



根据薄膜牵引方向不同,可将吹塑薄膜的生产形式分为平挤平吹、平挤上吹和平挤下吹三种,其中平挤上吹法最为常见。
1.平挤平吹法
平挤平吹法的工艺流程如图6-15所示。使用直通式机头,机头和辅机的结构都比较简单,设备的安装和操作都很方便,但挤出机的占地面积大。由于热气流向上,冷气流向下,管泡上半部的冷却要比下半部缓慢。当塑料的密度较大或管泡的直径较大时,管泡易下垂,薄膜厚度均匀性差,不易调节。通常,幅宽在600mm以下的PE和PVC吹塑薄膜才可以用此方法成型。
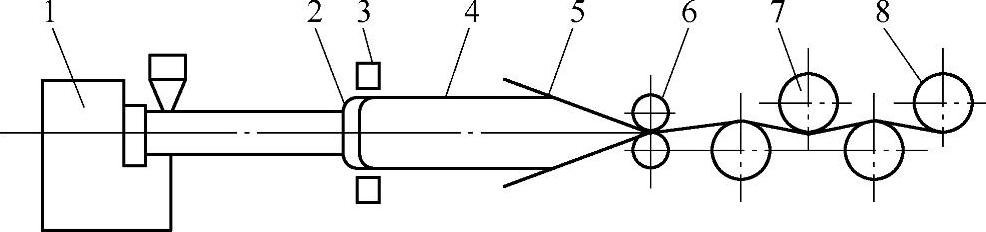
图6-15 平挤平吹法工艺流程
1—挤出机 2—机头 3—风环 4—膜管 5—人字板 6—牵引辊 7—导向辊 8—卷取辊
2.平挤上吹法
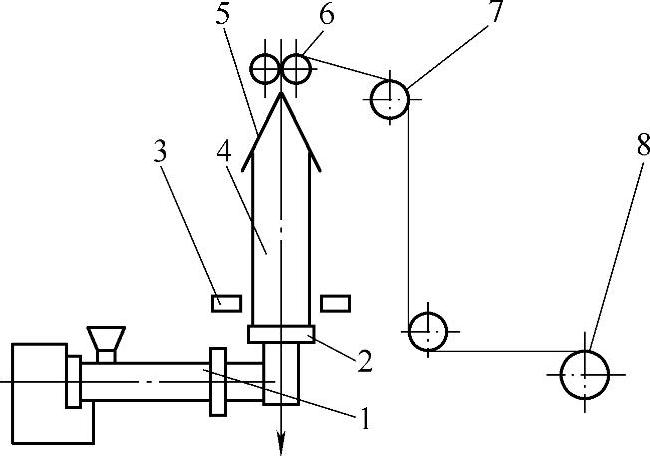
平挤上吹法的工艺流程如图6-16所示。平挤上吹法使用直角式机头,机头的出料方向与挤出机机筒中物料的流动方向垂直。挤出的管坯垂直向上引出,经吹胀压紧后导入牵引辊。这种方法的主要优点是整个管泡都挂在管泡上部已冷却的坚韧段上,所以薄膜牵引稳定,能制得厚度和幅宽范围较大(如直径为10m以上)的薄膜,而且挤出机安装在地面上,不需要操作台,操作方便,占地面积小,薄膜厚度范围宽,厚薄相对均匀。主要缺点是管泡周围的热空气向上,而冷空气向下,对管泡的冷却不利;物料在机头拐90°的弯,增加了料流阻力,塑料有可能在拐角处发生分解;厂房的高度较高。此外,机头和辅机的结构也复杂。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-16 平挤上吹法工艺流程
1—挤出机 2—机头 3—风环 4—膜管 5—人字板 6—牵引辊 7—导向辊 8—收卷装置
3.平挤下吹法
平挤下吹法也使用直角式机头,但管坯是垂直向下牵引的,其工艺流程如图6-17所示。管泡的牵引方向与机头产生的热气流方向相反,有利于管泡的冷却;同时,此法还可以用水套直接冷却管泡,使生产效率和制品的透明度得到明显的提高。平挤下吹法冷却效果好,引膜靠重力下垂进入牵引辊,比平挤上吹法引膜方便,生产线速度较快,产量较高。但是,整个管泡挂在尚未定型的塑性段上,在生产较厚的薄膜或牵引速率较快时易拉断管泡,对于密度较大的塑料,用此法生产则更困难;挤出机必须安装在较高的操作台上,安装费用增加,操作也不方便。因有水套对管泡进行急剧冷却,此法适用于熔体粘度小、结晶度较高的树脂(如PP树脂等),可用于生产高透明度的包装薄膜。
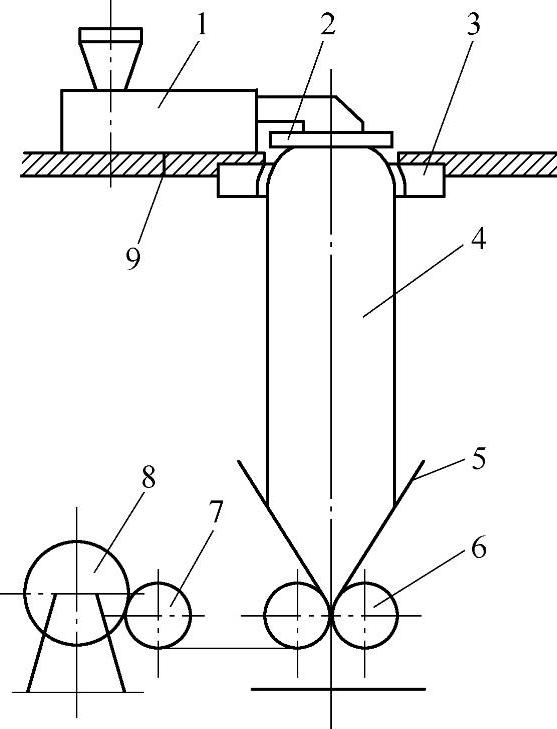
图6-17 平挤下吹法工艺流程
1—挤出机 2—机头 3—风环 4—膜管 5—人字板 6—牵引辊 7—导向辊 8—卷取辊 9—平台
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。