



1.工艺流程
采用双色共挤工艺生产彩色异型材是一项涉及机械设备、原材料、挤出工艺、共挤出模具、真空定型冷却等一系列技术的系统工程,其工艺流程如图9-36所示。
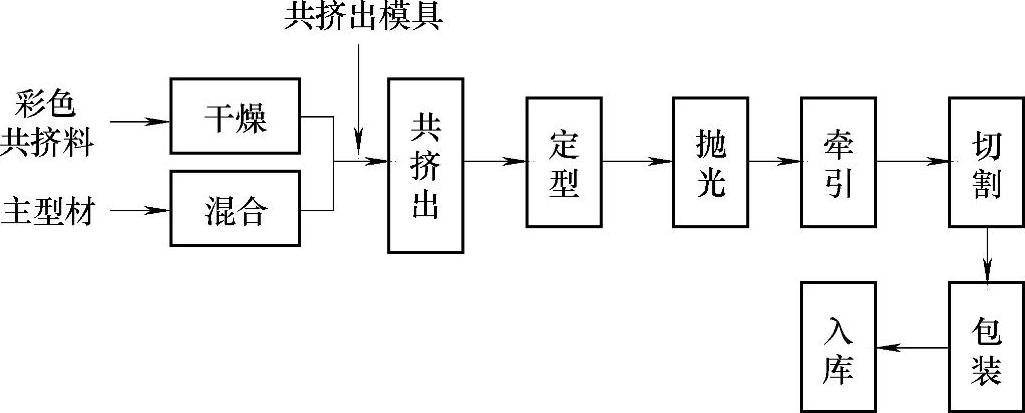
图9-36 异型材双色共挤出工艺流程
2.挤出工艺
(1)原料干燥 生产之前,要对PMMA、ASA进行干燥处理,一般要求烘干温度为75~80℃,烘干时间为6h,由于共挤机的机筒无排气装置,故烘干工艺是确保共挤层质量的重要条件之一。
(2)生产工艺控制PMMA或ASA与PVC双色共挤塑料异型材的工艺比单色塑料异型材工艺复杂,涉及面广,其中需要重点控制的是共挤机的工艺温度、机头压力以及共挤机挤出速度与主机挤出速度、牵引速度的匹配与协调。
两种聚合物材料之间的粘度和流速不同,单流道与汇合流道中物料流动速度分布曲线是不同的。当两种熔体汇入同一流道中时,其粘度必将对共挤界面流动性产生很大影响。为了方便理解,将PMMA或ASA彩色物料称为共挤料,将PVC混合物料称为基料。因共挤料与基料熔体粘度差异大,两种粘度不同的聚合物熔体在复合流道中流动时,粘度较低的聚合物熔体总有把粘度较高的聚合物熔体包覆在中间的趋势,低粘度熔体总是向高剪切区流动,会在共挤出界面上产生不稳定流动。双色共挤异型材的共挤方式是在单色异型材模具的基础上,增加共挤流道,在单色异型材的表面覆盖一层只有0.3~0.5mm厚的彩色共挤料,仅是基料厚度的8.69%~13.6%。两种不同厚度料层的流动属于不对称流动,随体积流量增大,压力损失减少,高粘度熔体被低粘度熔体所包围并随粘度比的增大而加快。在不对称的流动中,两个熔体除共有流动界面外,另一界面均与模具壁接触、摩擦。界面的流动状态不仅与熔体粘度、压力损失及流速有关,还与机头流道的长径比有关。机头流道长径比越大,高粘度熔体被低粘度熔体包围的速度和范围越大。两种不同粘度的聚合物在口模内的流动差异,则会影响共挤层厚度与两相界面之间的粘接强度。
