



1.型号编制方法
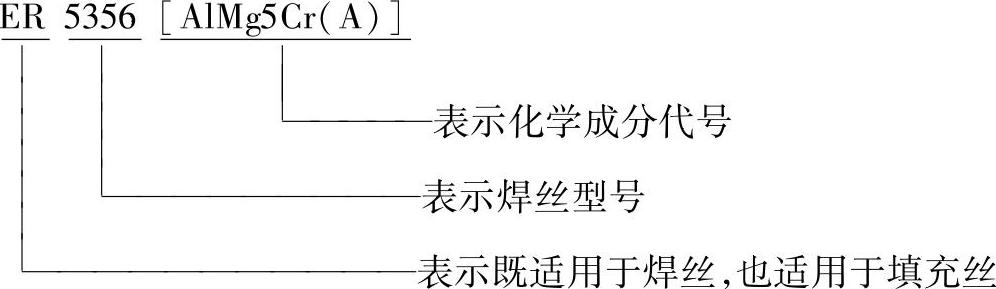
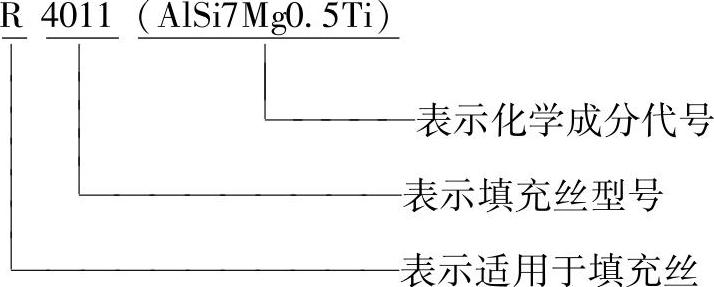
承压设备用铝及铝合金焊丝和填充丝的型号由四部分组成。第一部分为焊丝和填充丝的代号,E表示适用于焊丝,R表示适用于填充丝,ER表示既适用于焊丝,也适用于填充丝;第二部分四位数字表示焊丝或填充丝型号;第三部分为可选部分,表示化学成分代号。
承压设备用铝及铝合金焊丝型号示例:
承压设备用铝及铝合金填充丝型号示例:
2.焊丝、填充丝要求检验的项目
承压设备用铝及铝合金焊丝、填充丝要求检验的项目见表5-137。
