



1.牌号编制
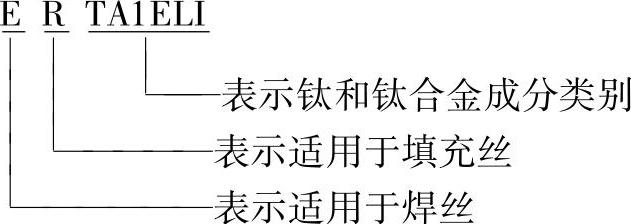
承压设备用钛及钛合金焊丝和填充丝牌号中,“E”表示适用于焊丝;“R”表示适用于填充丝;“ER”表示既适用于焊丝,也适用于填充丝;“R”或“ER”后面的数字和英文字母为牌号系列。
承压设备用钛及钛合金焊丝和填充丝牌号示例:
2.牌号、状态、直径及其极限偏差
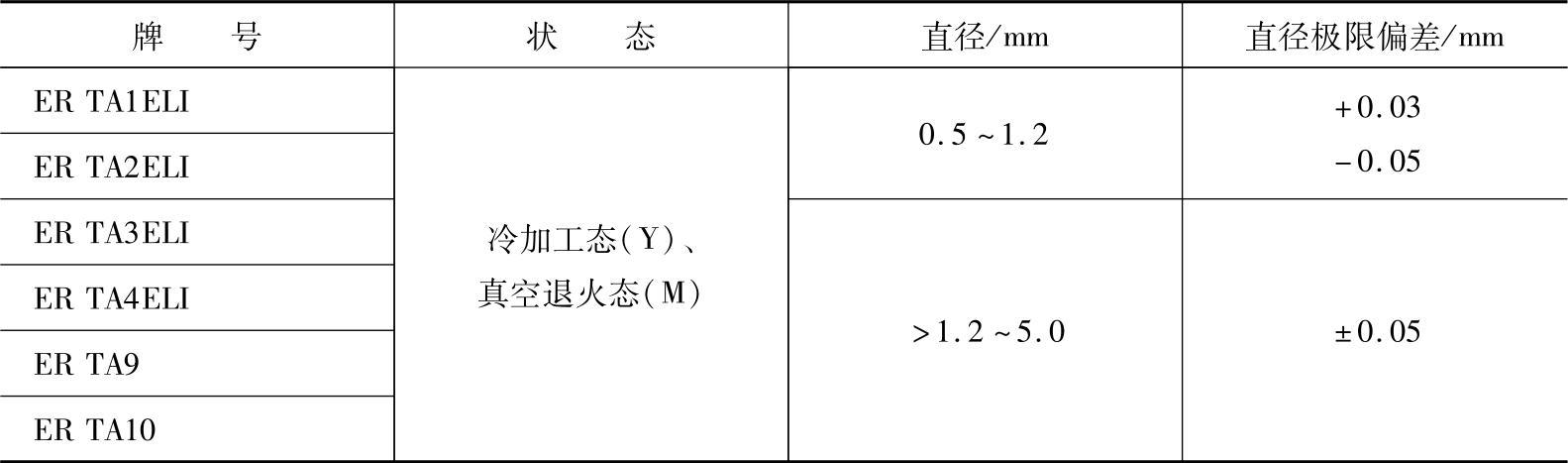
承压设备用钛焊丝和填充丝的牌号、状态、直径及其极限偏差见表5-141。
表5-141 承压设备用钛焊丝和填充丝的牌号、状态、直径及其极限偏差(摘自NB/T 47018.7—2011)
3.熔炼方法和化学成分
1)用于制作承压设备用钛及钛合金焊丝和填充丝的铸锭应采用真空自耗电弧炉熔炼,熔炼次数不得少于2次。
2)焊丝和填充丝的化学成分(熔炼分析)应符合表5-142的规定。
表5-142 承压设备用钛和钛合金焊丝和填充丝化学成分(摘自NB/T 47018.7—2011)
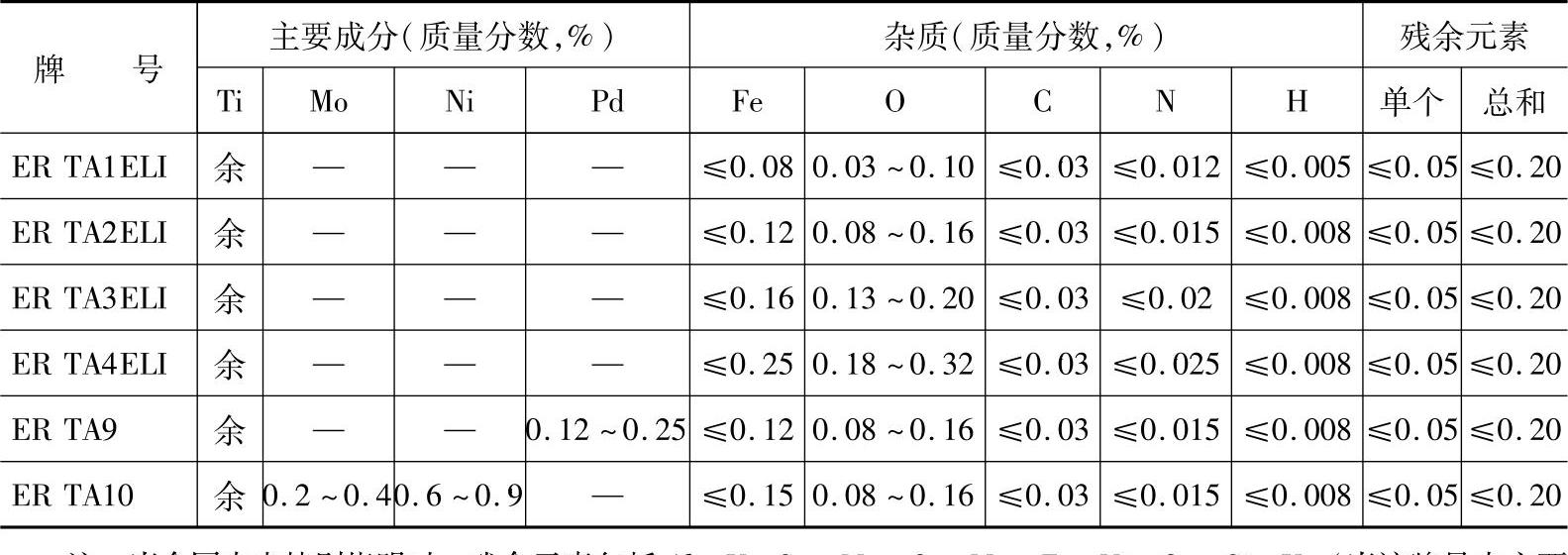
注:当合同中未特别指明时,残余元素包括Al、V、Sn、Mo、Cr、Mn、Zr、Ni、Cu、Si、Yt(当该牌号中主要成分元素中含有上述元素时,应从残留元素中除去),合同中未注明时,不提供残留元素的分析结果。
3)如果从焊丝和填充丝成品上取样进行化学成分复验,其分析的允许偏差见表5-143。
表5-143 承压设备角钛和钛合金焊丝和填充丝成品化学成分的允许偏差(摘自NB/T 47018.7—2011)(质量分数,%)(https://www.xing528.com)

