



铝塑复合板是由两面为铝合金板,芯层为低密度聚乙烯(LDPE),与粘结剂复合而成的轻型墙面装饰材料。其表面光滑平整、质轻、耐磨、隔声、隔热、减振,施工方便,可随意锯、切、钉、弯、折,加工非常方便。铝塑复合板有多种颜色和花纹,作为墙面装饰材料具有美观、豪华、庄重之效果,颇具现代感。铝塑复合板分为内墙用和外墙用两种型号。外墙用铝塑复合板表面涂有氟碳涂层,以使其具有很好的耐候性,可用于建筑物的外墙装饰、招牌、门牌、展板、广告宣传牌、标语牌、建筑隔板;内墙用铝塑复合板可用作装饰板、电梯间装饰板、顶棚、包柱板等。
1.原材料选择
生产铝塑复合板的主要原料有铝板材、氟碳树脂、LDPE塑料板材、聚氨酯粘结剂等。
(1)铝板材 用于生产铝塑复合板的铝材多使用卷材,外墙板的铝板厚度要求为0.5~0.8mm。铝板要求表面光滑平整,不能有气泡、凹陷,杂质含量要低,以免造成铝塑复合板成品不合格。合金成分不一样及轧制工艺的差别会使铝板材内在和表面质量有很大差别,铝板材收缩不一致会使成型的铝塑复合板变形、翘曲,质量差的铝板材成型后在纵向最大会产生1.5cm的收缩率(一张成型后的铝塑复合板)。
(2)氟碳树脂 氟碳树脂即以高稳定性的聚偏二氟乙烯树脂(PVDF)为主,再配以金属微粒制成涂料,因此又叫金属漆。用氟碳涂料制成的建筑物外墙涂料化学稳定性非常好,耐候性非常高,使用寿命为20年,铝塑复合板的使用寿命就是根据氟碳树脂的寿命来定的。这种氟碳树脂目前国内虽有几家公司在生产,但其主要原料均靠进口,不是真正的国产化产品。国外主要供应商是美国PPG公司、英国ICI公司。最著名的牌号是PPG公司生产的Kynar 500。
(3)低密度聚乙烯 低密度聚乙烯(LDPE)是通用塑料,需要改善耐老化性能后才能适应铝塑复合板的使用环境,改性包括加入一些助剂提高其耐老化性能,避免在高低温环境下产生过大的膨胀和收缩,同时为了适应建筑材料的防火要求需加入高性能的阻燃剂。国外的铝塑复合板专用料是在基础树脂中再针对性地加入一些特殊助剂,使之更能符合铝塑复合板的生产和使用要求,铝塑复合板生产企业购料后即可生产,非常方便。国内铝塑板生产企业大多采用国外生产的专用树脂。铝塑复合板专用料要求树脂的熔体流动速率(MFR)应在1g/10min以下(一般为0.2~0.3g/10min)。
(4)粘结剂 粘结剂是将铝板与塑料板粘合为一体的材料,粘接达到外墙板的剥离强度(大于或等于5N/mm),如美国杜邦公司的粘结剂产品牌号Nucrel0910、Bynnel 41E557等。Nucrel 0910的主要成分是乙烯-甲基丙烯酸共聚物,Byn-nel 41E557则是酸酐改性乙烯类,粘结强度非常高,耐高低温性能也相当好。现在国内生产厂家有的采用聚氨酯粘结剂,主要成分是聚醚多元醇。聚氨酯粘结剂的优点是具有良好的弹性和低温柔韧性,耐候性好而且粘合强度高,剥离强度达到7N/mm,容易涂覆,且价格低廉。
2.生产设备
主要生产设备包括铝卷材预处理设备、铝卷材涂覆设备、塑料板挤出设备或树脂/粘结剂三层共挤设备以及铝塑板复合设备、切割机或收卷机等。
塑料挤板机应配有快速换网器,采用衣架式机头,模唇可精确调整挤出板材的厚度,塑料板挤出后通过三辊压光机辊压使板材的厚薄更均匀,然后收卷。
