



【摘要】:表5-14 焊管用钛带的牌号、状态和规格2.焊管用钛带的化学成分焊管用钛带的化学成分见表5-15。表5-16 焊管用钛带的纵向室温力学性能4.工艺性能焊管用钛带的弯曲试样应能承受105°的冷弯,在弯曲部位的外侧不产生裂纹。表5-17 弯曲直径与带材厚度的关系5.外观质量1)焊管用钛带材表面应光洁、平滑,呈金属本色。4)允许顺轧制方向清除局部缺陷,但清理后带材的厚度不得小于最小允许厚度。
1.焊管用钛带的牌号、状态和规格
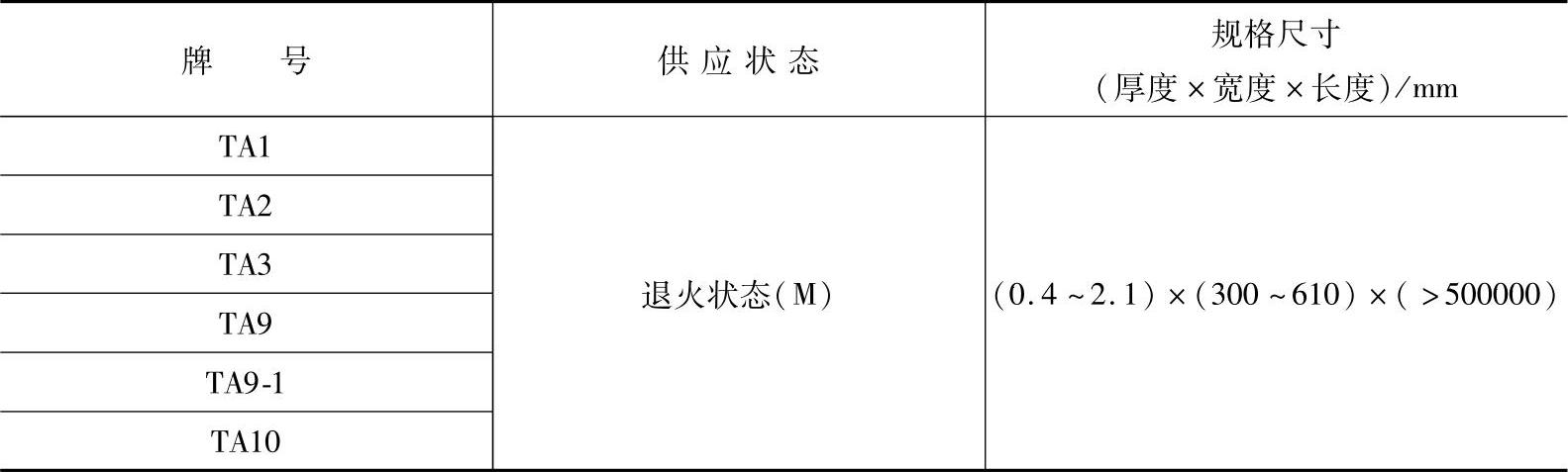
焊管用钛带的牌号、状态和规格见表5-14。
表5-14 焊管用钛带的牌号、状态和规格(摘自YS/T 658—2007)
2.焊管用钛带的化学成分
