



1.耐蚀合金焊丝的分类代号
按交货状态耐蚀合金焊丝分为冷拉和软态两类。
1)冷拉焊丝,代号为L,指热处理后经拉拔的焊丝。
2)软态焊丝,代号R,指光亮热处理或热处理后酸洗的焊丝。
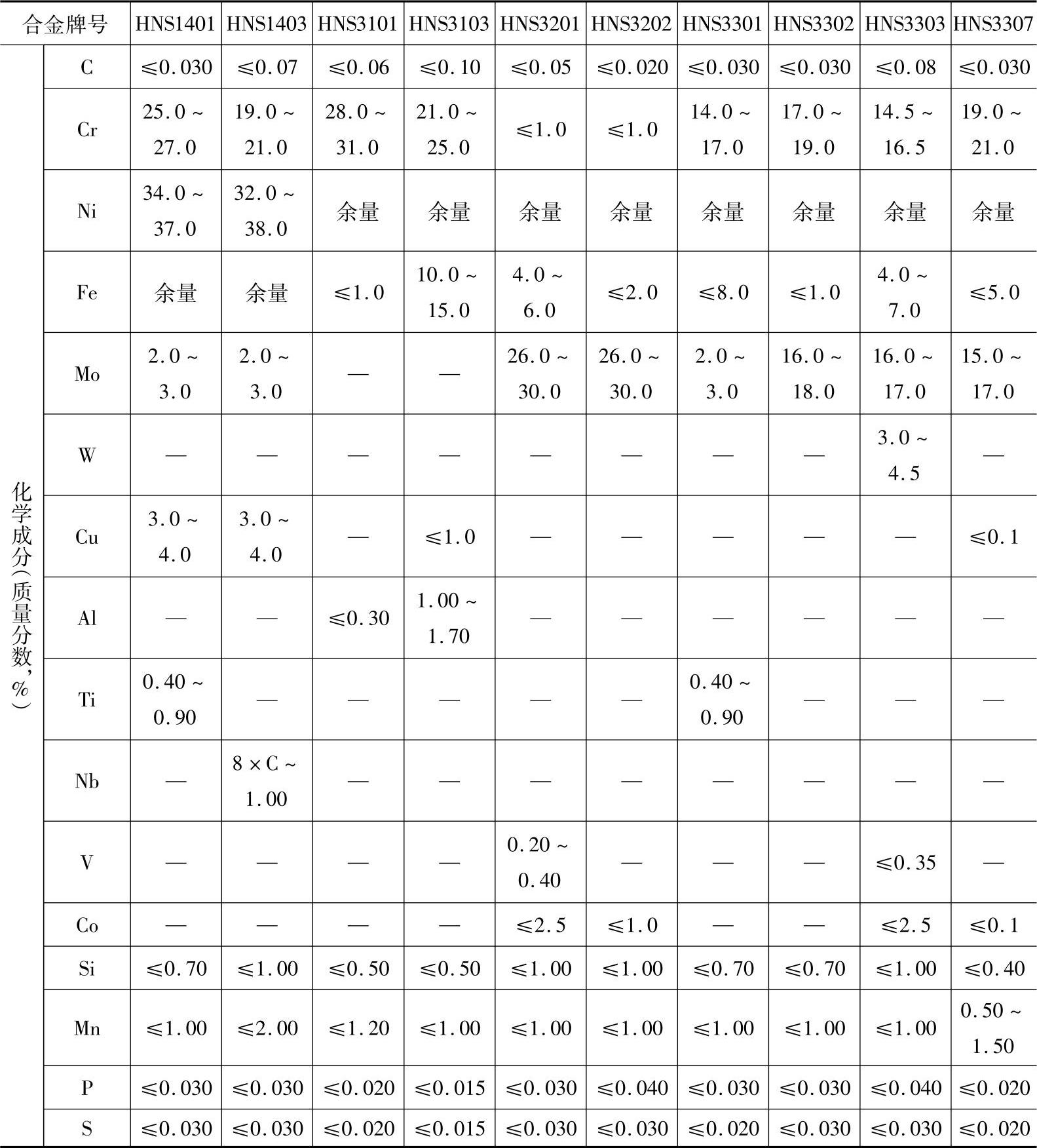
2.耐蚀合金焊丝的牌号及化学成分
1)耐蚀合金焊丝的牌号及化学成分见表5-66。
表5-66 耐蚀合金焊丝的牌号及化学成分(摘自YB/T 5263—1993)
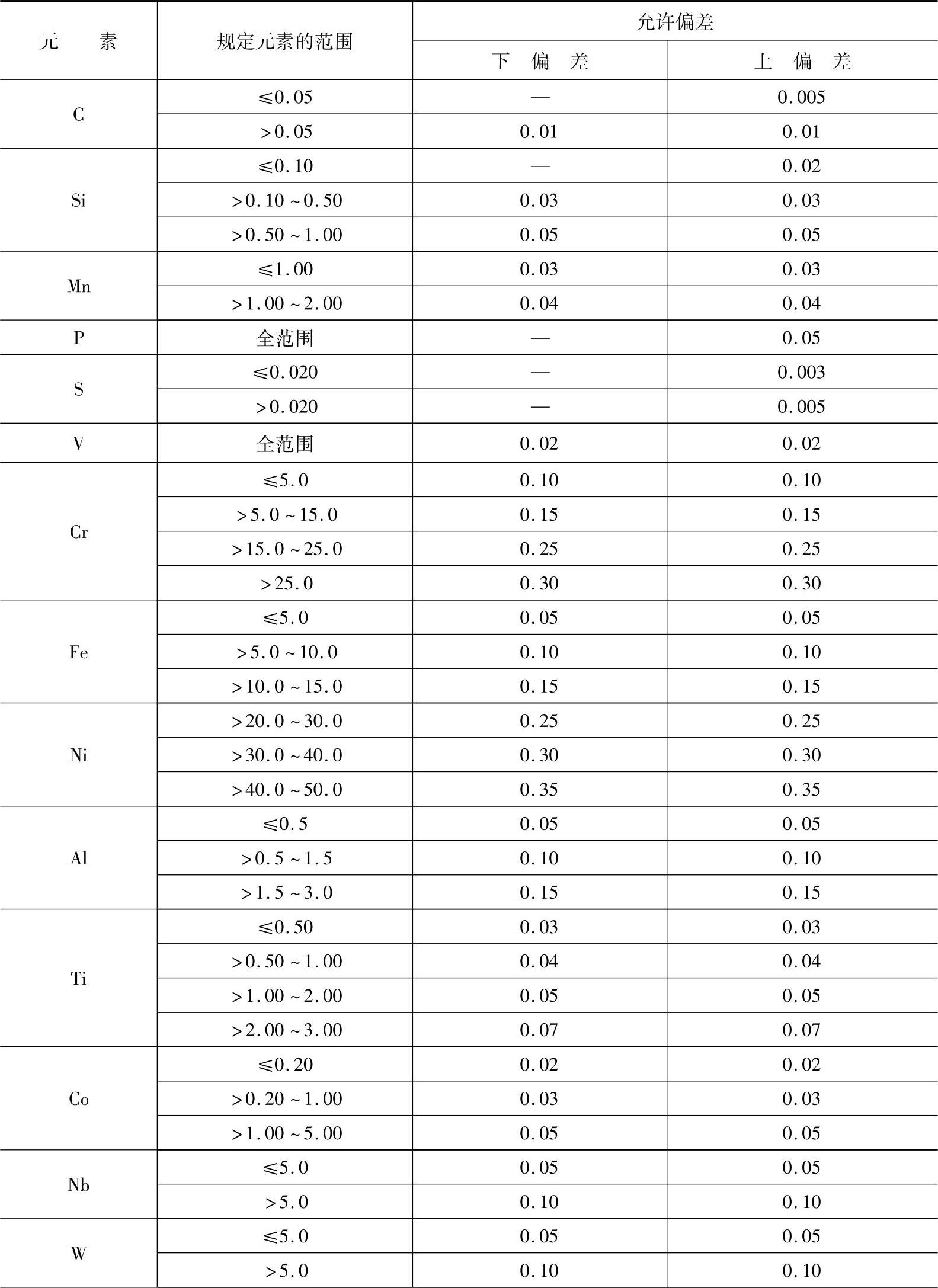
