



1.铝及铝合金焊丝的型号编制方法
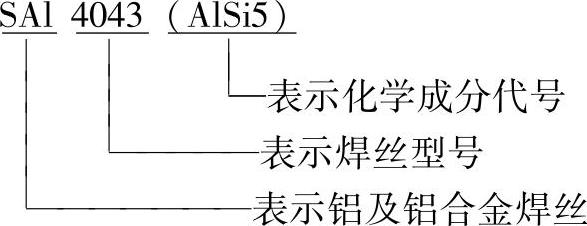
铝及铝合金焊丝型号由3部分组成。第1部分为字母“SAl”,表示铝及铝合金焊丝;第2部分为4位数字,表示焊丝型号;第3部分为可选部分,表示化学成分代号。
铝及铝合金焊丝型号示例:
2.铝及铝合金焊丝的型号对照
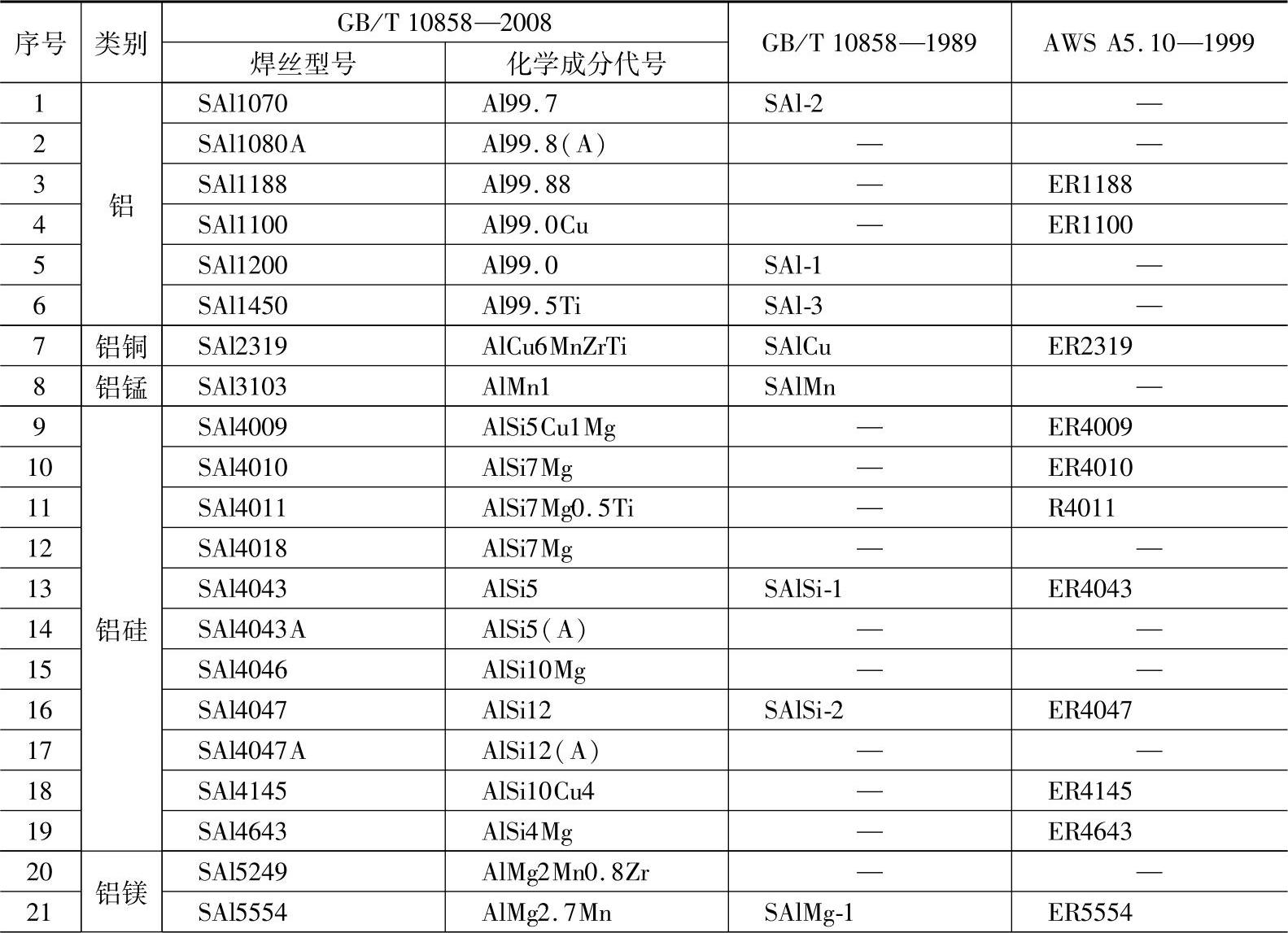