表5-137 承压设备用铝及铝合金焊丝、填充丝要求检验的项目(摘自NB/T 47018.6—2011)
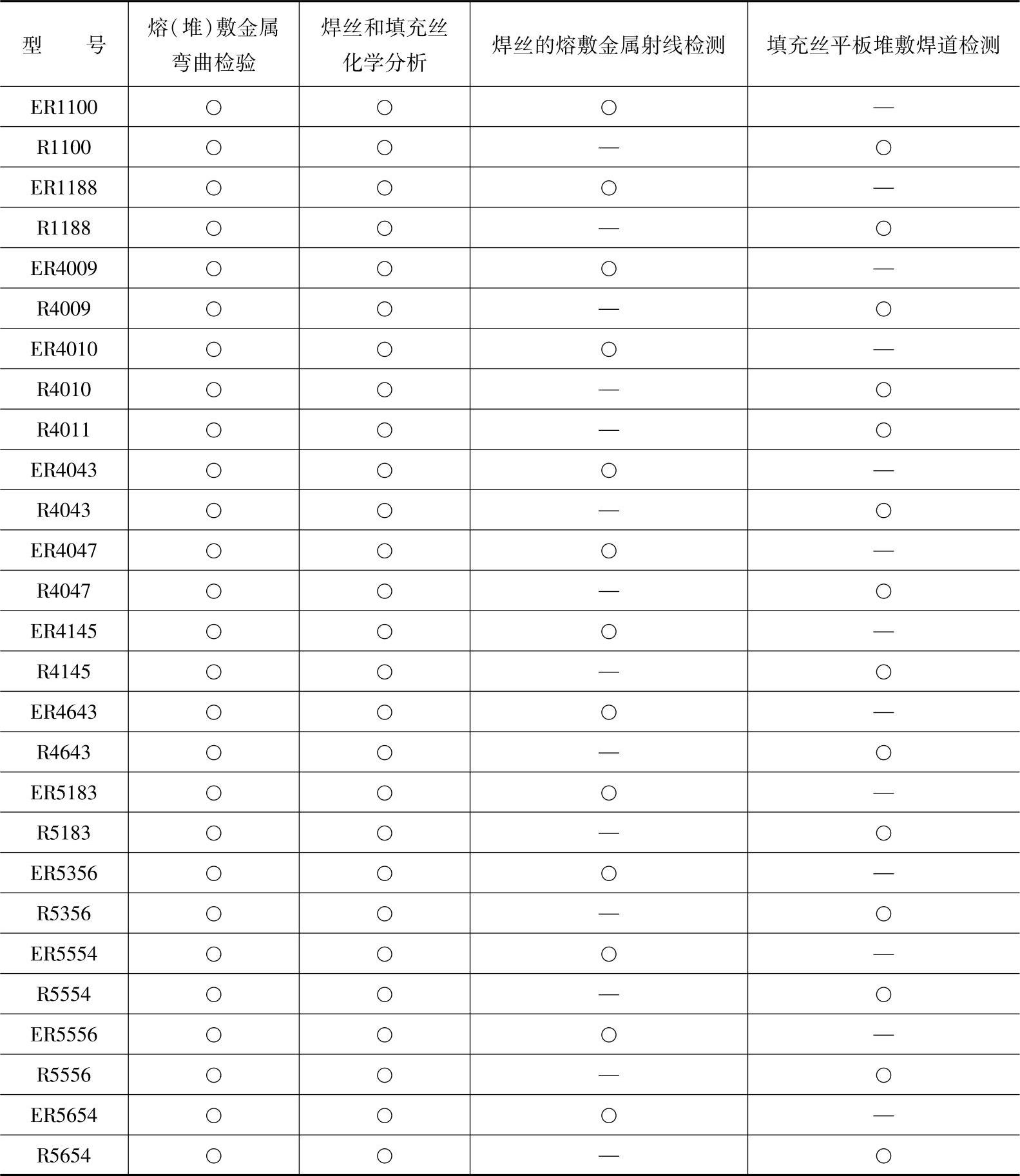
注:○——表示要求检验的项目。
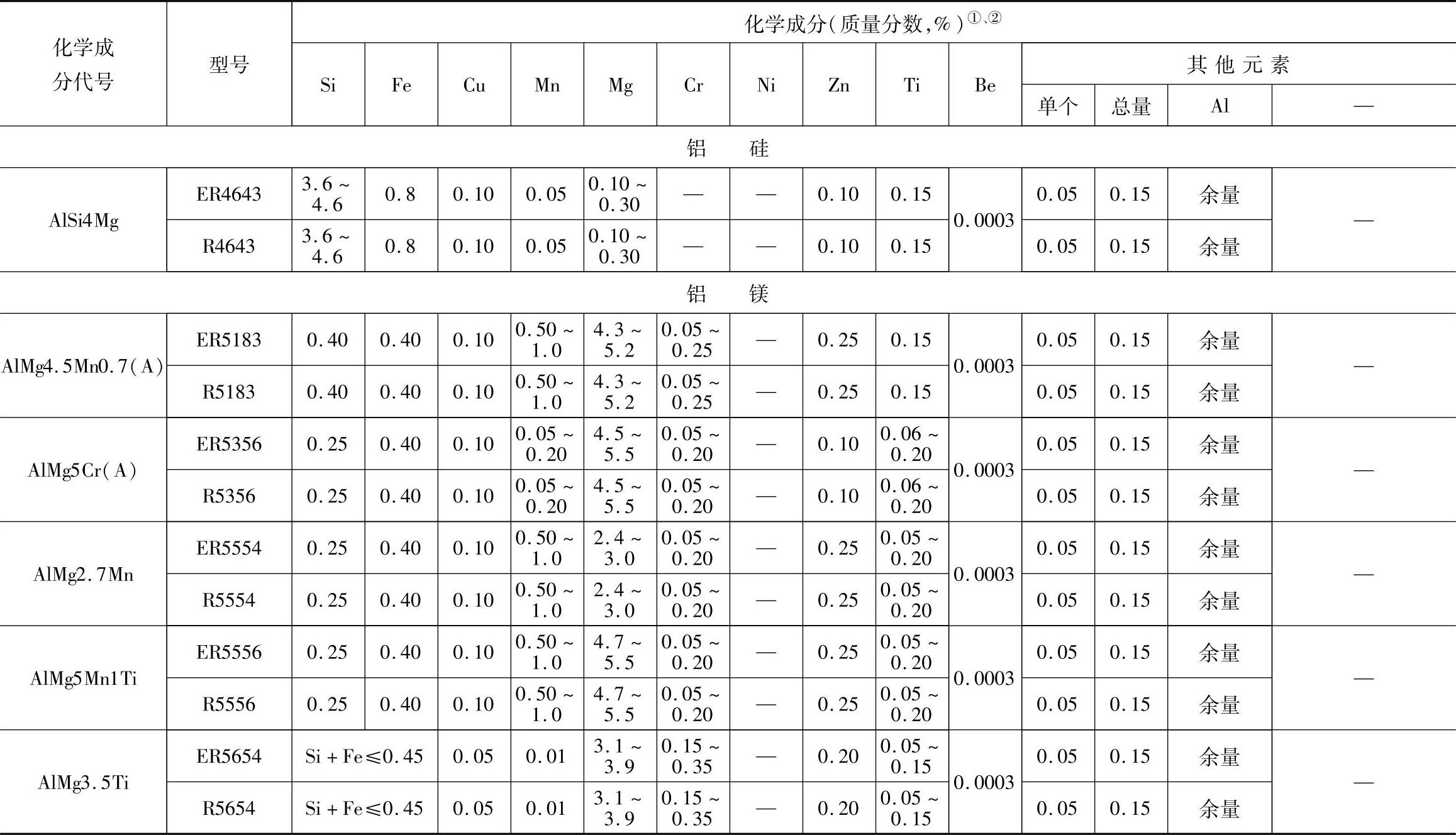
3.焊丝和填充丝的化学成分
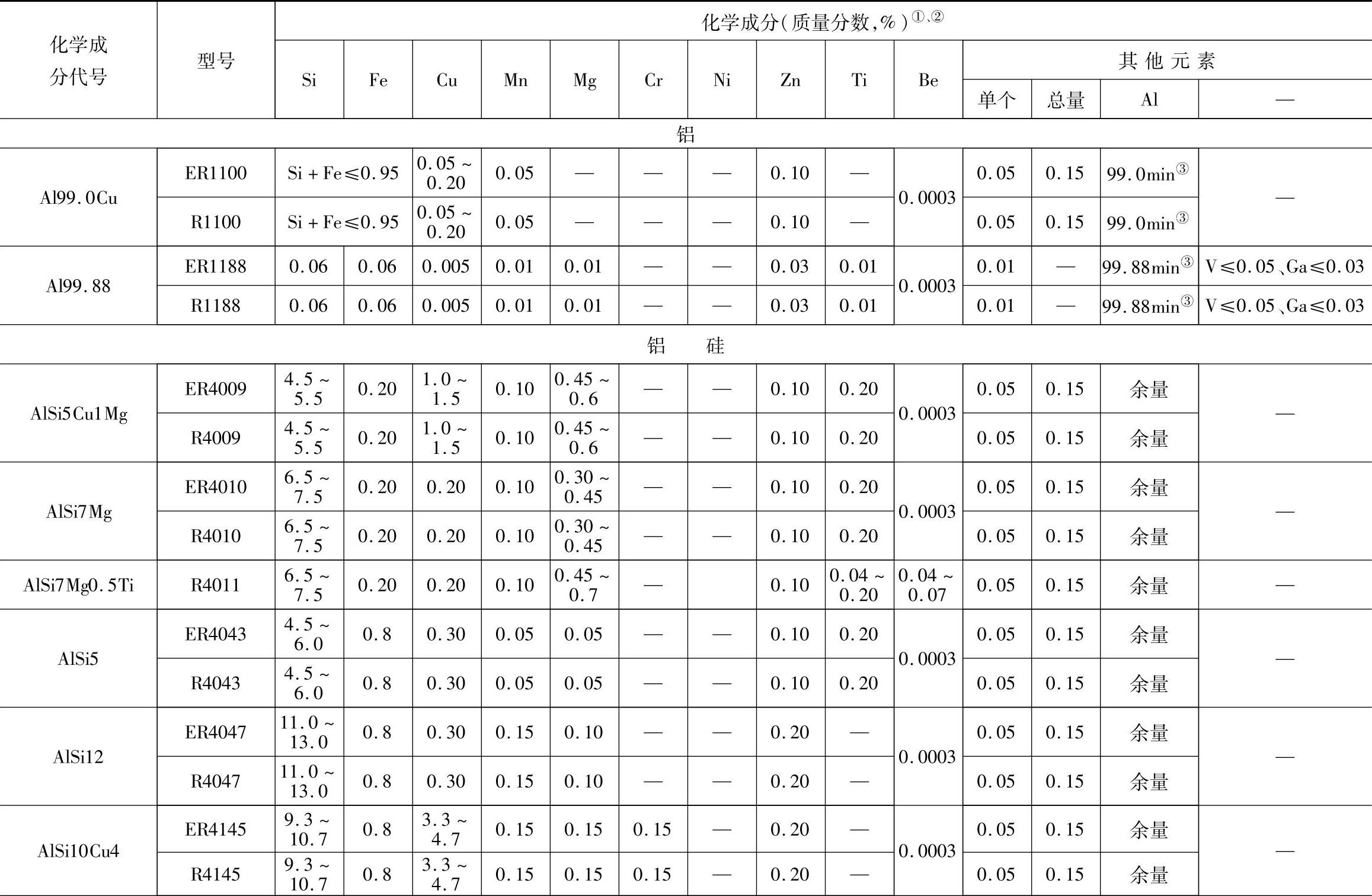
承压设备用铝及铝合金焊丝和填充丝的化学成分见表5-138。
表5-138 承压设备用铝及铝合金焊丝和填充丝的化学成分(摘自NB/T 47018.6—2011)
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
