



聚碳酸酯(PC)具有高抗冲击性、高度透明性、无毒,可用挤出吹塑、注射吹塑、注射-拉伸-吹塑、共挤出吹塑等方法制成中空包装容器,其中挤出吹塑和注射-拉伸-吹塑成型方法应用最多。PC容器可直接用于矿泉水、纯净水、蒸馏水的包装。PC的成型收缩率较低,瓶口尺寸稳定,便于桶与饮水机的配合和重复使用。另外,PC具有良好的耐热性、耐低温性和耐候性,使PC桶能在不同的温度环境下使用。PC的阻气性及湿气渗透性较差,若盛装碳酸饮料及对氧敏感的食品时需要使用共挤出吹塑法制成多层复合容器。
1.原料选择
选用中粘度或高粘度的吹塑级PC树脂,树脂的熔体流动速率MFR一般为3g/10min左右。可供选用的吹塑级PC树脂有美国通用电气公司的Lexan-PK-2870、德国拜耳公司的Makrolon KU-1239等。成型时,可均匀掺混清洁的边角回料,掺用比例不超过30%,掺用的粉碎料不能有过多粉末。当PC桶用于饮用水包装时,所用的树脂要符合食品卫生要求。
2.设备选择
(1)原料干燥装置 可选用空气循环去湿热风干燥装置、强制对流恒温烘箱等设备对PC树脂进行去湿干燥。
(2)挤出机 可选用带有储料缸直角机头的挤出吹塑成型机。挤出机的机筒、螺杆采用硬质钢制造,为防止挤出型坯的表面出现黑斑,不宜采用氮化钢。螺杆直径为70~100mm,螺杆形式为等距不等深的渐变型圆头螺杆;螺杆长径比(L/D)为20~24;螺杆压缩比为2.5~3.0。
(3)型坯机头 型坯机头的口模直径为90~100mm;机头内的熔体流道要光滑,定型段长度不超过4mm,模芯出口处宜采用R4~R5的圆角;机头流道应避免直角转弯,以防止积料或使物料降解;流道与熔体接触面要高度抛光、镀铬或镀镍,表面硬度应在65HRC以上,但不宜采用氮化钢制造;PC型坯的离模膨胀比较小,约为1.05~1.10;成型时,型坯的吹胀比一般为2~2.5。
(4)模具PC在吹胀成型时,冷却速率较快,为使制品冷却均匀,模具需采用模温控制装置,使模具温度保持在65~80℃,模温高有利于制得高光泽度的制品,但太高时,不利于脱模。模具可用铝、工具钢、铜铍合金制造,夹坯口嵌块宜用工具钢。PC熔体的可压缩性小,刀口部的逃料槽要足够宽,刀口的厚度为0.5~0.1mm,刀口角度为15°~25°。模具型腔应设排气性良好的排气槽及排气孔,分型面排气槽宽度为6mm,深度为0.05~0.13mm。在制品不要求高透明、高光泽的部位,型腔可以喷砂或刻制细花纹,以利于型腔排气。PC桶的成型收缩率约为0.5%~0.8%。
3.生产工艺
(1)工艺流程PC瓶成型工艺流程如图10-13所示。
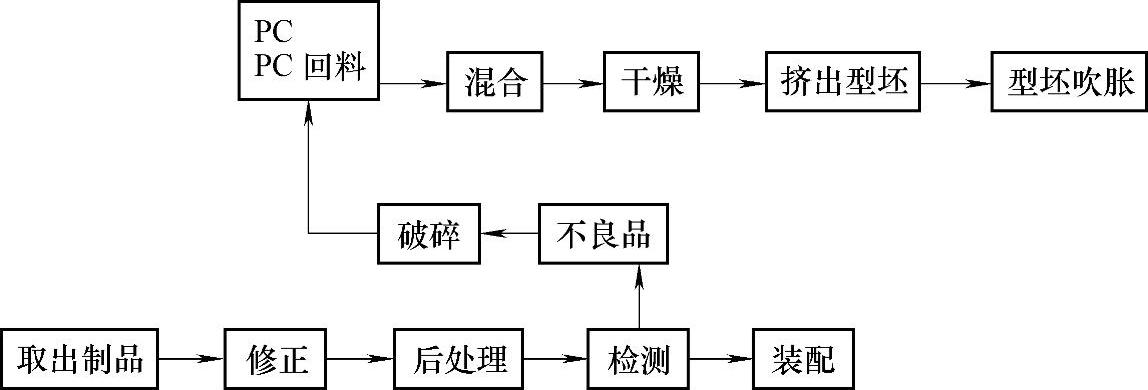
图10-13 PC瓶成型工艺流程图
(2)工艺条件
①PC树脂的干燥条件。PC是吸湿性树脂,在成型加工前必须进行干燥处理,干燥至水分含量小于0.02%(质量分数)。经干燥后的树脂,必须在20min内用完,否则要重新进行干燥处理。干燥方法可以采用热风循环干燥,热风温度为120℃,料层干燥时间为3~4h。若树脂的储存条件、环境温度和湿度发生变化,可适当延长干燥时间,但连续干燥时间不要超过8h。小批量生产时,也可采用恒温烘箱干燥,干燥温度为110~120℃,料层厚度不超过40mm,干燥时间为4~5h。(https://www.xing528.com)
②挤出吹塑成型。PC型坯的挤出温度较高,成型时为减少型坯的自重下垂,吹塑级PC树脂应在低剪切速率下挤出型坯。采用Makrolon KU-1239 PC树脂吹塑成型PC桶的工艺条件见表10-18。
表10-18 采用MakrolonKU-1239PC树脂吹塑成型PC桶的工艺条件

4.注意事项
(1)开机 起动挤出机时转速要慢,待型坯挤出正常时,再逐渐调高挤出机的转速。
(2)机筒温度PC树脂在挤出吹塑成型时,机筒温度的控制非常严格,因为温度的高低直接影响熔体的强度。一般将熔体温度差控制在±3℃,否则,会影响制品的强度和外观。
(3)清机 吹塑成型时,出现如下情况应进行清机:
①挤出机曾加工过其他品种的塑料,再用于PC挤出时。
②成型加工温度过高,型坯表面出现黑斑时。
③停机时间在72h以上时。
清机时,先用PS或HDPE挤出,再在270℃以下,用PC挤出清洗。在成型加工温度下,允许PC熔体在挤出机内停留1h;若停机时间较长,可将机筒温度降至170℃保温。关机时,机筒不用排空。
(4)后处理PC的冷却速度较快,一经冷却,PC制品就非常坚硬,为减少制品出现应力开裂,脱模后的PC瓶应进行后处理;而且应马上进行修整,切除余料,锯割瓶颈。也可采用热切割刀修整制品边角余料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。