铝卷材涂覆设备的送料机有自动张力控制系统,涂覆机采用辊筒涂覆机。辊涂法一般采用逆向辊涂,提漆辊将漆料提起,再转移到涂漆辊上,通过涂漆辊涂覆于铝卷材表面,经过烘干、冷却、收卷,进入与塑料板复合工艺。
3.生产工艺流程(https://www.xing528.com)
铝塑板生产工艺流程可分为间断式和连续式,间断式即一块一块地复合,连续式是在由多台设备组成的生产线上连续生产。连续式的复合工艺又可分为挤出复合和非挤出复合。
挤出复合是由两台挤出机分别挤出塑料板、粘结剂,通过复合装置与上下层铝板复合,再经过牵引切割即为成品,如图4-30所示。非挤出复合生产是先生产出塑料板和将粘结剂制成薄膜再分别加热与上下层铝板复合,如图4-31所示。
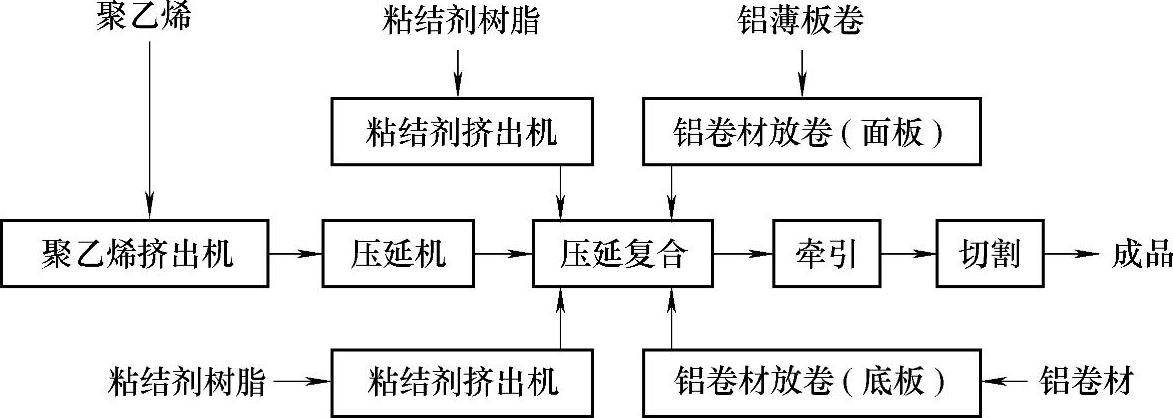
图4-30 挤出复合工艺流程
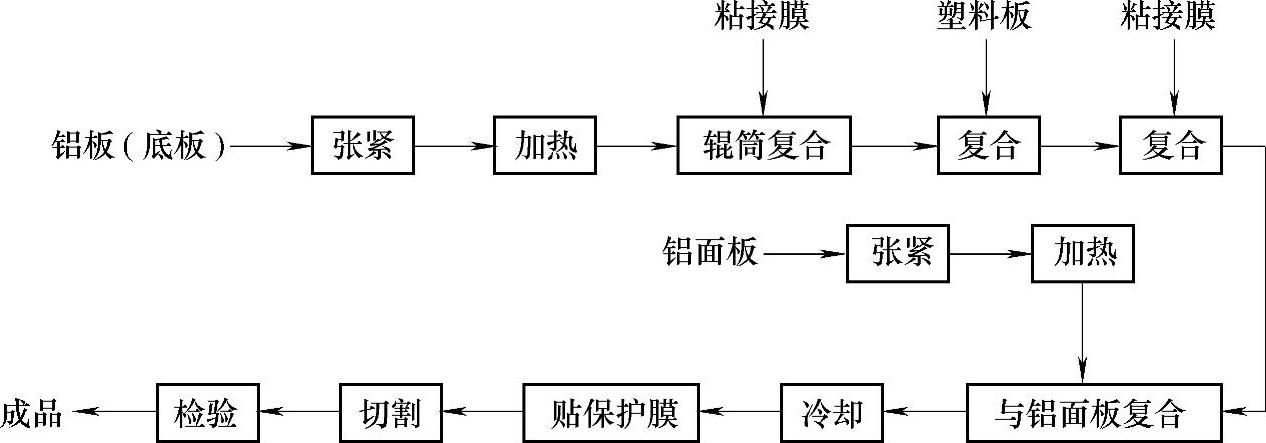
图4-31 非挤出复合工艺流程
4.生产工艺
(1)铝卷材的预处理 在上述生产工艺流程中未包括铝卷材的预处理。实际上,生产铝塑复合板最先进行的是清洗铝卷材。因本身生产需要,其表面都涂有润滑剂和防氧化剂,在运输中也会附着一些污物,这些都会影响粘接性,因此必须清洗干净。铝卷材经过清洗及化学处理后,使铝卷材表面产生一层致密的化学保护膜,这层化学膜可以提高铝卷材的抗氧化能力和延长漆膜的寿命。清洗的大致工艺如下:
喷淋脱脂→水洗→中和→化学处理→水洗→烘干→冷却→收卷
(2)表面涂覆工艺 清洗干净的铝卷材被送入涂覆机,在铝卷材外表面涂覆底漆、面漆和表层清漆,底漆和面漆分别要各涂两层。外墙板的面漆是耐候性极高的氟碳树脂涂料,即聚偏二氟乙烯(PVDF),其优秀的抗紫外线性能和抗环境污染性使被保护的铝卷材表面保持绚丽的色彩。氟碳涂料通常采用辊涂的方法涂覆到铝卷材上再经过高温烘烤,使其干燥。生产为连续式,涂底漆→面漆→表层清漆。三层漆的总厚度达30μm,每涂一层漆都要烘烤(60s左右)使其干燥,温度在200℃以上,出烘烤箱后通过风冷机使其迅速冷却。内墙板漆可采用环氧树脂、聚酯树脂及丙烯酸类树脂。底漆、面漆、表层清漆涂覆完毕后马上在涂覆层表面贴上一层聚乙烯保护膜,主要作用是避免在以后的加工和运输流通及安装时划伤表面涂层。保护膜为自粘膜,安装完毕揭去即可。
(3)复合工艺 涂覆过氟碳树脂的铝卷材即可进入与塑料芯材复合的工序。塑料芯材实质上也是三层,中间是聚乙烯塑料,两层是粘结剂。聚乙烯片材和粘结剂可以是分别生产塑料片材和粘结剂薄膜,也可以采用三层共挤出的方法生产,即先生产结构为粘结剂/聚乙烯/粘结剂的三层共挤片材再与上下两层铝板通过复合装置复合,复合好的铝塑复合板两面为0.5mm厚的铝板、芯层为3~5mm厚塑料板,总厚度为4~6mm。复合流程为:三层共挤片材放卷、涂漆铝卷材放卷→加热、加压→辊压复合→冷压→冷却→切割→检验。最后切割成2440mm×1200mm规格的板材。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。