4.试验方法
1)承压设备用钛及钛合金焊丝和填充丝化学成分分析试样可采取熔炼分析或成品分析,仲裁试验应按GB/T 4698.1—1996~GB/T 4698.25—1996的规定进行。
2)承压设备用钛及钛合金焊丝和填充丝的尺寸检验应使用精度为0.01mm的量具测量。
3)承压设备用钛及钛合金焊丝和填充丝的金相检验(低倍)按照GB/T 5168—2008的规定进行。
4)承压设备用钛及钛合金焊丝和填充丝的表面与宏观质量的检查采用目视进行。
5)承压设备用钛及钛合金焊丝和填充丝熔敷金属射线检测和弯曲性能检验所用试件的制备所用材料见表5-144所示。
表5-144 试件用母材与焊丝、填充丝(摘自NB/T 47018.7—2011)

5.焊丝的缠绕
1)承压设备用钛及钛合金焊丝的供货形式为带内撑的焊丝卷、焊丝盘,承压设备用钛及钛合金填充丝的供货形式为直条。焊丝的供货形式经供需双方协商,也可采用其他形式。
2)承压设备用钛及钛合金焊丝和填充丝应满足在自动或半自动焊接设备中连续送进的要求。
3)每个焊丝卷、焊丝盘的焊丝应是同一炉号连续长度的焊丝,焊丝的缠绕不允许有锐弯、扭结、波浪、嵌入、重叠,应可无阻碍地自由退绕。焊丝的外端应固定并有标记,明显易找。
4)当焊丝有接头时,应予以适当加工,以使其不影响焊丝的在焊接设备中均匀、连续送进。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。