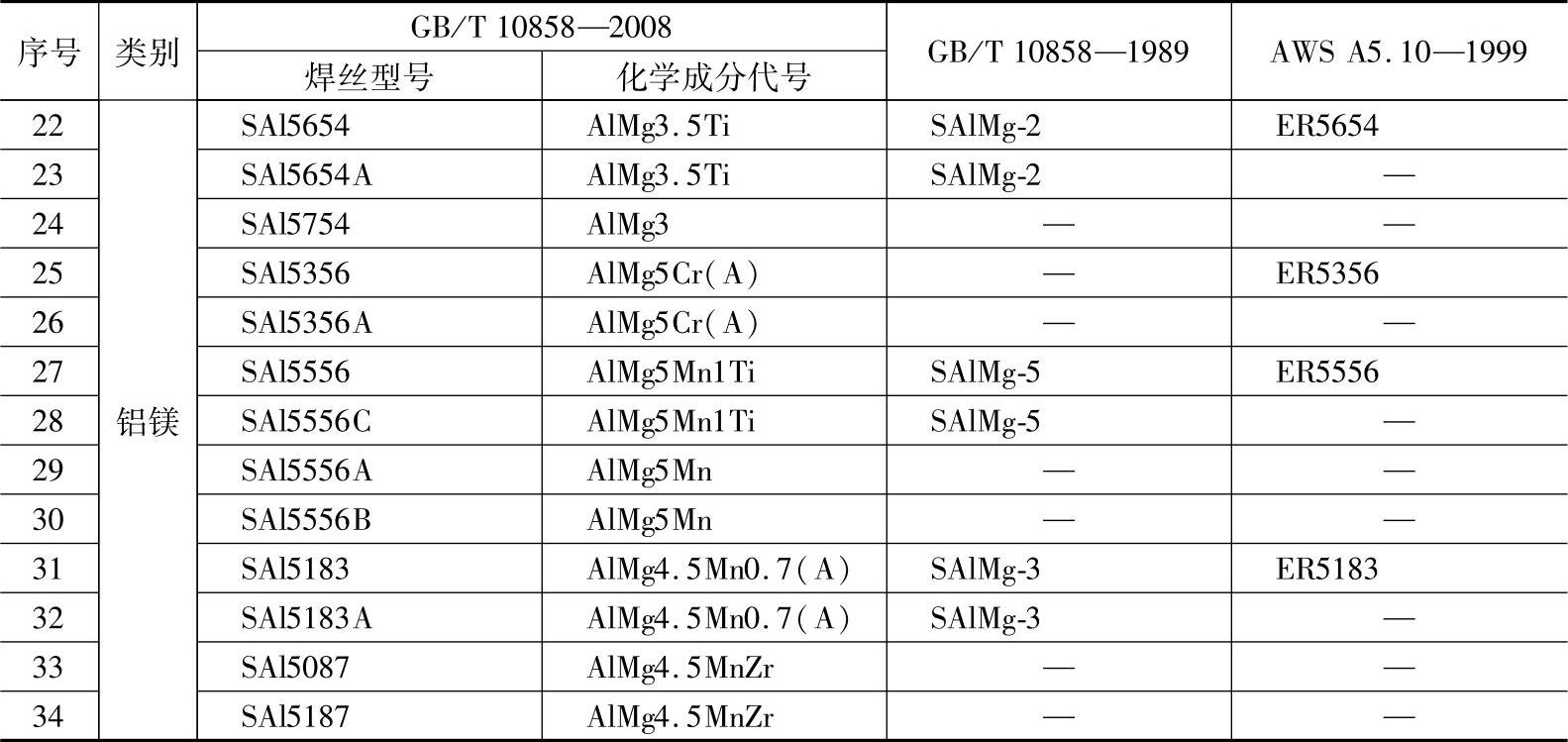
铝及铝合金焊丝的型号对照见表5-71。
表5-71 铝及铝合金焊丝型号对照
(续)
3.铝及铝合金焊丝的尺寸
1)圆形铝及铝合金焊丝的尺寸见表5-72,直条焊丝长度为500~1000mm,极限偏差为±5mm。
表5-72 圆形铝及铝合金焊丝的尺寸(摘自GB/T 10858—2008) (单位:mm)
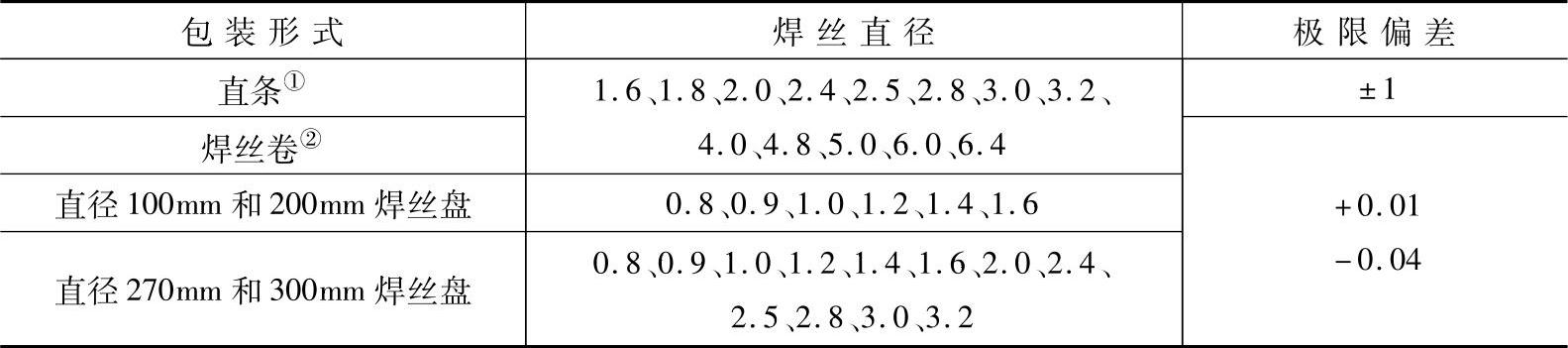
