



聚氯乙烯(PVC)单丝有硬质PVC单丝和软质PVC单丝,硬质PVC单丝用于绳索、织网、毛刷、纱窗等,软质PVC单丝用作日用品的编织。PVC单丝有一定的硬度和强度,韧性和耐化学腐蚀性较高,因此应用非常广泛。
1.硬质PVC单丝
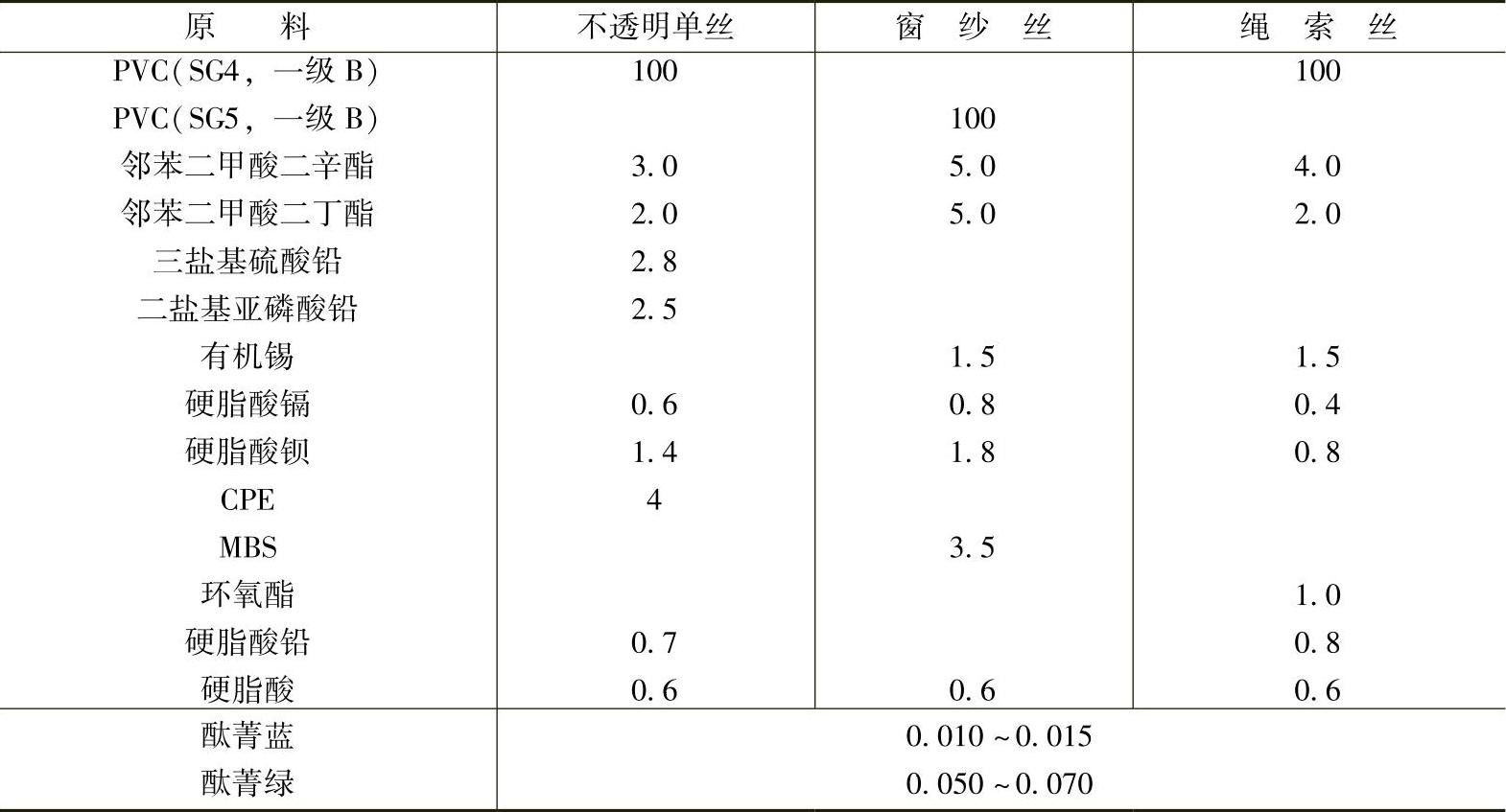
(1)原料选择 硬质PVC单丝要选用流动性好的SG4或SG5型树脂,加入少量的增塑剂可以改善流动性。稳定剂的用量在5质量份以上,不透明单丝可用铅盐类稳定剂,窗纱用有机锡稳定剂。在配方中加入一定的增韧改性剂,有利于改善PVC的脆性。为了防止颜料阻塞喷丝孔,所用颜料要研磨成浆料后再使用,这样可使单丝色泽均匀一致。一般不加填料。几种硬质PVC单丝所用原料与典型配方见表11-4。
表11-4 几种硬质PVC单丝所用原料与典型配方(质量份)
(2)设备选择
1)挤出机。一般选用螺杆直径为45mm、65mm的挤出机,螺杆长径比为20。挤出机与机头连接处应放置过滤网和过滤板,防止杂质进入机头堵塞喷丝孔,也可避免由于杂质的原因引起单丝断头。滤网的筛孔直径为0.45mm/0.125mm/0.45mm。
2)机头。生产PVC单丝一般使用直角式机头,机头和喷丝板的结构与PE单丝的相同。机头内流道要呈喇叭口形,大小端直径比一般为2~4,这样可以产生一个压缩比,将物料压实。分流器扩张角一般为30°~50°;喷丝孔的长径比一般为4~6;喷丝孔的数目约为12~24个。喷丝板的孔径与单丝直径的关系见表11-5。
表11-5 喷丝板的孔径与单丝直径的关系

