



1.焊条型号
压水堆核电厂1、2、3级设备用低合金钢焊条型号包括E5518-G、E5515-G、E5018-G和E5015-G。
2.焊条尺寸及药皮要求
压水堆核电厂1、2、3级设备用低合金钢焊条尺寸及药皮要求与压水堆核电厂1、2、3级设备用碳钢焊条要求相同。
3.T型接头角焊缝
压水堆核电厂1、2、3级设备用低合金钢焊条T型接头角焊缝试验及试验结果应符合GB/T 5118—2012的规定,且焊缝根部不允许有未熔合。
4.熔敷金属化学成分
压水堆核电厂1、2、3级设备用低合金钢焊条熔敷金属化学成分应符合表4-73的要求。
5.熔敷金属力学性能[焊态或(和)模拟消除应力热处理状态]
(1)室温拉伸试验 熔敷金属室温拉伸试验结果应符合表4-74规定。
(2)高温拉伸试验 高温拉伸试验温度为350℃或360℃,熔敷金属高温拉伸试验结果应符合表4-75规定。
表4-73 压水堆核电厂1、2、3级设备用低合金钢焊条熔敷金属化学成分(摘自NB/T 20009.2—2010)
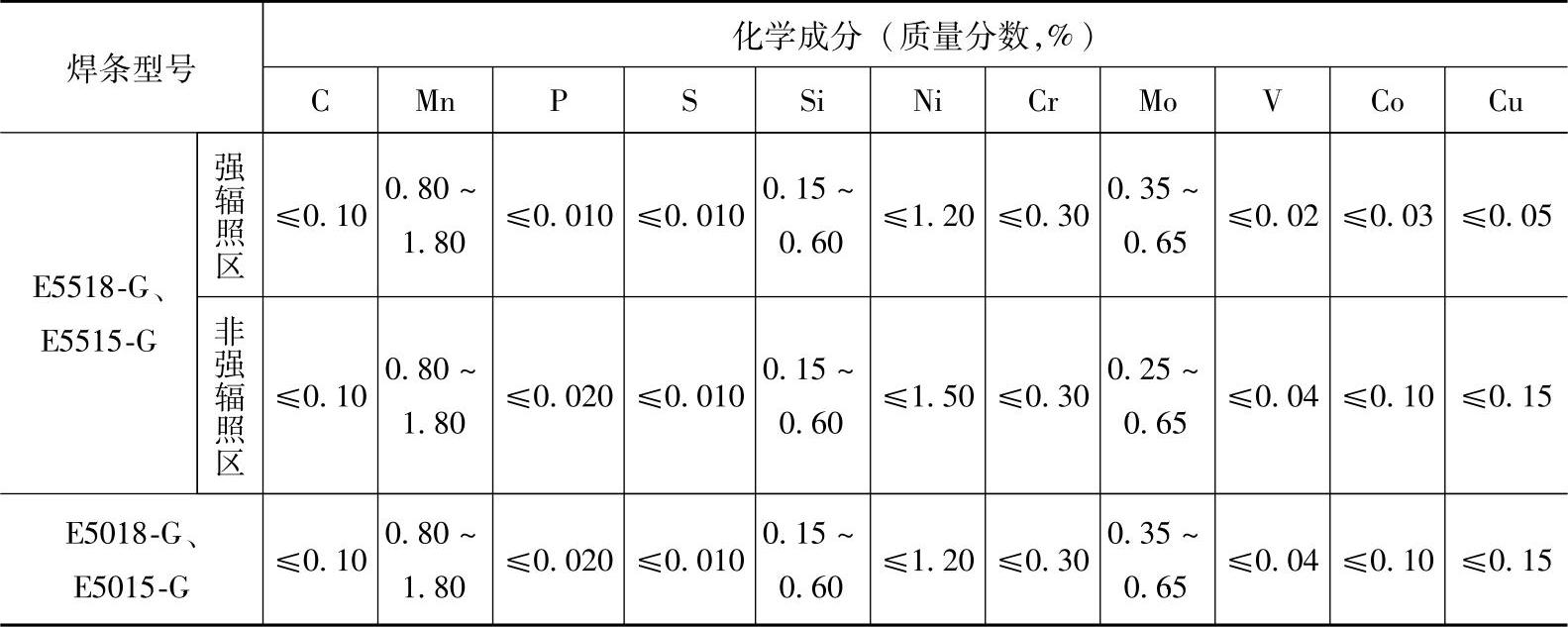
注:E5518-G用于1级设备,应考虑微量元素(Sn、Sb、B、As)的考核要求。
表4-74 熔敷金属室温拉伸试验(摘自NB/T 20009.2—2010)