2)成品焊丝的化学成分允许偏差见表5-67所示。
表5-67 成品焊丝的化学成分允许偏差(摘自GB/T 15007—2008)(质量分数,%)
(续)

3.耐蚀合金焊丝的抗拉强度
耐蚀合金焊丝的抗拉强度见表5-68。
表5-68 耐蚀合金焊丝的抗拉强度(摘自YB/T 5263—1993)

4.耐蚀合金焊丝尺寸及极限偏差
1)耐蚀合金焊丝直径范围为:①软态:0.80~8.00mm;②冷拉:0.30~8.00mm。(https://www.xing528.com)
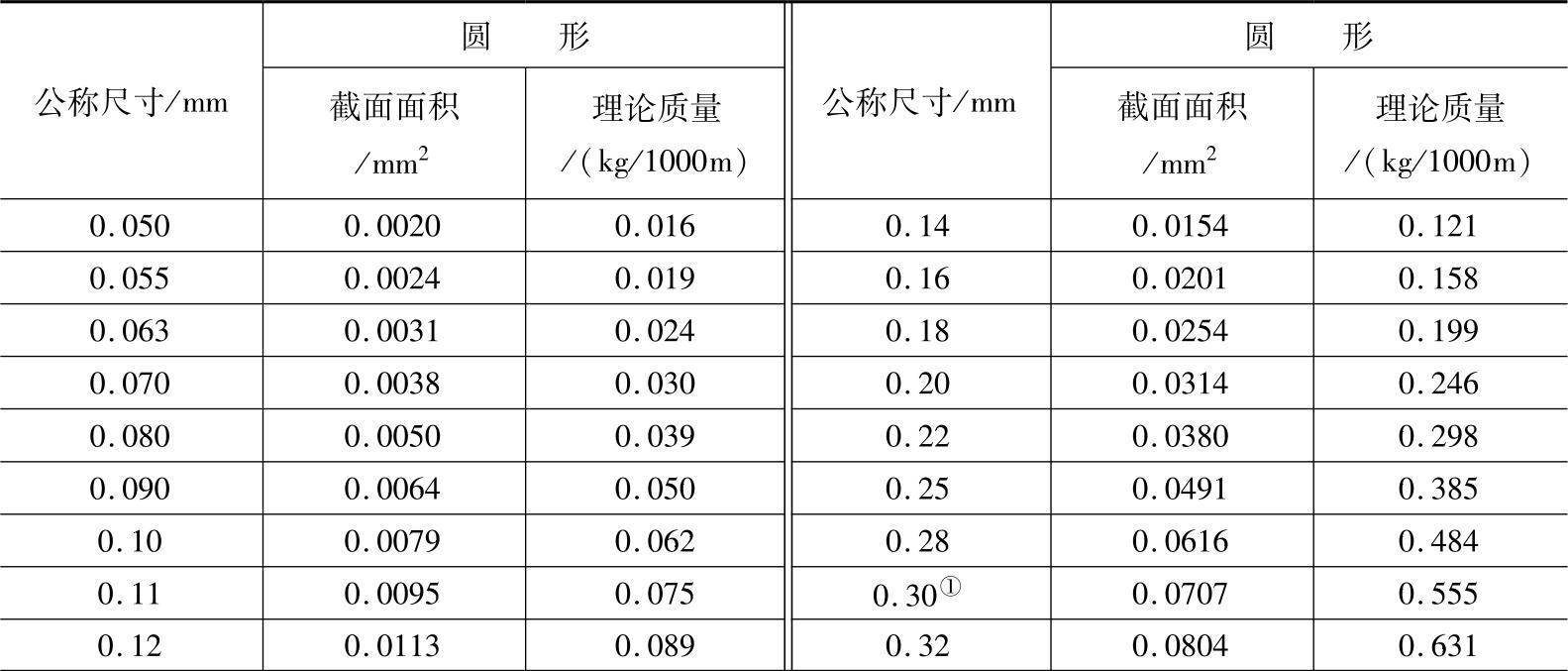
2)耐蚀合金焊丝直径及理论质量见表5-69。
表5-69 耐蚀合金焊丝直径及理论质量(摘自GB/T 342—1997)
(续)
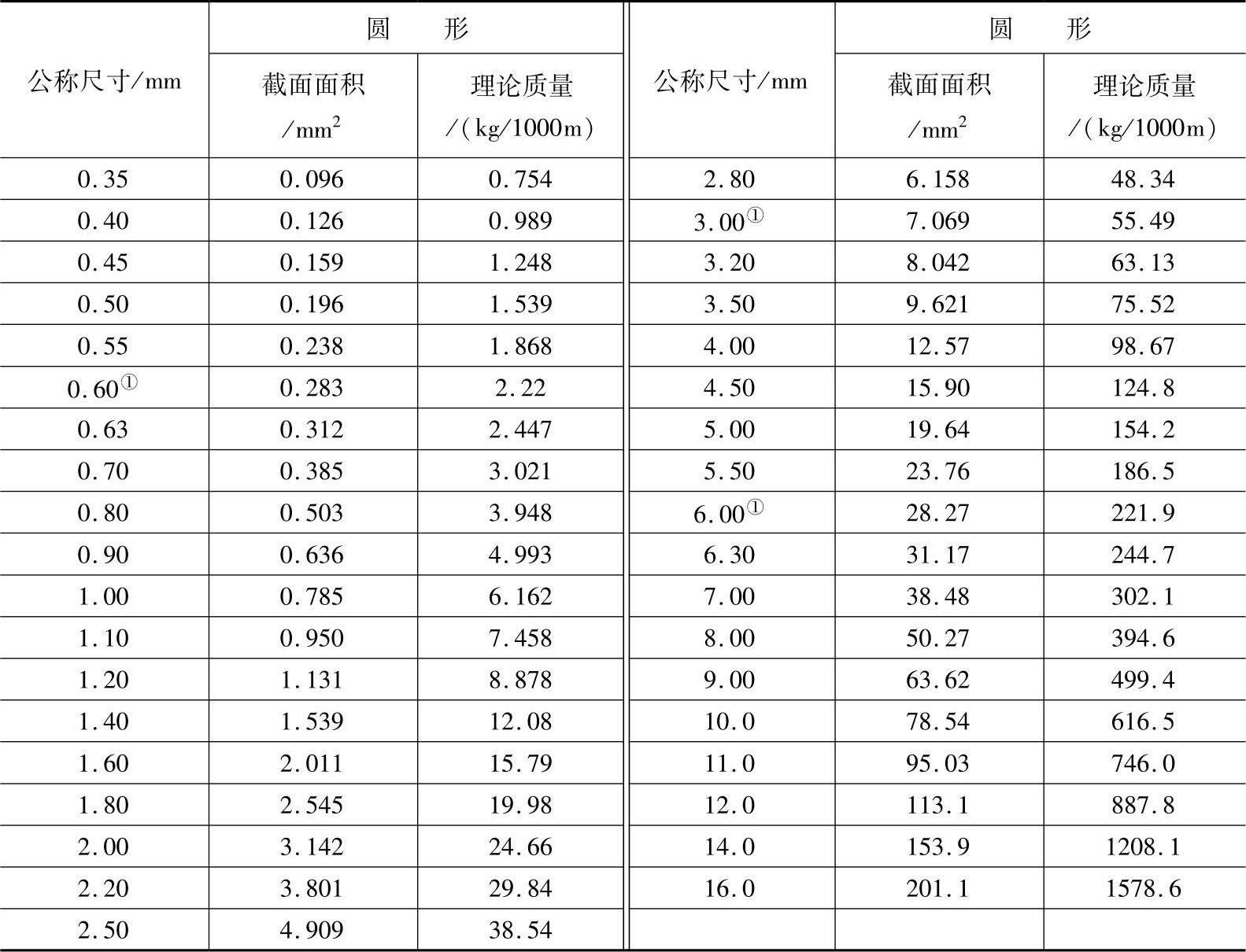
注:表中的钢丝直径系列采用R20优先数系。
①为补充的R40优先数系中的优先数系。
3)焊丝的圆度误差不得大于直径公差的1/2。
4)焊丝应成盘供应,焊丝盘应规整,不得散乱或呈“∞”字形。直径小于0.60mm焊丝可以线轴供应。
5.耐蚀合金焊丝的交货状态
1)焊丝按冷拉或软态供货。要求软态供货时,应在合同中注明,未注明者均按冷拉状态供货。
2)焊丝表面不得有润滑涂层,表面不涂油,但允许涂一层薄石灰。
6.耐蚀合金焊丝的试验方法
焊丝试验方法及取样规则见表5-70。
表5-70 焊丝试验方法及取样规则(摘自YB/T 5263—1993)

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。