① 对本表中有规定值的元素进行分析。如果分析时表明存在着其他元素,则应确定它们保证不超过“其他元素”极限值。
② 除非另有规定,本表中所列单个值为最大值。
③ 非合金化铝的铝质量分数为100.00%与材料中存在的质量分数≥0.010%的其他金属元素总量(在确定总量前用第二位小数表示)之差值。
4.焊丝和填充丝的表面质量和均匀性
1)承压设备用铝及铝合金焊丝和填充丝表面应保持光亮、光滑,不应有毛刺、凹坑、划痕、氧化皮、裂纹、折叠及夹杂,宜进行抛光处理。
2)盘装焊丝应是连续的,并能保证在自动焊和半自动焊设备上均匀连续送进。
5.试验方法
(1)化学分析 承压设备用铝及铝合金焊丝和填充丝的化学成分分析按批进行。化学分析仲裁试验方法应符合GB/T 20975.1—2007~GB/T 20975.26—2013的规定。
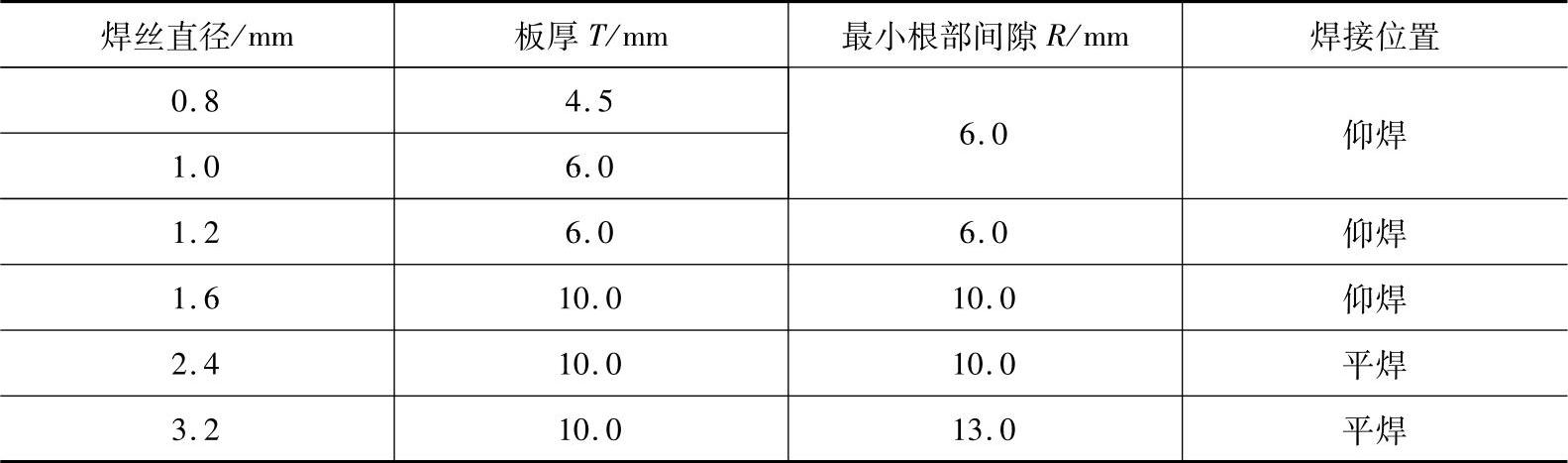
(2)焊丝的熔敷金属射线检测 承压设备用铝及铝合金焊丝应按批检验。其试件用母材见表5-139,垫板材料与试件母材相同,焊接试件前的定位参数见表5-140。
表5-139 承压设备用铝及铝合金焊丝焊接试验的试件用母材(摘自NB/T 47018.6—2011)
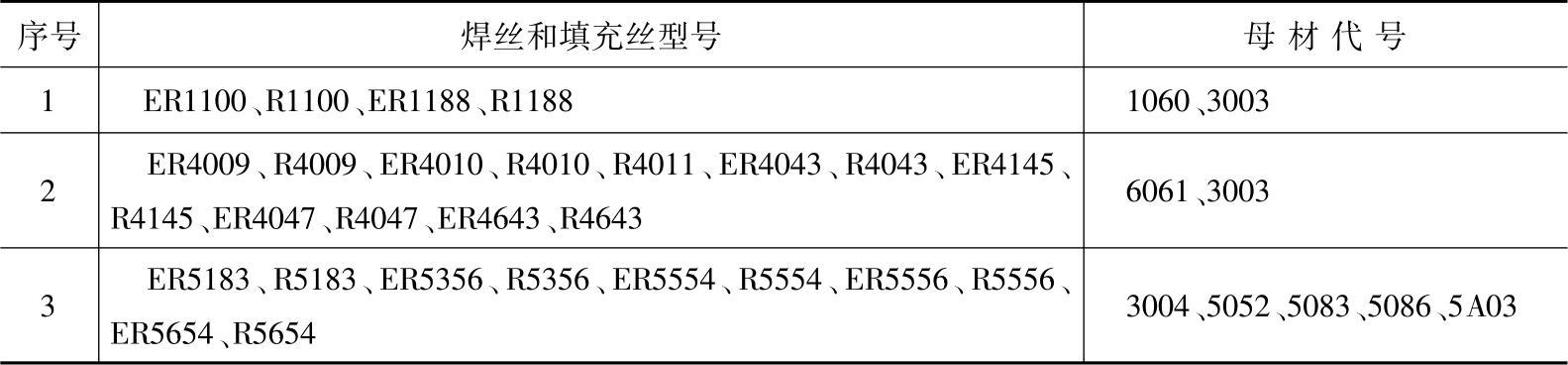
表5-140 焊接试件前的定位参数(摘自NB/T 47018.6—2011)
(3)填充丝的平板堆敷焊道检测 承压设备用铝及铝合金填充丝按批检验。试件采用钨极氩弧焊,交流电源在平焊位置施焊,当双方没有协议时,应按焊材生产商提供的焊接工艺文件施焊。采用钨极氩弧焊检验合格的填充丝也适用于气焊和等离子弧焊。
(4)弯曲试验 进行弯曲试验的承压设备用铝及铝合金焊丝和填充丝按批进行。纵向弯曲试样应从焊丝的熔敷金属射线检测试件或填充丝平板堆敷焊道检测试件上截取。可从焊丝的熔敷金属射线检测试件上截取1个面弯试样和1个背弯试样,或从填充丝平板堆敷焊道试件上截取2个面弯试样。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。