3)其他设备。拉伸设备与热处理设备都与HDPE单丝相同。卷取装置与其他单丝不同,不宜用复丝卷取后再分丝的方法,而是采用单根丝分别卷取,每个卷取辊筒由一个小的力矩电动机带动。
(3)生产工艺 硬质PVC单丝的工艺流程如图11-5所示。

图11-5 硬质PVC单丝的工艺流程
硬质PVC单丝从机头挤出后不用进入冷却水箱,直接在空气中冷却即可,然后进入热水箱进行拉伸,再经热处理后进行卷取。分丝板到喷丝孔的距离约为200~400mm。
1)配料。配料前,必须将PVC树脂、稳定剂、润滑剂进行过筛处理,除去其中的杂质,保证拉丝过程顺利进行,减少断头率。所用颜料最好磨浆后再使用,这样可使单丝色泽均匀一致。配料时,如果采用高速捏合机,混合时间约5min,用一般低速捏合机,混合时间约20~30min。
2)挤出造粒。将配好的粉料送至造粒机挤出造粒,造粒温度控制在160~170℃。如果用螺杆长径比较大的挤出机生产单丝,也可省去造粒这道工序,用粉料直接抽丝。(https://www.xing528.com)
3)单丝挤出温度。挤出机的机筒分4段控温,各段的温度为:80~100℃、100~120℃、120~140℃、140~160℃;连接器和喷丝板的温度均为170~180℃。
4)拉伸。拉伸在沸水浴中进行,水槽长为1.5~1.8m。用蒸汽直接将水加热至沸腾;或在水槽中装置套管,将电炉丝套上绝缘瓷环穿入套管中,用电加热,将水加热至沸腾。
硬质PVC单丝的拉伸倍数由其用途决定。生产窗纱丝时的拉伸倍数为2.5~3.5;生产绳索丝时的拉伸倍数为3.5~4.5。第一拉伸辊的转速为10~20r/min,第二拉伸辊的转速为30~80r/min。
