



【摘要】:表6-10 机头口模间隙范围2.口模间隙机头口模间隙大小随树脂不同而变化,其范围见表6-10。例如LDPE薄膜,属重包装薄膜时,MFR较小,薄膜较厚,口模间隙选1mm;属轻包装薄膜时,MFR较大,薄膜较薄,口模间隙为0.5~0.6mm。表6-11 聚乙烯薄膜吹胀比4.牵伸比聚乙烯薄膜挤出机头,引膜至牵引辊后,薄膜受到纵向牵伸。
1.挤出温度
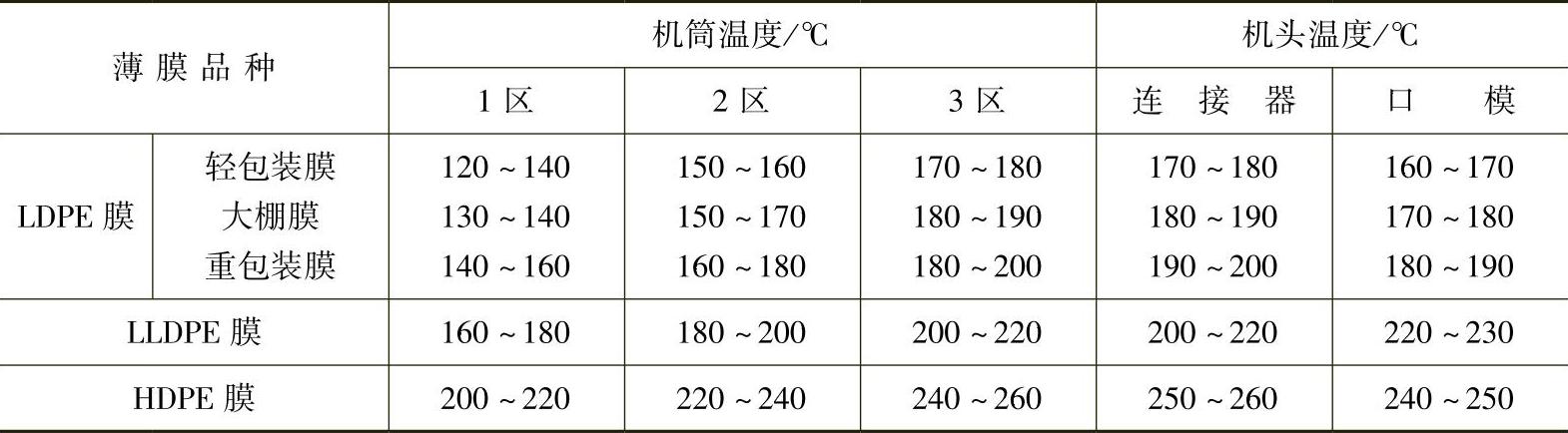
挤出温度主要根据聚乙烯熔体的流动速率来定,熔体流动速率越大,挤出温度越低。挤出机从加料口至过滤板温度逐渐升高,到机头基本与螺杆头部温度相等或略低10~20℃,这样可以使厚膜坯较稳定,薄膜透明度较好。聚乙烯薄膜的挤出温度见表6-9。
表6-9 聚乙烯薄膜的挤出温度
2.口模间隙
机头口模间隙大小随树脂不同而变化,其范围见表6-10。
表6-10 机头口模间隙范围

树脂熔体流动速率增加,口模间隙选小值;薄膜厚度增加,间隙选大值。例如LDPE薄膜,属重包装薄膜时,MFR较小,薄膜较厚,口模间隙选1mm;属轻包装薄膜时,MFR较大,薄膜较薄,口模间隙为0.5~0.6mm。(https://www.xing528.com)
LLDPE树脂熔体粘度较大,而且熔体粘度对剪切速率的变化不敏感,所以挤出温度比LDPE高,口模间隙也比LDPE大得多。若不放大,薄膜表面会出现粗糙的“鲨皮纹”。
HDPE树脂熔体流动速率较小,所以口模间隙比LDPE稍大些。
3.吹胀比
膜坯出机头后,压缩空气将厚膜坯吹胀,直径变大,厚度减薄,横向拉伸,吹胀比一般为2~5。吹胀比不能太大,否则泡管晃动,泡形不稳定,薄膜厚度不均匀,容易破膜。吹胀比增加,薄膜横向拉伸强度、撕裂强度、冲击强度都增大,但透明度与光泽度下降,纵向拉伸强度下降。聚乙烯薄膜吹胀比见表6-11。
表6-11 聚乙烯薄膜吹胀比

4.牵伸比
聚乙烯薄膜挤出机头,引膜至牵引辊后,薄膜受到纵向牵伸。牵引辊线速度一般比挤出线速度快3~5倍,薄膜纵向拉伸3~5倍,其纵向拉伸强度明显提高。这对薄膜包装袋使用有利,因它主要承受纵向拉力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。