① 根据母材确定下限值。
表4-75 熔敷金属高温拉伸试验(摘自NB/T 20009.2—2010)

① 根据母材确定。
(3)夏比V型缺口冲击试验 压水堆核电厂1、2、3级设备用低合金钢焊条熔敷金属夏比V型缺口冲击试验的温度和合格标准应符合相应母材和规格书的规定要求或符合下列要求:
1)在0℃,一组3个试样的试验结果,应满足冲击吸收能量平均值大于56J,单个最小值大于40J(只允许有1个在规定的平均值以下)。
2)在-20℃,一组3个试样的试验结果,应满足冲击吸收能量平均值大于40J,单个最小值大于28J(只允许有1个在规定的平均值以下)。(https://www.xing528.com)
3)对于强辐照区,在20℃,一组3个试样的试验结果,应满足每个冲击吸收能量值大于104J。
4)对于强辐照区以外,在20℃,一组3个试样的试验结果,应满足每个冲击吸收能量值大于72J。
(3)强辐照区上平台能量 对于强辐照区,上平台能量(USE)冲击吸收能量应不低于104J(3个试样的每个值)。
6.焊缝射线检测
对接试板焊缝100%射线检测。焊缝射线检测结果应符合NB/T 20003.3—2010的1级设备的要求。
7.药皮含水量
压水堆核电厂1、2、3级设备用低合金钢焊条应在未烘干的情况下试验,含水量不大于0.2%。
8.熔敷金属中扩散氢含量
压水堆核电厂1、2、3级设备用低合金钢焊条熔敷金属中的扩散氢含量采用水银法或色谱法测定,含量应不大于5.0 mL/100g。
9.试验方法
(1)T型接头角焊缝试验 压水堆核电厂1、2、3级设备用低合金钢T型接头角焊缝试验按GB/T 5118—2012的规定执行。
(2)熔敷金属化学成分和力学性能试验 压水堆核电厂1、2、3级设备用低合金钢焊条熔敷金属化学成分和力学性能试验按下列方法进行:
1)试验用母材、试板的制备要求、力学性能试验取样位置均与NB/T 20009.2—2010相同,只是化学分析试样取自符合GB/T 5118—2012的堆焊金属块。
2)焊条烘干与焊接电流种类:试验前焊条应经过350℃保温2h的烘干或按焊材供货方推荐的条件烘干,然后存放在温度高于100℃的烘箱内,随用随取。焊材检验试板的焊接应在订货单位指定的焊接参数下进行,应覆盖产品焊接中的最大范围。焊接电流种类应为直流反接(焊条接正极)。每一道焊完后,要改变焊接方向,每层至少焊接两道。
3)焊后热处理:当生产焊缝要求进行焊后热处理时,试件就应在适当的焊后热处理状态下进行试验。焊后热处理的保温时间至少应为生产焊缝金属所经受的累积焊后热处理保温时间的80%。一般可取保温温度(610±10)℃,保温时间15h。350℃以上的升温、降温速度应不高于220℃/h。
4)熔敷金属化学成分分析及力学性能试验方法与NB/T 20009.1—2010相同。
(3)焊缝射线检测 压水堆核电厂1、2、3级设备用低合金钢焊缝射线检测与NB/T 20009.1—2010相同。
(4)熔敷金属中扩散氢含量测定 压水堆核电厂1、2、3级设备用低合金钢焊条熔敷金属中扩散氢含量测定与NB/T 20009.1—2010相同。
(5)药皮含水量测定 压水堆核电厂1、2、3级设备用低合金钢焊条药皮含水量测定应符合GB/T 5118—2012的规定。
10.批量划分、包装和标志
压水堆核电厂1、2、3级设备用低合金钢焊条批量划分、包装和标志与NB/T 20009.1—2010相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。