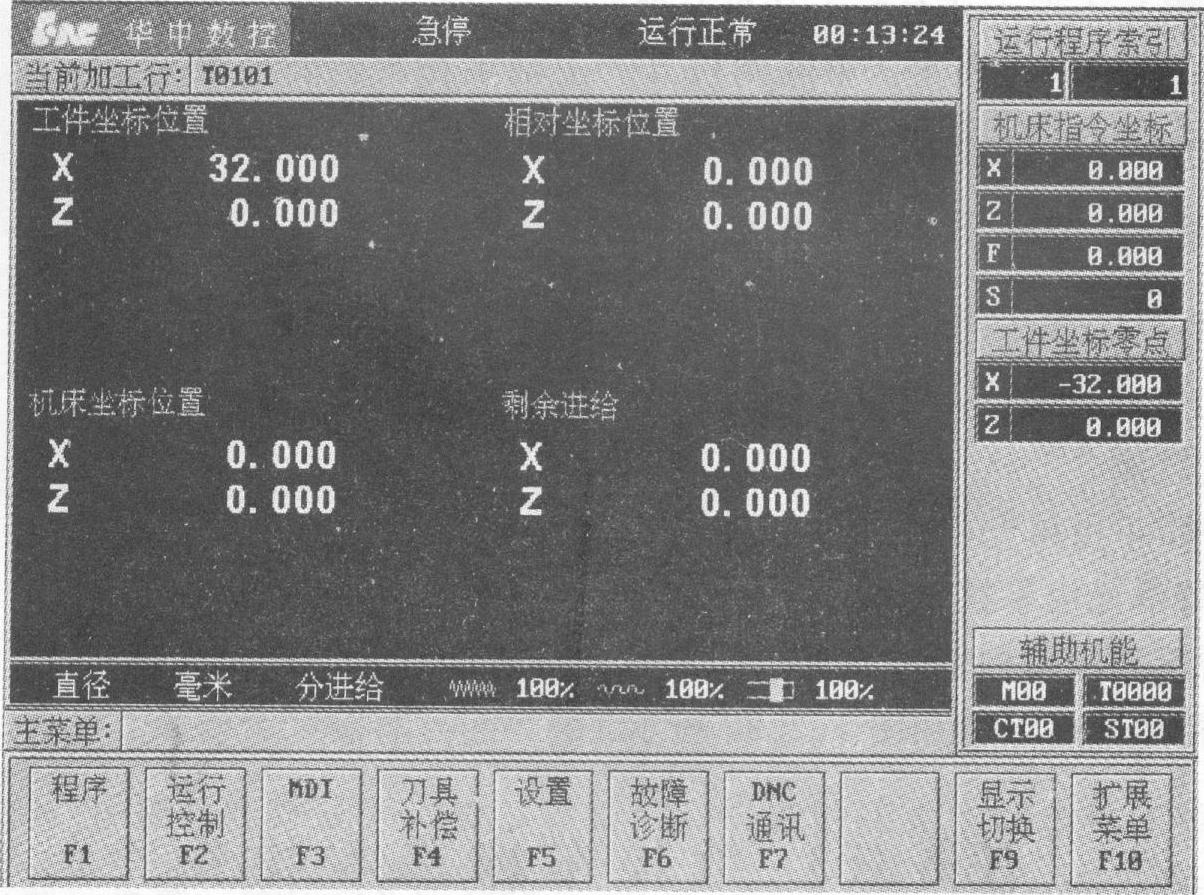
图4-60 急停界面
接通伺服电源后,系统默认进入“回参考点”方式,软件操作界面的工作方式变为“回零”,如图4-61所示。
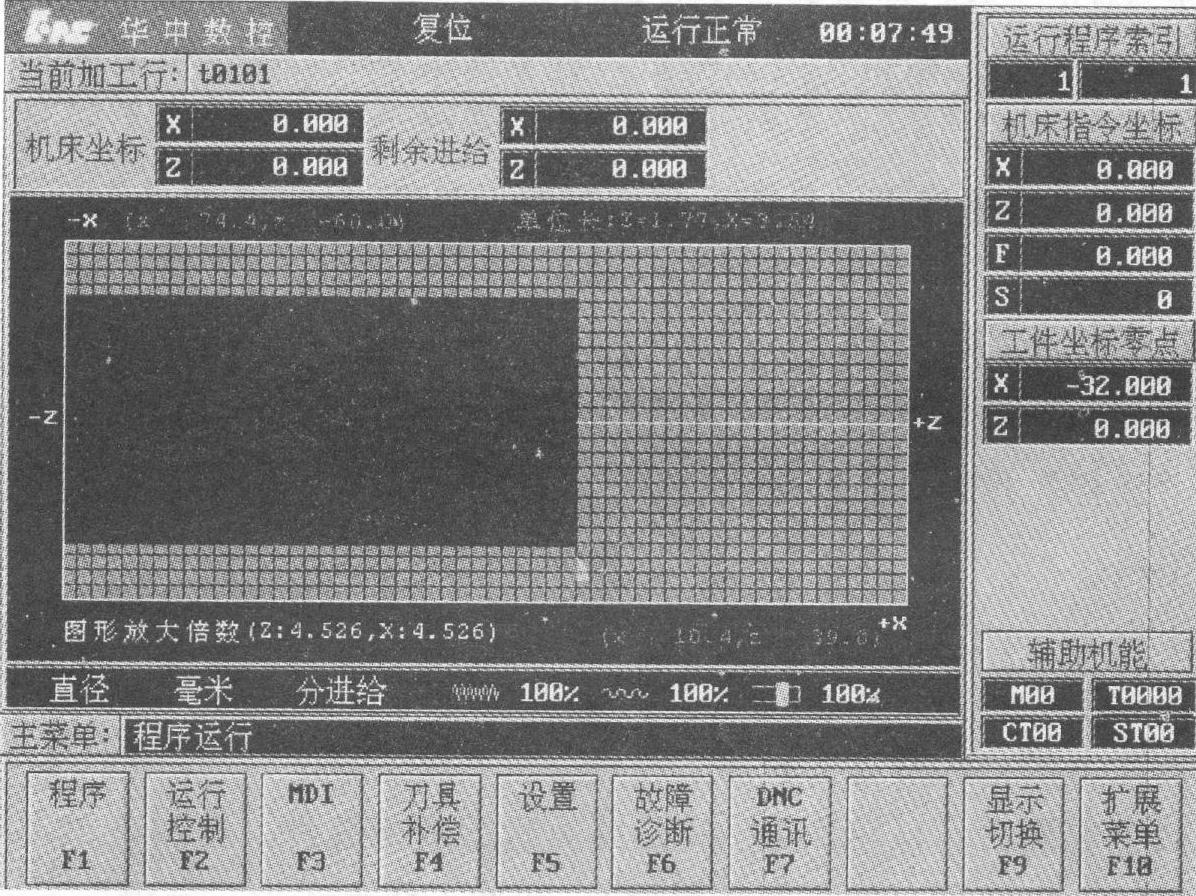
图4-61 开机复位界面
(2)返回机床参考点
控制机床运动的前提是建立机床坐标系,为此系统接通电源、复位后首先应进行机床各轴回参考点操作。方法如下:
1)如果系统显示的当前工作方式不是回零方式,按下按键,确保系统处于“回零方式”。
2)按下 键,X轴回参考点,“+X”按键内的指示灯亮。
键,X轴回参考点,“+X”按键内的指示灯亮。
3)再按下 键,Z轴回参考点。所有轴回参考点后,即建立了机床坐标系。
键,Z轴回参考点。所有轴回参考点后,即建立了机床坐标系。
注意:
1)每次电源接通后,必须先完成各轴的返回参考点操作,然后再进入其他运行方式,以确保各轴坐标的正确性。
2)同时按下X、Z轴向选择键,可使X、Z轴同时返回参考点。
3)在回参考点前,应确保回零轴位于参考点的“回参考点方向”相反侧(如X轴的回参考点方向为正,在回参考点前,应保证X轴当前位置在参考点的负向侧);否则应手动移动该轴直到满足此条件。
4)在回参考点过程中,若出现超程,请按住控制面板上的“ ”键,向相反方向手动移动该轴使其退出超程状态。
”键,向相反方向手动移动该轴使其退出超程状态。
5)系统各轴回参考点后,在运行过程中只要伺服驱动装置不出现报警,其他报警出现都不需要重新回零(包括按下急停键)。
(3)急停