鉴于不同聚合物熔体的粘度、流动性是可以通过温度和压力调整的。要想获得理想的共挤出制品,就要合理地设定与控制挤出主机与共挤机的工艺温度、给料与挤出速度,并通过对共挤料流道进行合理设计,使高粘度熔体所受到的压力尽可能大一些,以保证共挤料和基料在不同温度和压力作用及塑化良好的前提下,熔体粘度及流动速率相互匹配,从而有利于控制共挤层厚度,提高两相界面的粘接强度。当使用相对分子质量分布窄的聚合物时,可以通过增加口模间隙和提高温度消除界面的不稳定性;使用相对分子质量分布宽的聚合物时,减少界面不稳定性的唯一方法就是增加共挤层的厚度,改变层比或者更换共挤料。
值得一提的是,由于模具的工艺温度是由PVC主料的工艺温度决定的,而几种不同共挤料的加工温度与PVC主料的加工温度差别较大。因此对共挤机机筒温度的控制显得十分重要。若温度过高,容易引起模具进料口处物料粘模而发生糊料;温度太低,则熔体粘度大,流动性差,导致出料不均匀,与主料不易包覆等缺陷。对于大型异型材,在共挤机与模具连接的连接件上增加温度控制装置,有利于提高制品质量,降低开机废品率。
共挤层厚度是双色共挤异型材需要控制的关键。应在主机各段温度、加料、挤出速度、牵引速度基本确定以后,通过共挤机挤出速度调节,使共挤机挤出速度与主机挤出速度、牵引速度相互匹配。若共挤机挤出速度过快,会造成机头压力增大,共挤层偏厚,制品翘曲变形,达不到技术要求,且导致成本升高;共挤机挤出速度过慢,共挤层偏薄,易出现色差和暗纹,并因共挤料在高温机筒内停留时间过长而导致糊料。
除两种聚合物粘度、流速不同影响共挤层厚度与两相界面的粘接强度外,共挤层外观质量缺陷往往直接受基料挤出应力的制约与影响。由于塑料异型材截面物料分布差异较大,基料出料不均,尤其是异型材两个面衔接或外壁与内筋交叉部分的物料流速差异,不仅影响其本身的成型,还会影响共挤层的成型。一般情况下,共挤层大部分表面质量缺陷都是由基料共挤界面的质量缺陷所引起的,仅是随共挤料流速不同,表现形式有所不同。当共挤料流速大于基料流速时,共挤料则会适当弥补基料共挤局部界面出现的塌角、收缩痕、暗痕等缺陷;当共挤料流速等于或小于基料流速时,基料共挤界面出现不平整、塌角、收缩痕、暗带等外观缺陷,共挤层表面也会相应出现同样外观质量缺陷或局部减薄,并随共挤层的厚度增加而加重。