



挤出吹塑法是成型硬质PVC薄膜的方法之一,由这一工艺生产的薄膜可达到较高的透明度,强度、韧性好,抗冲击和抗撕裂性优良,有很好的气密性,无毒、无嗅、无味,能保持包装物的鲜度和香度。透明的硬质PVC吹塑膜外观似玻璃纸,可作香烟、糖果、各种电器、电子元件的包装。
1.配方
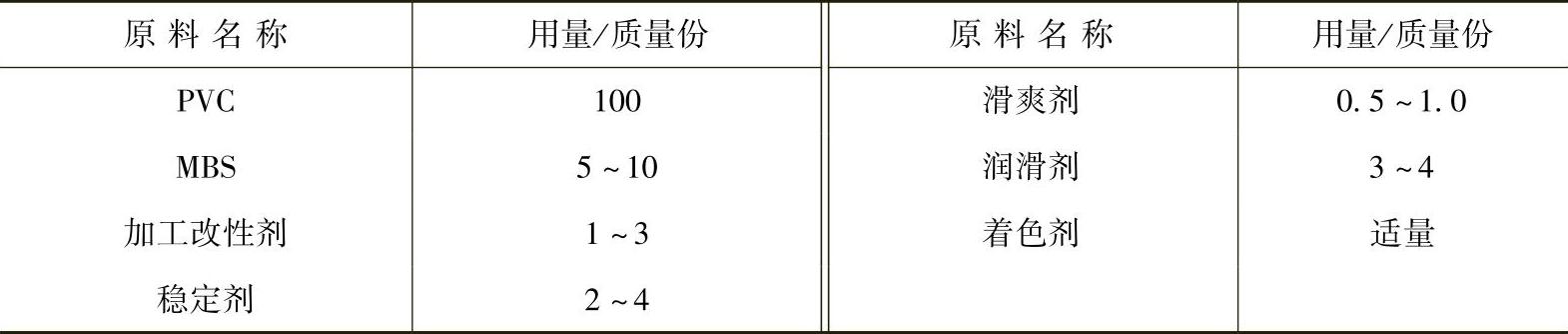
硬质PVC透明包装膜是一种不加增塑剂的硬质PVC产品,选用型号为SG-6的树脂有利于成型加工。若用于食品包装,应选用卫生级,树脂中氯乙烯单体残留量应小于5mg/kg。硬质PVC透明包装膜的典型配方见表6-15。
表6-15 硬质PVC透明包装膜的典型配方
2.主要生产设备
高速混合机容积为300L,挤出机组中挤出机螺杆直径为100mm,长径比为25,压缩比为3,螺杆结构为屏障型。机头口模直径为250mm,间隙为1.3mm。
3.生产工艺(https://www.xing528.com)
硬质PVC透明膜工艺流程如图6-21所示。

图6-21 硬质PVC透明膜工艺流程
上述工艺流程为粉料直接吹塑成型,若挤出机不适合直接加工粉料,可先行造粒,造粒温度不宜过高。吹塑成型的透明PVC薄膜可直接使用,也可经抗静电、热封涂覆处理后使用。当用于香烟包装时,为改善PVC膜的热封合性,表面需涂覆一层低温热封合材料,其主要成分为氯乙烯和醋酸乙烯共聚树脂。
硬质PVC透明包装膜一般采用平挤上吹法成型,主要操作条件如下:
1)配料捏合。按配方称量物料,加入高速捏合机,捏合5~8min,温度为102℃左右,捏合后放入低速捏合机中冷却降温至40~50℃。
2)挤出吹膜。使用粉料吹膜,方法与普通粒料吹膜相似,挤出机温度为160~180℃,连接器温度为180~190℃,机头温度为190~210℃。薄膜吹胀比为2~3,牵引速率为10~30m/min。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。