机床运行过程中,在危险或紧急情况下,按下“ ”按钮,CNC即进入急停状态,伺服进给及主轴运转立即停止工作(控制柜内的进给驱动电源被切断)。
”按钮,CNC即进入急停状态,伺服进给及主轴运转立即停止工作(控制柜内的进给驱动电源被切断)。
松开“ ”按钮(左旋此按钮,自动跳起),CNC进入复位状态。
”按钮(左旋此按钮,自动跳起),CNC进入复位状态。
解除急停前,应先确认故障是否已经排除,而急停解除后最好执行回参考点操作,以确保坐标位置的正确性。
注意:在上电和关机之前应按下“ ”按钮以减少设备电冲击。
”按钮以减少设备电冲击。
(4)超程解除
在伺服轴行程的两端各有一个极限开关,作用是防止伺服机构碰撞而损坏。每当伺服机构碰到行程极限开关时,就会出现超程。当某轴出现超程(“ ”键内指示灯亮)时,系统视其状况为紧急停止。要退出超程状态,可进行如下操作:
”键内指示灯亮)时,系统视其状况为紧急停止。要退出超程状态,可进行如下操作:
1)将工作方式设为手动或手摇方式。
2)一直按压“ ”键(控制器会暂时忽略超程的紧急情况)。
”键(控制器会暂时忽略超程的紧急情况)。
3)在手动(手摇)方式下,使该轴向相反方向退出超程状态。
4)松开“ ”键。
”键。
若显示屏上运行状态栏“运行正常”取代了“出错”,表示恢复正常,可以继续操作。
注意:在操作机床退出超程状态时请务必注意移动方向及移动速率,以免发生撞机。
(5)关机
1)按下控制面板上的“ ”按钮,断开伺服电源。
”按钮,断开伺服电源。
2)断开数控电源。
3)断开机床电源。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。