



挤出机是中空挤出吹塑装置中最主要的设备之一。挤出机的性能特点和正确操作,对吹塑制品的外观质量、力学性能、各批成品之间的均匀性、生产效率和经济性等影响很大。实际生产中通常根据制品大小(容量大小、用料量大小)和所用材料品种不同,来选用不同规格、不同结构的挤出机。吹塑中小型制品,可选用ϕ45mm~ϕ90mm的挤出机;吹塑大型中空容器则要选用大规格挤出机,如ϕ120mm~ϕ150mm的挤出机,甚至更大规格的挤出机。也可选用两台中小型挤出机组合通过共挤的方式来吹塑大型制品。
挤出机的螺杆通常选用两种等距普通螺杆,一种为等距不等深的渐变型螺杆,适用于非结晶型高聚物,如PVC、PS、ABS、PC、PPO等,也可用于结晶型高聚物;另一种为突变型螺杆(螺槽深度在熔融段突变),适用于结晶型高聚物,如PE、PP、PA、POM等,不适用于熔体粘度高的塑料(如PVC)。若没有特别的要求,也可以不分渐变型螺杆或突变型螺杆,只需根据物料要求选取不同压缩段长度的螺杆即可,但最好是按不同的塑料品种、不同挤出量来使用不同的螺杆。
螺杆的长径比一般为20~25。长径比太小,物料塑化不均匀,供料能力差,型坯的温度不均匀;长径比大,有利于连续高速挤出供料,且料温波动小,机筒加热温度较低,能制得温度均匀的型坯,可提高产品的精度及均匀性,并适用于热敏性塑料的生产。常用塑料要求螺杆长径比见表10-1。
表10-1 常用塑料要求螺杆长径比

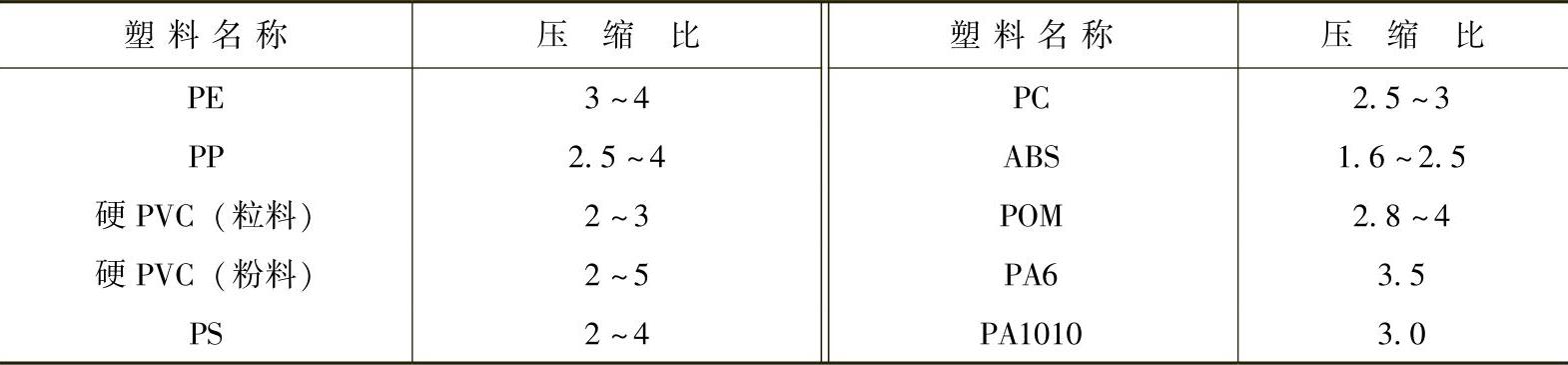
螺杆压缩比的作用是将物料压实、排气并建立必要的压力,压缩比的选择与塑料品种、制品要求有关。部分塑料适用的螺杆压缩比见表10-2。
表10-2 部分塑料适用的螺杆压缩比
 (https://www.xing528.com)
(https://www.xing528.com)
不论采用哪种类型的挤出机,为生产出符合质量要求的产品,挤出机挤出的型坯必须满足下列要求:
①各批型坯的尺寸、熔体粘度和温度均匀一致。
②型坯的外观质量要好,因为型坯存在缺陷,吹胀后缺陷会更加显著。型坯的外观质量和挤出机的混合程度有关,在着色制品的挤出吹塑中尤其重要。
③型坯的挤出必须与合模、吹胀、冷却所要求的时间致,挤出机应有足够的生产率,使生产过程不受限制。
④型坯必须在稳定的速度下挤出,挤出速度的微小变化或产生脉冲都会影响型坯的质量,使制品厚薄不均。
⑤对温度和挤出速度应有精确的测定和控制,因温度和挤出速度的变化会严重影响型坯和吹塑制品的质量。
⑥由于冷却时间直接影响吹塑制品的产量,因此,型坯应在尽可能低的加工温度下挤出。在此情况下,熔体的粘度较高,必然产生高的背压和剪切力,这就要求挤出机的传动系统和推力轴承应有足够的强度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。