注:根据供需双方协议,可生产其他尺寸、偏差的焊丝。
① 铸造直条填充丝不规定直径偏差。
② 当用于手工填充丝时,其直径允许偏差为±0.1mm。
2)扁平铝及铝合金焊丝的尺寸见表5-73,直条焊丝长度为500~1000mm,极限偏差为±5mm。
表5-73 扁平铝及铝合金焊丝的尺寸(摘自GB/T 10858—2008) (单位:mm)

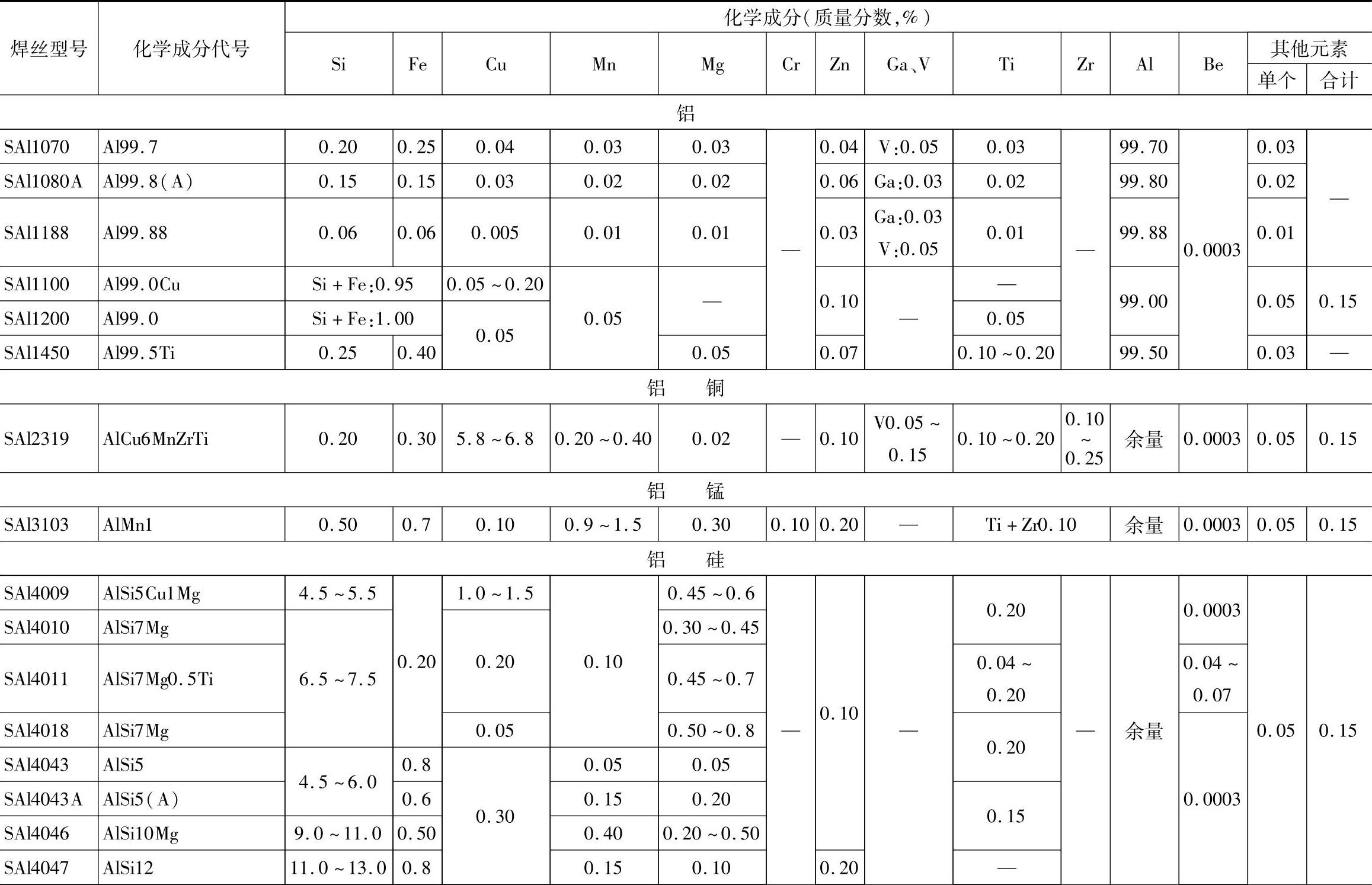
4.铝及铝合金焊丝的化学成分
铝及铝合金焊丝的化学成分见表5-74。
