



1.型号
压水堆核电厂1、2、3级设备用镍基合金焊丝的型号包括ERNiCr-3、ERNiCrFe-7和ERNiCrFe-7A。
2.压水堆核电厂1、2、3级设备用镍基合金焊丝的化学成分
压水堆核电厂1、2、3级设备用镍基合金焊丝的化学成分见表5-153。
表5-153 压水堆核电厂1、2、3级设备用镍基合金焊丝的化学成分(摘自NB/T 20009.8—2012)
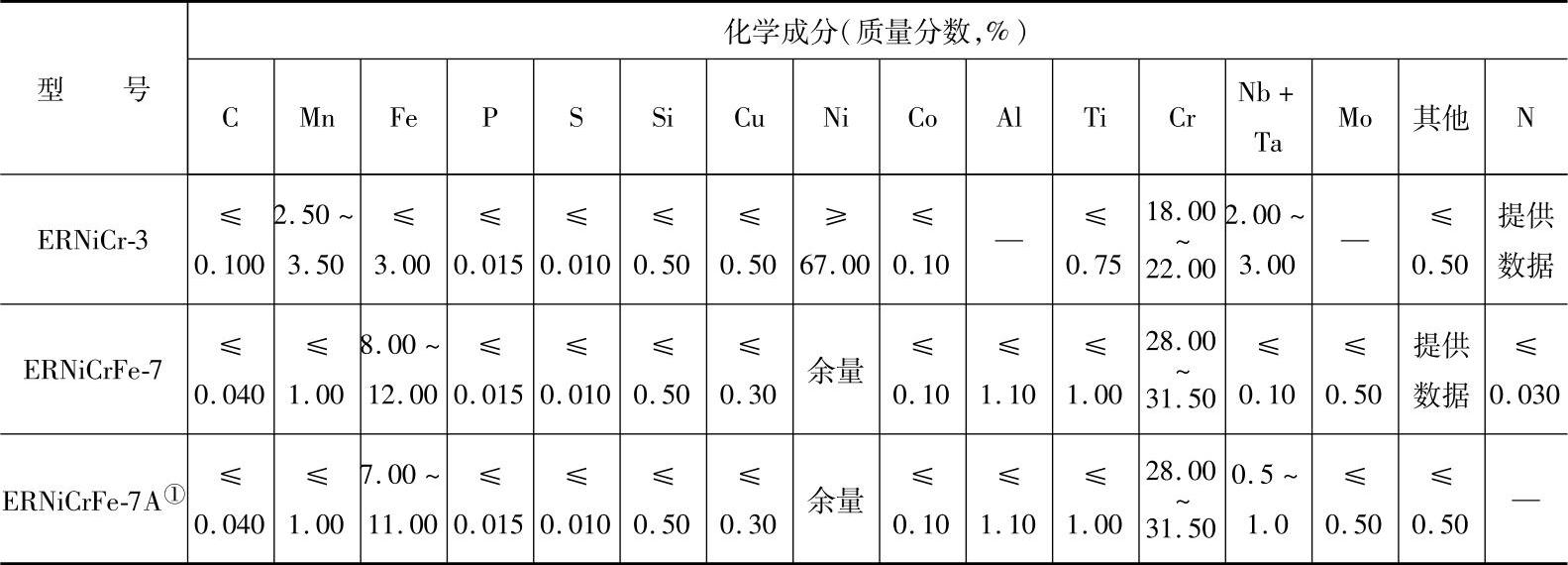
① w(B)≤0.005;w(Zr)≤0.02;w(Al+Ti)≤1.5。
2.尺寸
压水堆核电厂1、2、3级设备用镍基合金焊丝的尺寸和极限偏差应符合GB/T25775—2010的规定。根据供需双方协议,也可生产其他尺寸的焊丝。
3.表面质量
压水堆核电厂1、2、3级设备用镍基合金焊丝应具有光洁的表面,应无对焊丝特性、焊接设备的操作或熔敷金属的性能有不利影响的裂纹、凹坑、划痕、氧化层、皱纹、折叠和外来物。
4.卷绕要求
每盘压水堆核电厂1、2、3级设备用镍基合金焊丝不应有接头。焊丝的卷绕应无扭曲、波折、锐弯或嵌住,使焊丝在无约束的状态下能自由松开。缠绕在焊丝盘上的焊丝应具有一定的松弛直径和翘距,并应符合表5-154的规定。焊丝卷和焊丝筒中的焊丝的松弛直径和翘距应使焊丝在自动焊和半自动焊设备中能无间断地送进。焊丝的外端应扎紧并做出标记,容易辨认。
表5-154 压水堆核电厂1、2、3级设备用镍基合金焊丝松弛直径和翘距(摘自NB/T 20009.8—2012) (单位:mm)

