



1.测厚装置
采用千分尺测量薄膜厚度,只能测量膜卷表面薄膜的厚度,在高速连续生产过程中,薄膜厚度必须实现自动检测。目前大多数采用β射线测厚仪,检测器沿横向往复移动测量薄膜厚度,并用荧光屏显示。测量所得的数据可自动反馈至计算机进行处理,处理后自动调整工艺条件。但目前还是以人工调节为主。β射线测厚仪的工作原理如图7-9所示。
2.切边装置及回收系统
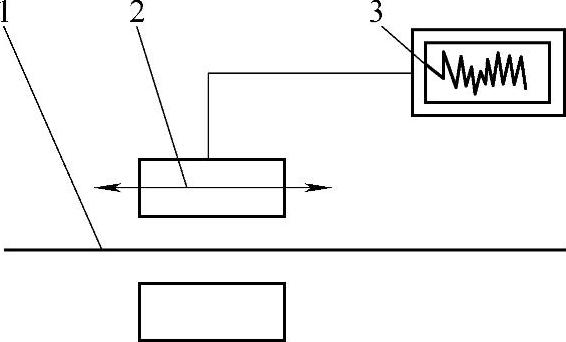
图7-9 β射线测厚仪的工作原理
1—薄膜 2—放射线检测器 3—荧光屏厚度显示器
流延薄膜两端边缘由于“缩颈”效应而较厚,一般在卷取前将两边较厚的薄膜边缘切除,可用刀架装上刀片压入薄膜切边,刀架位置可移动。边料是清洁的回料,可经鼓风装置输送至粉碎机,粉碎后风送到加料斗回用,可以降低原料消耗,提高效益。
3.电晕处理装置
薄膜经过电晕处理后,可以提高表面张力,改善薄膜的印刷性及与其他材料的粘合力,从而增加薄膜的印刷牢度和与复合材料的剥离强度。处理后的薄膜表面张力要求达到3.8×10-4N/m以上。
4.牵引辊
牵引辊将冷却和表面处理好的流延膜引入卷取装置。牵引辊是一对直径为200mm左右的辊筒,一般上辊为橡胶辊,下辊为表面镀铬钢辊,钢辊为主动辊或两个辊均为主动辊。(https://www.xing528.com)
5.卷取装置
流延薄膜卷取装置一般有两个卷取轴,轮换交替卷取。薄膜收卷的关键是控制张力,张力过大或过小都会影响薄膜质量。由于卷取速度较高,多采用自动控制卷取表面张力和自动切割、自动换卷的装置。薄膜卷绕张力控制在98~196N。薄膜卷取成品应端面整齐、平整度好。
6.展平辊
展平辊的作用是防止薄膜收卷时产生褶皱。展平辊有人字形展平辊、弧形辊等。人字形展平辊为表面带有左右螺纹槽的辊筒,如图7-10所示。
弧形辊是轴线弯曲成弧形的辊筒,它在转动的过程中,弓起的一面始终向着薄膜,辊拱起的角度为15°~30°,弧形辊如图7-11所示。
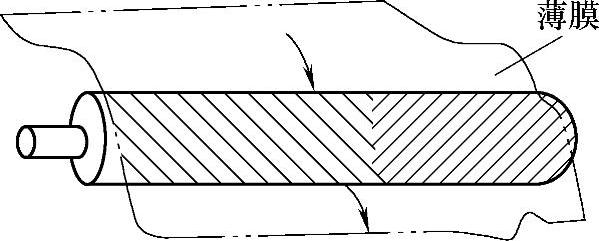
图7-10 人字形展平辊

图7-11 弧形辊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。