5)热处理。为了使单丝质量稳定,提高热收缩温度,减少回缩,拉伸后的丝必须在沸水浴中进行热处理。第三拉伸辊的转速比第二拉伸辊的转速慢3%~5%。窗纱丝的直径为(0.20±0.03)mm,绳索丝的直径为(0.22±0.03)mm。
2.软质PVC单丝
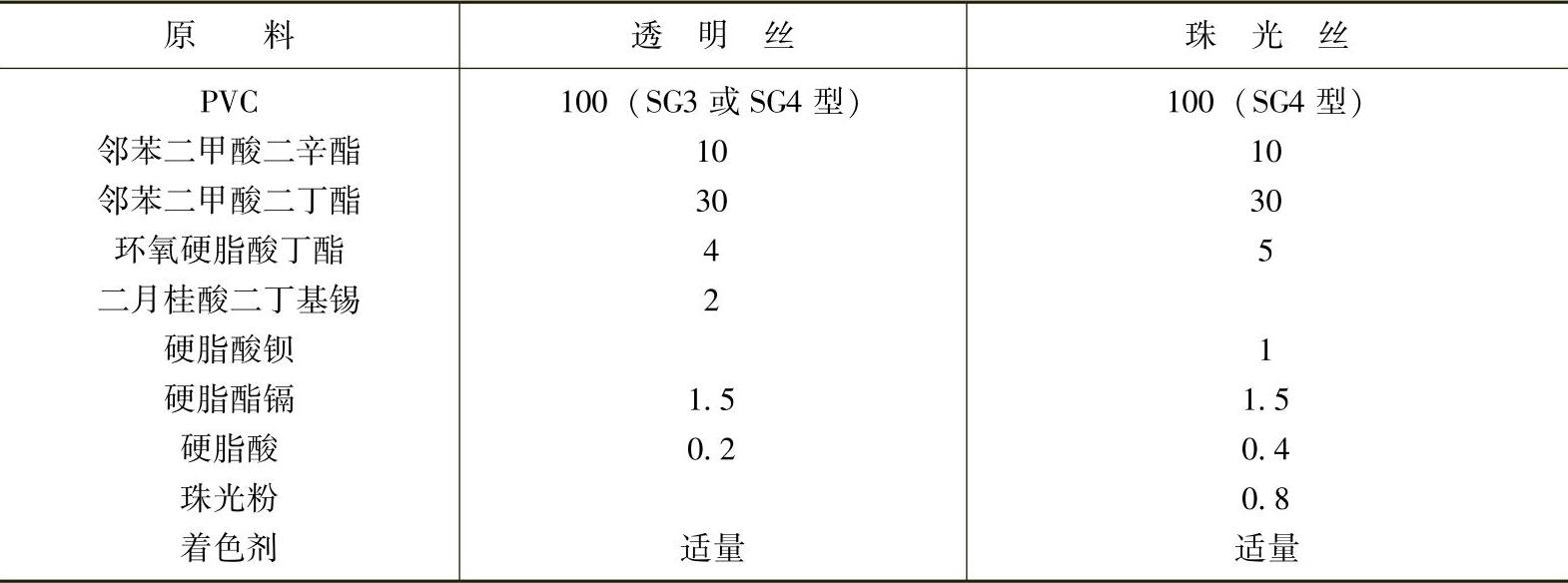
(1)原料选择 几种软质PVC单丝的原料与配方见表11-6。
表11-6 几种软质PVC单丝的原料与配方(质量份)
(2)设备选择 由于单丝直径较小,一般选用ϕ45mm的单螺杆挤出机。采用直角式机头,单丝向下挤出,冷却水沿单丝一起向下流动。在机头下方3~5m处收集单丝,卷成一定长度的丝束,冷却水流入水箱循环使用。
空心丝机头是挤管机头。实心丝机头喷丝板直径比硬质PVC单丝大,喷丝板的孔径为3~4mm,单丝直径为1~2mm,喷丝孔的长径比为6~8。
(3)生产工艺
①物料混合。高速热混合时间为15~18min,出料温度为90~95℃;低速冷混合时间为5~8min,出料温度小于50℃。
②挤出造粒。机筒温度为100~150℃,机头温度为130~140℃。用热切粒法造粒。
③单丝挤出温度。机筒温度为120~170℃,机头温度为140~160℃。
④冷却水温度。冷却水为常温下的自来水。
⑤空心圆丝生产。空心圆丝的生产过程与小直径软质PVC管材相似。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。