



PP捆扎绳具有强度高、美观、防潮、耐酸碱、质轻、柔软、手感好等优点,再配以各种颜色即成绚丽多彩的产品。它可以代替纸绳、麻绳,用于工业、商业、农业等各种物品的包装,应用非常广泛。
1.原料选择
生产PP捆扎绳所用的聚丙烯原料与PP打包带相同。使用粉状聚丙烯时,需加抗氧剂,如不加抗氧剂就要加入10~20质量份的LDPE以确保质量。PP捆扎绳的典型配方见表11-15。
表11-15 PP捆扎绳的典型配方(质量份)

2.设备选择
(1)挤出机 通常采用SJ-65~SJ-90型挤出机,突变型螺杆,螺杆长径比(L/D)为20。
(2)机头 一般采用螺旋式机头,出料均匀,膜的厚薄比较容易控制。机头口模直径为200~300mm,口模周边上刻有深0.5~0.8mm的凹槽,可使产品在纵向拉伸时有加强筋,同时使产品有纤维般的手感。
(3)辅机
①两个冷却风环。冷却风环供冷却管膜用。
②人字夹板。由四块多孔不锈钢板组成,夹角为15°~20°。
③切刀。为一组刀架,用扳手可以转动,使用时,将刀片固定在刀架上。
④热弓板。弓形加热板长2m、宽0.75m,其内部装有加热电炉丝,温度要保持恒定,要使用自动控制装置。
⑤牵引辊。共三对牵引辊,每对由一个ϕ200mm的胶辊和一个钢辊组成,由三相异步电磁调速电动机实现无级变速控制。(https://www.xing528.com)
⑥吹飞装置。吹飞装置装在牵引辊后面,上下各安装一个,唇缝尺寸为5mm×700mm,间隙为20mm,由鼓风机供风。吹飞的作用一是为膜条向卷取机提供前进的动力;二是防止膜条卷绕在高速旋转的牵引辊上。
⑦卷取辅机。卷取辅机为一柜形装置,每台卷取辅机上装有一个力矩电动机,转速为720r/min,功率50W。这样可保证每个卷上的绳在卷取时内外层松紧度一致。
3.生产工艺
(1)工艺流程 将PP颗粒料投入挤出机中,使物料充分熔融塑化,再经过机头挤出吹塑成筒膜,然后将筒膜拉伸,再经刀具切割成条而制得。PP捆扎绳的生产工艺流程如图11-11所示。
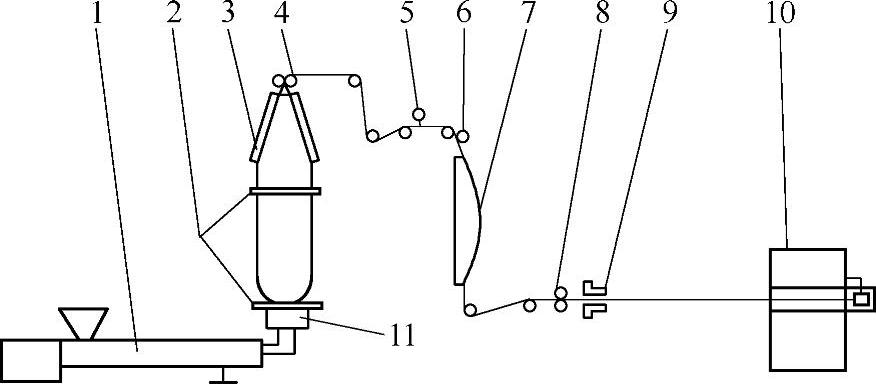
图11-11 PP捆扎绳的生产工艺流程
1—挤出机 2—风环 3—人字夹板 4、6、8—牵引辊 5—切刀 7—热拉伸弓板 9—吹飞装置 10—卷取装置 11—机头
(2)生产工艺控制
①挤出机温度控制。机筒分3段控温,温度依次为190℃、200~210℃、220~230℃,机头温度为240~250℃。
②吹膜。PP熔体经吹膜机头挤出成管膜,管膜向上经人字架由一对牵引辊牵引。管膜的吹胀比约为1.2∶1。
③切条。吹胀过的管膜经过牵引辊后被一排切刀切成具有一定尺寸的窄条。
④拉伸。窄条再经过一对牵引辊后进入热拉伸弓板,热拉伸弓板长2m,表面温度约110℃,窄条在热拉伸弓板上受热后随即被拉伸,拉伸倍数为6~7倍。在热拉伸弓板表面要覆盖一层聚四氟乙烯膜,这样可以保证加热均匀,减小拉伸时的摩擦因数,同时保护拉伸板。拉伸速度为90~100m/min。
⑤卷取。经过拉伸后的窄条再经过一对牵引辊,进入卷取装置,卷取成大小不同的卷或球。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。