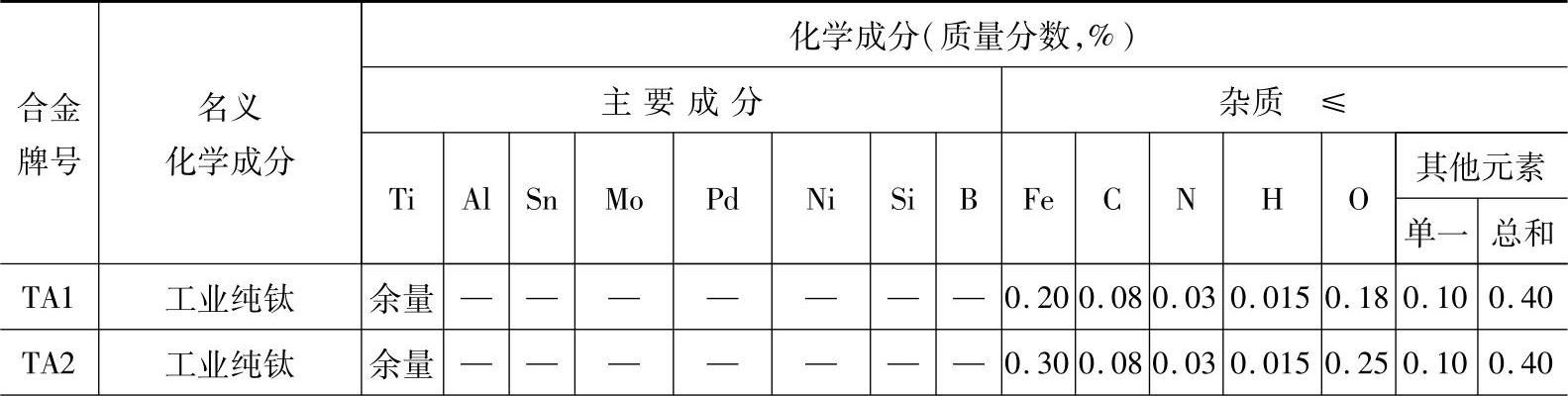
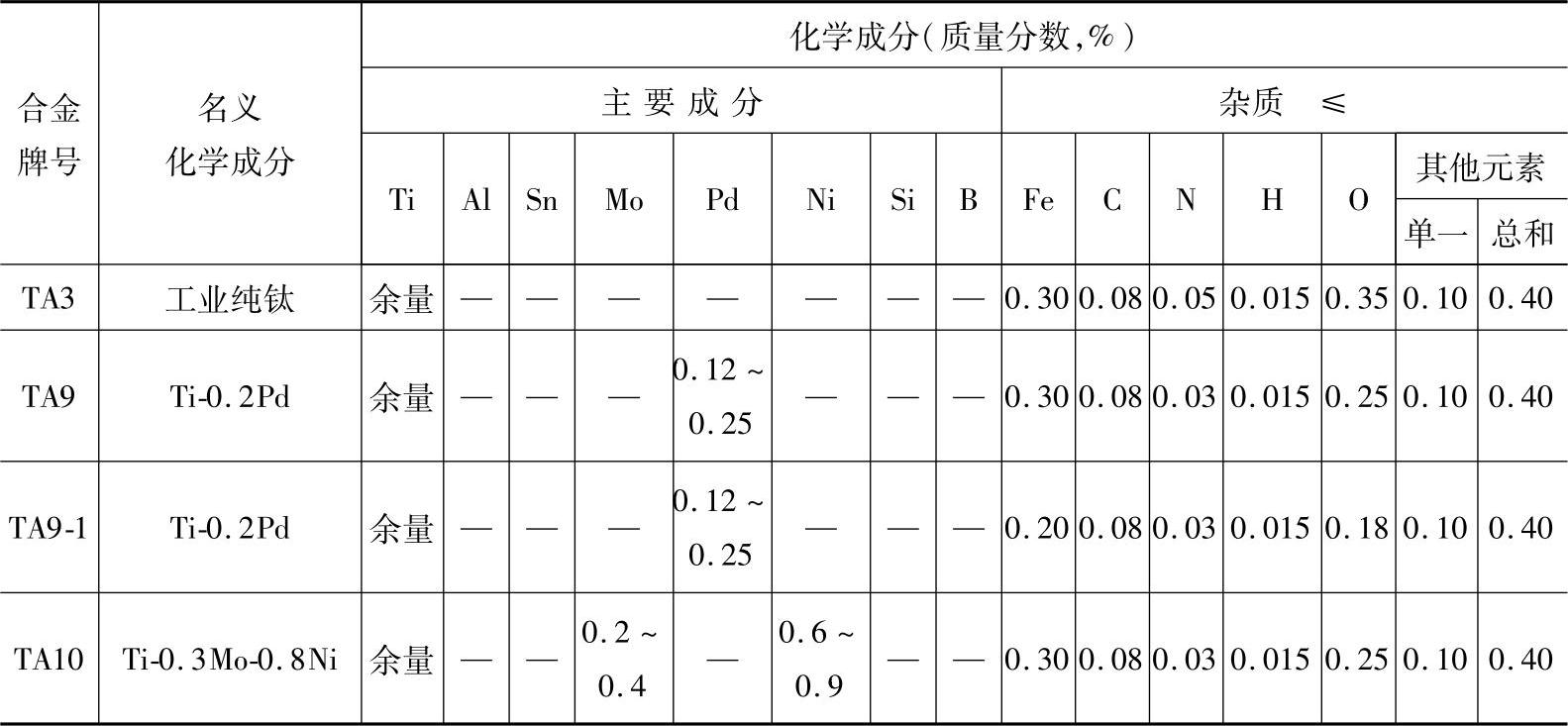
焊管用钛带的化学成分见表5-15。
表5-15 焊管用钛带的化学成分(摘自GB/T 3620.1—2007)
(续)
3.纵向室温力学性能
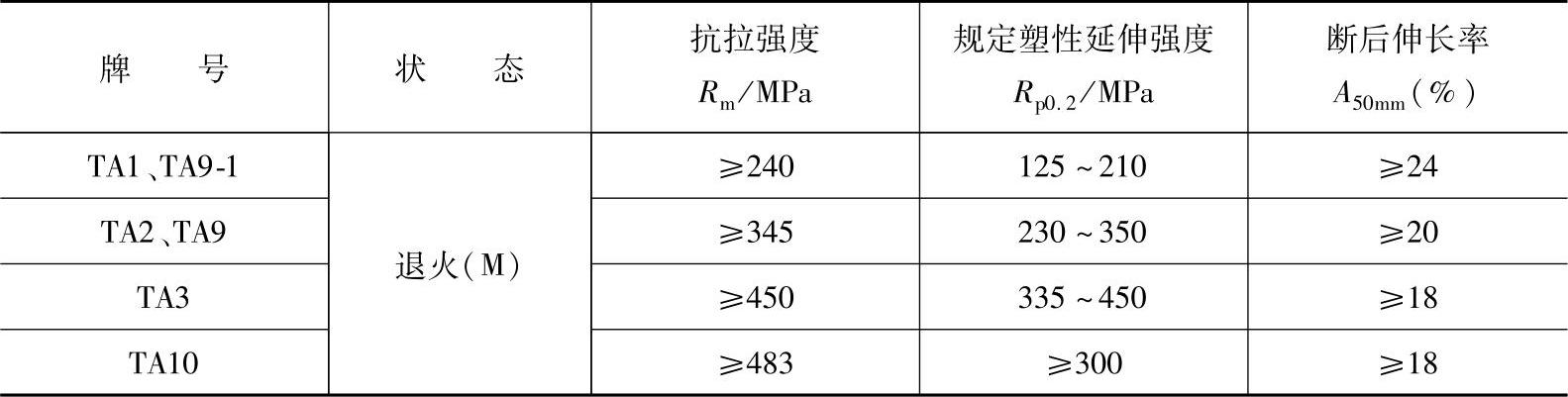
焊管用钛带的纵向室温力学性能见表5-16。(https://www.xing528.com)
表5-16 焊管用钛带的纵向室温力学性能(摘自YS/T 658—2007)
4.工艺性能
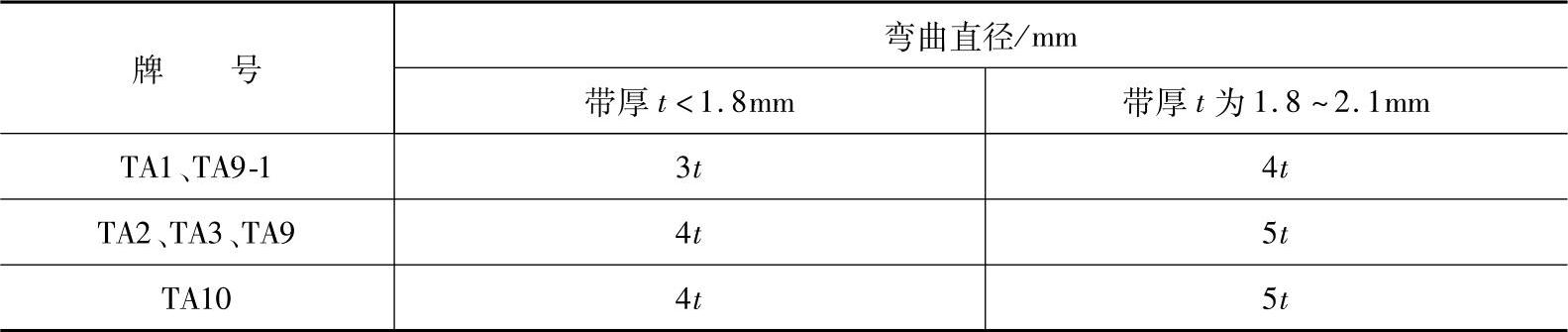
焊管用钛带的弯曲试样应能承受105°的冷弯,在弯曲部位的外侧不产生裂纹。弯曲直径与带材厚度的关系应符合表5-17的规定。每个弯曲试样应进行正反两面单独的弯曲试验,以使正反两面都在受拉状态下进行试验。
表5-17 弯曲直径与带材厚度的关系(摘自YS/T 658—2007)
5.外观质量
1)焊管用钛带材表面应光洁、平滑,呈金属本色。不允许有氧化皮,但允许存在轻微的发暗和局部水迹。退火的带材可经酸洗供货,不得进行喷砂或磨光等处理。
2)允许有局部不超出厚度极限偏差之半的划伤、压痕、凹坑等缺陷。
3)带材表面不允许有裂纹、起皮、压折、金属与非金属夹杂物等缺陷。
4)允许顺轧制方向清除局部缺陷,但清理后带材的厚度不得小于最小允许厚度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。