



塑料打包带具有质轻、防潮、美观、耐腐蚀以及改善打包劳动强度等特点。生产塑料打包带所用的原料有PP、PE、PVC等,其中以PP打包带为主,约占塑料打包带总量的90%,广泛应用于日用百货、纺织、服装、书店、邮电及出口产品的包装等方面。
1.原料选择
生产PP塑料打包带应选用熔体流动速率(MFR)为2~3.5g/10min的聚丙烯树脂,如北京燕山石化总厂化工厂生产的2601、2301、2602、2302等型号。根据需要还可以加入适当的颜料用来生产不同颜色的打包带。PP打包带原料配方见表11-13。
表11-13 PP打包带原料配方

聚丙烯(PP)母料价格便宜,加入它可以降低产品成本,同时也可以保证产品质量。
2.设备选择
(1)挤出机 常用SJ-45型普通单螺杆挤出机,突变型螺杆,螺杆长径比(L/D)为20。
(2)机头 选用直机头或直角式机头。机头有效长度为80mm,口模长65mm,厚3mm。
(3)冷却水槽 冷却水槽的尺寸为0.7m×0.4m×0.8m,水槽的高度应能自由调整。
(4)牵引机 目前使用的是单向拉伸装置,牵引采用双辊内旋龙门压下式牵引辊。用两个无级变速装置分别调节辊筒转速,形成前后两个拉伸辊的线速度差。
(5)拉伸槽 拉伸方法有干法拉伸和湿法拉伸两种。从加热方式看,有蒸汽水浴加热、电热水浴加热、远红外线加热、热风循环加热、辊筒加热、油浴加热等方式。考虑到生产成本和实施的方便,目前大都采用蒸汽水浴和电热水浴来加热,水槽长1.5~2m。
(6)卷绕 打包带的卷绕有两种方法。成品宽度等于带的宽度,称为窄盘卷绕,主要用于手工打包带。成品宽度大于带的宽度,称为调盘卷绕,主要用于机械打包带。
3.生产工艺(https://www.xing528.com)
(1)工艺流程 先将PP颗粒料投入挤出机,物料受热熔融,经机头挤出成带,再经拉伸和压花等工序即成PP塑料打包带。其生产工艺流程如图11-10所示。

图11-10 PP塑料打包带生产工艺流程图
1—挤出机 2—机头 3—冷却水槽 4—第一牵伸辊 5—热拉伸水槽 6—第二牵伸辊 7—压花辊 8—第三牵伸辊 9—卷取辅机
(2)生产工艺控制
①挤出机温度控制。机筒温度分三段控制,第一段约为120℃,第二段约为170℃,第三段约为220℃;机头温度为250~280℃。
②冷却。带料出机头后温度很高,要立即进入水中冷却,因为等规PP在急冷的情况下容易生成酝晶结构,酝晶分子结构较疏松,容易拉伸取向,获得高质量的产品。冷却水温一般控制在30~40℃,模口距水面的距离为15~45mm。
③拉伸。拉伸的目的是为了提高打包带的纵向强度,减少伸长率。拉伸必须在沸水中进行,一般采用一次拉伸,拉伸倍数为8~10倍。
④压花。拉伸后的打包带经过两个带花纹的压辊,便被压上花纹,其目的是在使用中增加摩擦,不打滑,外表美观大方。
⑤后处理。为了提高印刷油墨的浸润性和附着牢度,拉伸后的打包带表面应进行电晕处理。为了消除打包带拉伸和压花工序中产生的内应力,打包带还需要在张紧状态下用沸水进行退火热处理,以保证制品的质量稳定。
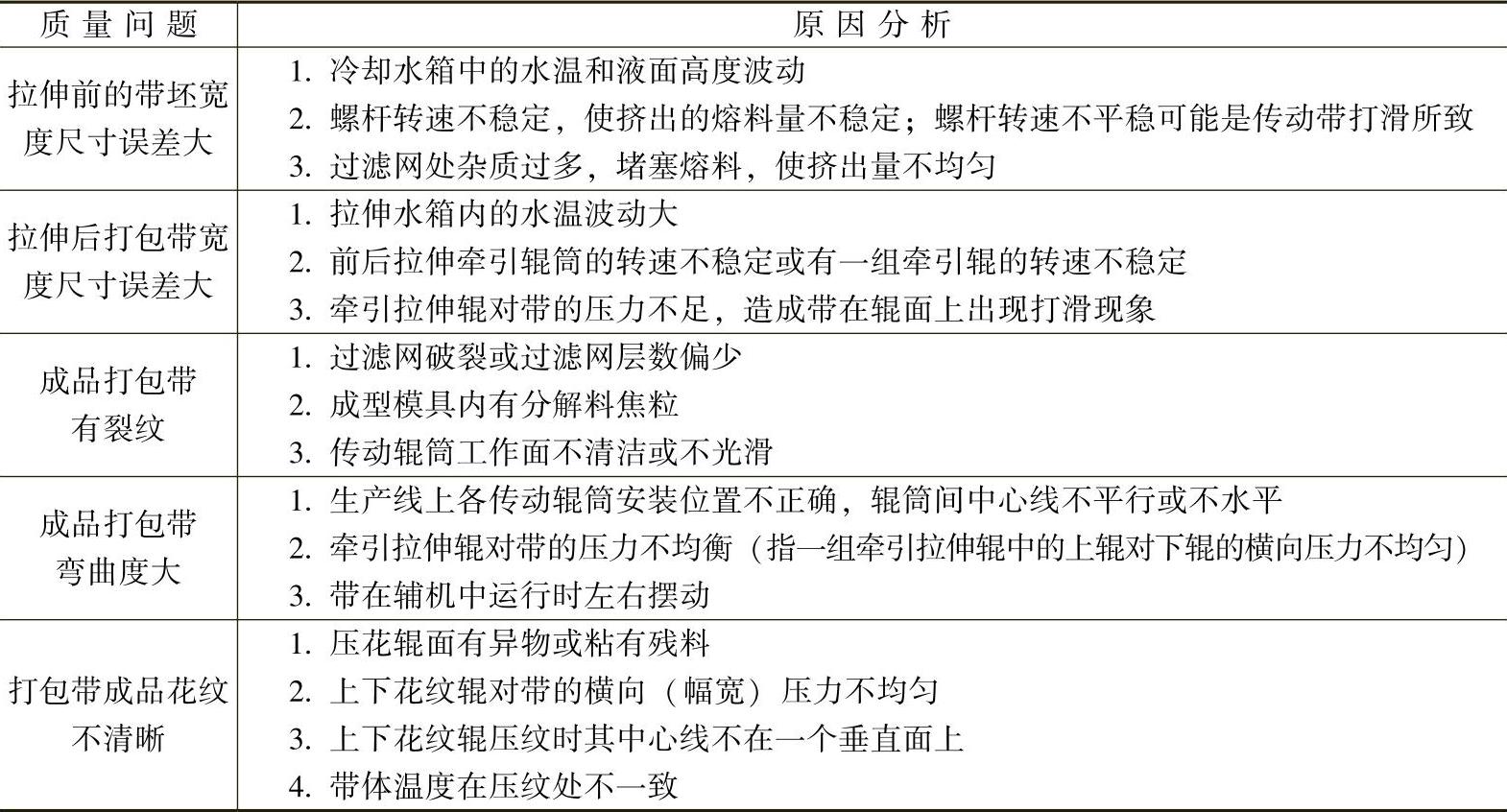
4.生产中易出现的质量问题及原因分析(表11-14)
表11-14 PP打包带生产中易出现的质量问题及原因分析
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。