5.熔敷金属力学性能(焊态或(和)模拟去应力热处理状态)
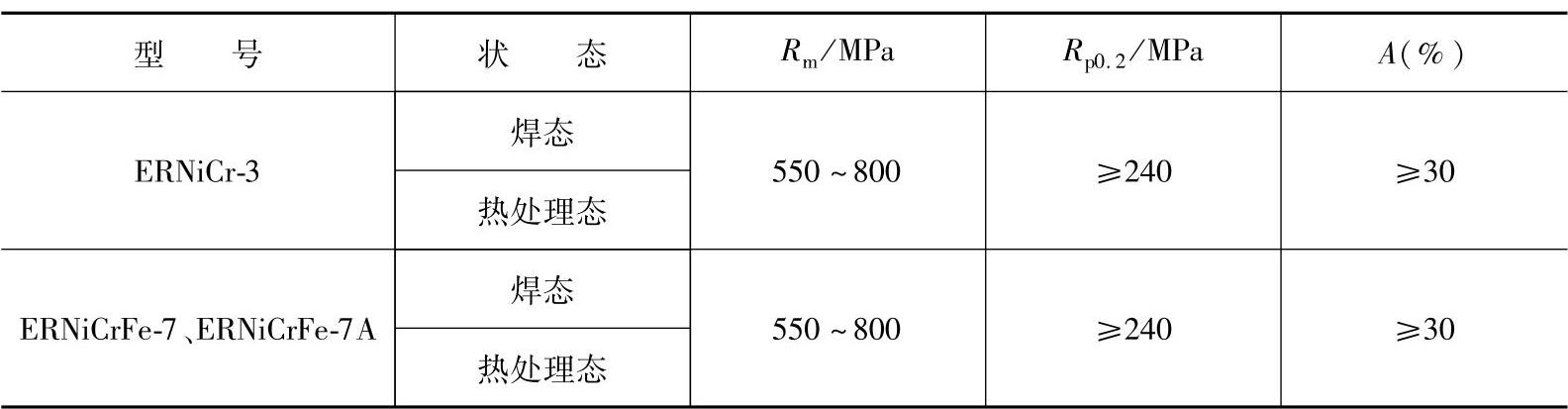
1)压水堆核电厂1、2、3级设备用镍基合金焊丝熔敷金属室温拉伸试验结果应符合表5-155的规定。
表5-155 压水堆核电厂1、2、3级设备用镍基合金焊丝熔敷金属室温拉伸试验结果(摘自NB/T 20009.8—2012)
2)当设计文件或图样对被焊设备材料有高温拉伸性能要求时,需进行高温拉伸试验。试验温度为350℃或360℃,试验结果应符合表5-156的规定。(https://www.xing528.com)
表5-156 压水堆核电厂1、2、3级设备用镍基合金焊丝熔敷金属高温拉伸试验结果(摘自NB/T 20009.8—2012)

3)取1组(3个)熔敷金属冲击试样,进行室温夏比V型缺口冲击试验,试验结果应满足冲击吸收能量KV2的平均值不小于60J,单个最小值不小于42J,只允许有1个值在规定平均值以下。
6.弯曲试验
在焊态或(和)模拟去应力热处理状态取1组焊接接头的弯曲试样进行试验。弯曲后试样的受拉面焊缝金属不应出现明显开裂,并且沿任何方向不应有超过3mm的开口缺陷。
7.晶间腐蚀试验
压水堆核电厂1、2、3级设备用镍基合金焊丝熔敷金属晶间腐蚀试验按照GB/T15260—2008的要求进行,试样应无晶间腐蚀倾向。
8.无损检测
压水堆核电厂1、2、3级设备用镍基合金焊丝焊缝射线检测结果应满足NB/T20003.3中1级焊接接头的要求,焊缝渗透检测结果应满足NB/T 20003.4中1级焊接接头的要求。
9.试验方法
(1)化学成分分析 压水堆核电厂1、2、3级设备用镍基合金焊丝化学成分分析应在成品焊丝上取样。焊丝化学成分分析可采用供需双方同意的任何适宜方法。仲裁试验方法应选取GB/T 8647.1—2006~GB/T 8647.10—2006和GB/T 223.3—1988~GB/T223.86—2009中适宜的方法执行。
(2)尺寸和表面质量 压水堆核电厂1、2、3级设备用镍基合金焊丝的尺寸检验用精度为0.01mm的量具,在同一横截面的两个互相垂直方向测量,测量部位不少于两处。
(3)松弛直径和翘距 测量缠绕在焊丝盘上送丝的松弛直径和翘距时,从焊丝盘上截取足够长度的焊丝,不受约束地放在平面上。测量所形成圆或圆弧的直径即为松弛直径,焊丝翘起的最高点到平面的距离即为翘距。
(4)熔敷金属力学性能试验
1)室温拉伸试验按GB/T 2652—2008的规定进行,高温拉伸试验按GB/T 4338—2006的规定进行。试样标距段直径为10mm,标距为50mm。
2)冲击试验按GB/T 2650—2008的规定进行。试样截面尺寸为10mm×10mm。
3)熔敷金属弯曲试验。1组弯曲试样包括横向面弯和背弯各2个试样或4个横向侧弯试样。弯曲试验应按GB/T 2653—2008规定进行,其中试验参数应符合D=4T(D为弯轴直径,T为试样厚度),弯曲角度α=180°。
(5)熔敷金属晶间腐蚀试验 按照GB/T 15260—1994中的B法进行晶间腐蚀试验。
(6)无损检测 焊缝的无损检测应在熔敷金属试验取样之前进行。射线检测前应去除垫板。焊缝射线检测按NB/T 20003.3—2011的规定进行。评定焊缝射线底片时,试板两端25mm应不予考虑。焊缝渗透检测按NB/T 20003.4—2011的规定进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。