因此在模具调试阶段,可以先只开主机,修正模具至基料各截面出料一致,使所需物料与挤出机所供物料基本平衡,减少或削弱型材界面结构应力或温度应力,使外观成型良好,再调试共挤料的挤出。实践证明:彩色共挤异型材比单色异型材模具调试质量要求更高,难度更大。(https://www.xing528.com)
无论在共挤层调整阶段还是在生产阶段,开机时都应该先开共挤机,待共挤料从口模溢出时,再开主机,以防先开主机,基料倒流进入口模共挤流道或分配器合流区,影响共挤料挤出。生产实践发现,在机内充满原料的情况下,共挤机转速在5.5r/min时,模具出料时间为2min左右,主机转速在8r/min时,口模出料时间为4min,相对滞后,使共挤料消耗过多。因此在共挤机充满物料的情况下,再次开机时,没有必要一定要先开共挤机,应依据共挤机和主机充料情况,分别在规定转速下,根据口模出料时间,确定共挤机与主机起动先后次序和间隔时间。比如以上情况,可先起动主机2min后,再开共挤机,利用两者出料速度差,尽量使共挤料和基料同步从口模挤出,以减少基料挤出时携带的彩色料。
应该指出:在共挤生产前调试口模时,应通过修理口模分流器角度,使口模共挤面给料量适当减少,以预留出共挤料的填充空间,以免共挤生产时,导致共挤界面料流增大,影响制品外观质量。
3.典型实例
(1)型材名称 福田88推拉窗框异型材。
(2)主型材原料 齐鲁石化公司生产的S1000型PVC树脂,加入复合铅盐稳定剂。
(3)彩色共挤层材料 美国GE公司生产的ASA专用彩色共挤料。
(4)生产设备SY240型塑料异型材生产线,包括SJZ60/125型锥形双螺杆挤出机、SYD240G型定型台、SYG240D型牵引切割机、SYF240型翻转料架;单螺杆共挤出机:SJ30×25型。
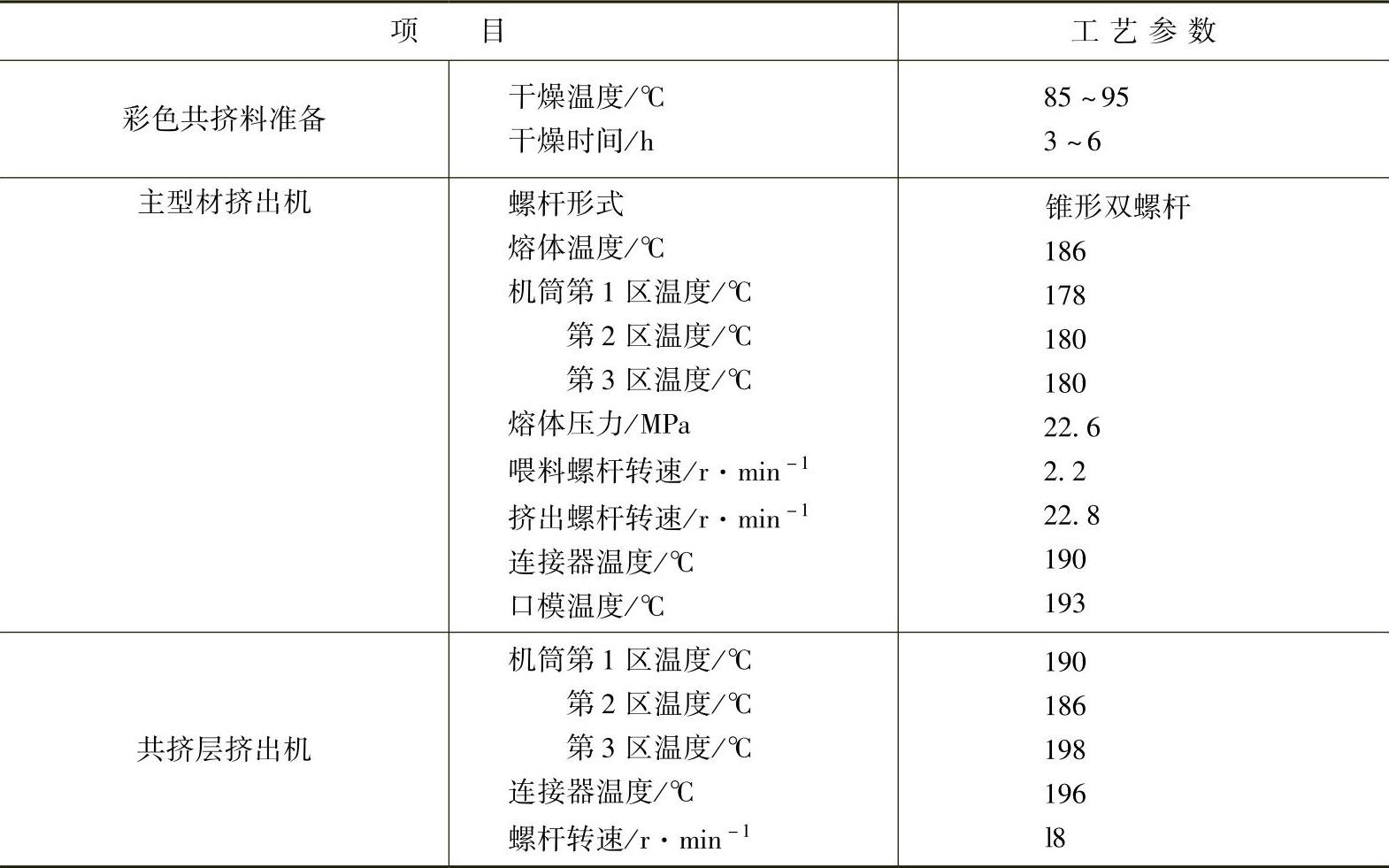
(5)工艺参数PVC推拉窗框异型材挤出工艺参数见表9-29。
表9-29 PVC推拉窗框异型材挤出工艺参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。