表5-74 铝及铝合金焊丝的化学成分(摘自GB/T 10858—2008)(https://www.xing528.com)
(续)
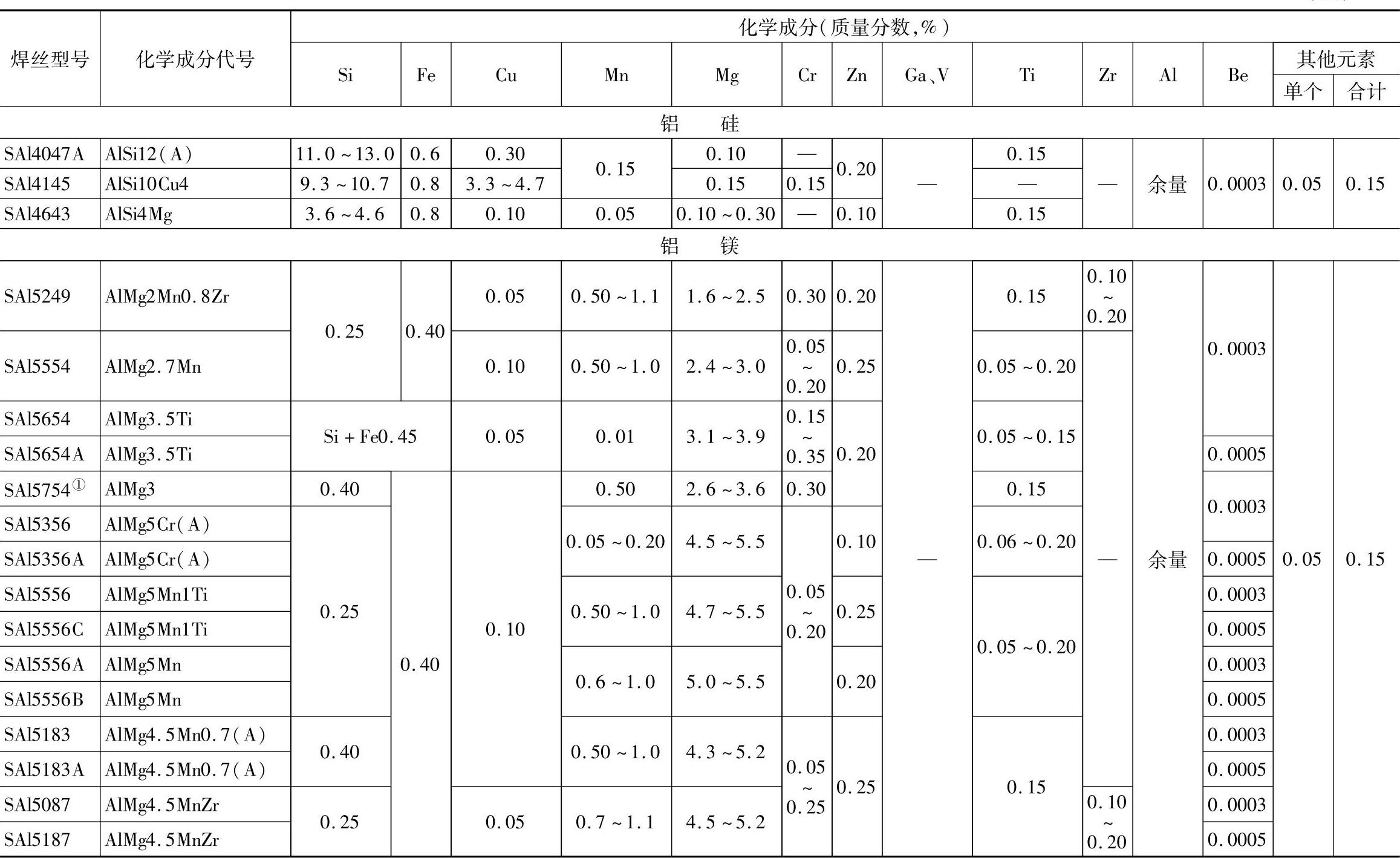
注:1.Al的单值为最小值,其他元素单值均为最大值。
2.根据供需双方协议,可生产使用其他型号焊丝,用SAlZ表示,化学成分代号由制造商确定。
① SAl5754中(Mn+Cr)含量为0.10%~0.60%(质量分数)。
