



聚苯乙烯(PS)板材具有较好的耐候性、耐蚀性,透明度较高,且可通过更换花辊压制出各种花纹。广泛用于室内装饰板、花纹玻璃板、照明板、灯罩、交通标志、包装材料等。
1.原料选择
PS挤出板是以PS(或改性PS)树脂为主要原料,经挤出成型而制成的一种热塑性塑料板材。PS树脂应选用挤出级,其熔体流动速率在0.5~3.0g/10min之间。
2.设备选择
PS板生产线由挤出机、衣架式机头、三辊压光机、牵引装置、切割装置等组成。
(1)挤出机 采用普通螺杆挤出机,螺杆长径比一般为20~25。
(2)衣架式机头PS挤板机头一般采用衣架式机头,可用于生产厚度为0.2~6mm的板材。在衣架式机头中,物料停滞时间短,分配均匀。
(3)三辊压光机 三辊压光机由直径为200~450mm的上、中、下三个辊组成,内通蒸汽(或油、水)进行温度控制。安装时,三辊尽可能同轴,偏离不超过0.025mm。三辊压光机还能起到一定的牵引作用,调整板材各点速度保持一致以保证板的平直。当将中辊换为花辊时,还可生产带花纹的PS板材。
(4)牵引装置 一般下辊为主动辊、上辊为被动辊,为增加摩擦力,上辊常为橡胶辊。作用是将板均匀地牵引到切割装置,防止三辊处积料,并把板压平。辊直径一般为150mm。
(5)切割及卷取装置 对于PS板材,为防止碎裂,一般用锯切法进行切边和裁断,多用旋转圆锯,圆锯和电动机装在能和板材等速前移的工作台上。切割时,工作台前移,切割完毕后退回原位。(https://www.xing528.com)
3.生产工艺
(1)工艺流程PS挤出板材生产工艺流程如图4-20所示。

图4-20 挤出PS板材生产工艺流程
(2)挤出温度PS板材挤出成型温度见表4-16。
表4-16 PS板材挤出成型温度
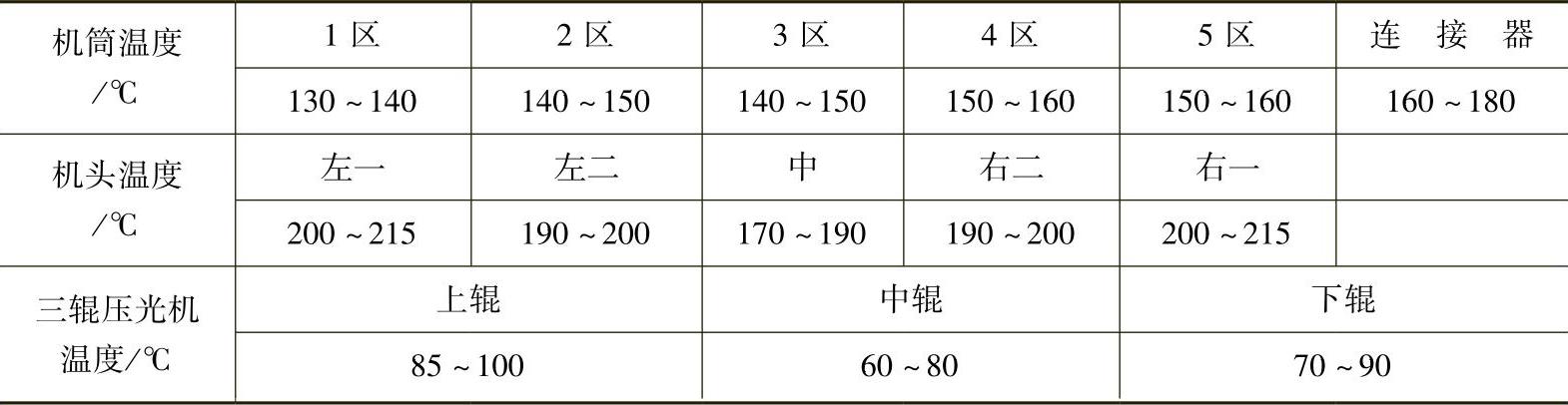
因衣架式机头为中间进料,由中间自两边有一定的挤出展开角,为了保证宽度方向上出料均匀,机头温度一般是两边高,中间低。
(3)其他参数 三辊线速度应比挤出线速度稍快,使桔皮消失,并抵消物料离开口模时的膨胀,减小板的内应力。牵引线速度应等于或略小于压光辊线速度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。