5.铝及铝合金焊丝的包装
1)铝及铝合金焊丝的包装要求见表5-75。
表5-75 铝及铝合金焊丝的包装要求(摘自GB/T 10858—2008)

注:根据供需双方协议,可包装其他净质量的焊丝。
① 焊丝卷尺寸由供需双方协商确定。
2)铝及铝合金焊丝可为直条、焊丝卷和焊丝盘包装。
3)铝及铝合金焊丝盘的设计和制造,应能防止在正常的搬运和使用中变形,并应清洁和干燥,以保持焊丝的清洁。焊丝盘的尺寸如图5-9和表5-76所示。
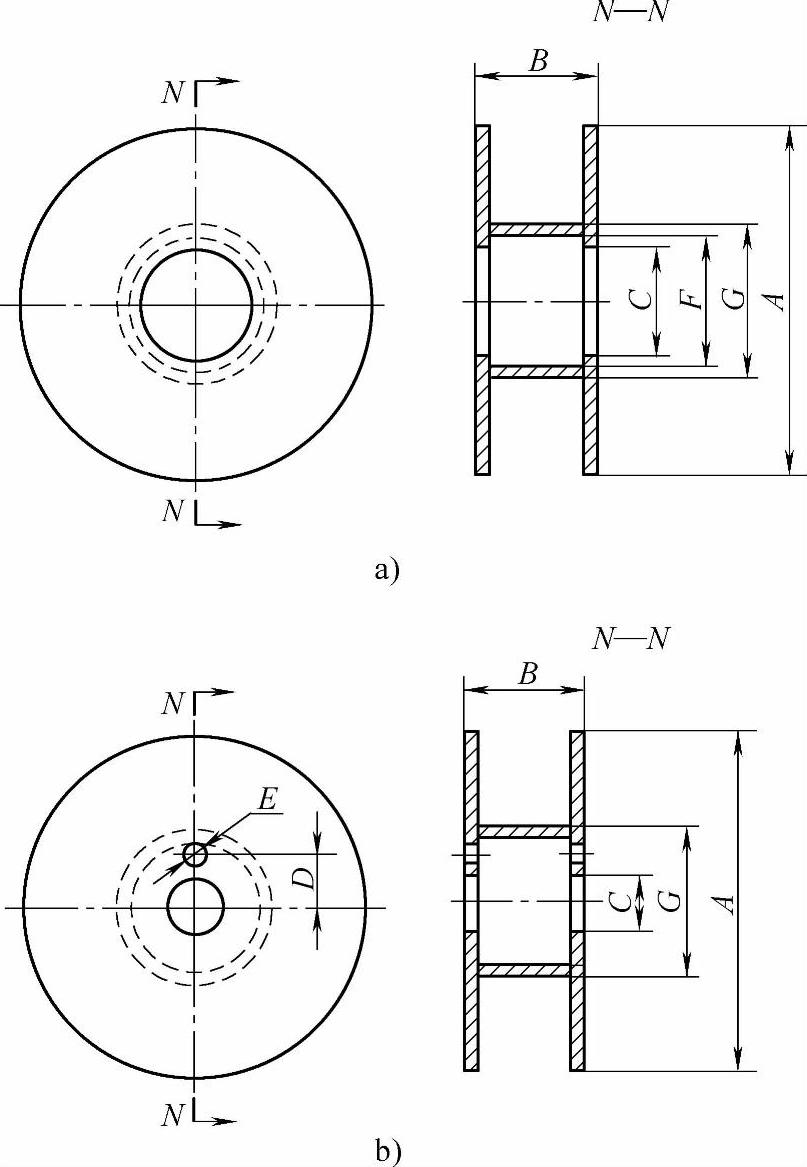
图5-9 铝及铝合金焊丝盘
a)直径100mm的焊丝盘 b)直径200mm、270mm和300mm的焊丝盘
表5-76 铝及铝合金焊丝盘尺寸(摘自GB/T 10858—2008)(单位:mm)

① A尺寸取最大值。
② 每个法兰上有孔,但它们不必对准。直径100mm焊丝盘不要求驱动孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。