



ABS(丙烯腈-丁二烯-苯乙烯三元共聚物的简称)挤出板材表面平整光洁、色彩漂亮,具有较高的强度与韧性,耐热性和耐蚀性能优良,并具有一定的耐寒性,容易进行二次加工,制造较深的大件制品。广泛用于家电、电子、包装、玩具等行业,可用于制作冰箱、洗衣机的内衬,电视机、收录机、微波炉外壳及仪表盘和各种旅行箱、公文箱的箱包材料等。
1.原料选择
ABS板材是以ABS树脂为主要原料并加入适量的硬脂酸锌,经混合干燥、挤出成型的塑料板材。ABS树脂应选用挤出级ABS,最好为挤出板材专用牌号。这是因为ABS中的丙烯腈、丁二烯、苯乙烯三个组分比较均衡,熔体流动速率一般不超过10g/10min,以0.5~5.0g/10min为佳,成型性能优良易操作。当选用不同牌号的ABS组合时,要注意其熔体流动速率不能相差太大。为了降低成本,可在ABS新料中加入质量分数为20%~30%的回收料。冰箱用ABS板材配方实例见表4-14。
表4-14 冰箱用ABS板材配方实例
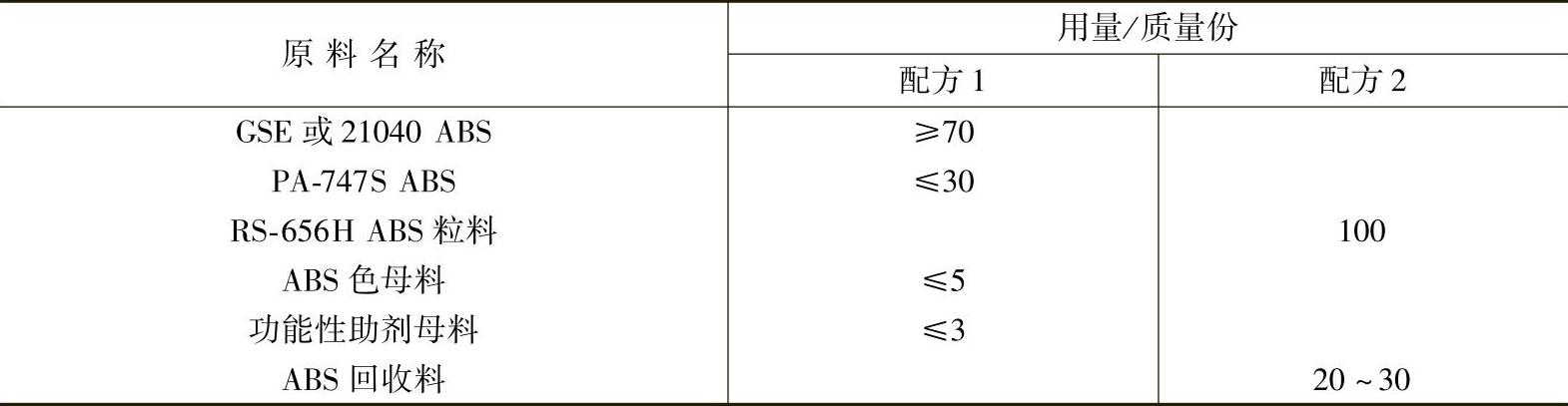
注:1.GSE或21040 ABS为美国Borg-warner公司的产品牌号,PA-747S ABS为中国台湾奇美公司的产品牌号,RS-656H ABS为韩国LG公司的产品牌号。
2.配方1用于生产冰箱内胆板材,配方2用于生产冰箱箱板或门板。
2.设备选择
挤出ABS板材,可用普通单螺杆挤出机、锥形双螺杆挤出机和排气式挤出机。如果采用排气式挤出机生产ABS板材,原料不用干燥处理,可直接投入挤出机挤出生产。螺杆直径一般为120~200mm,长径比L/D=30~35,由于增加排气段,所以螺杆比较长。螺杆压缩比ε=2~2.8。
机头一般采用衣架式结构,物料在机头内停留时间短,分配均匀。可成型0.2~6mm的ABS板(片)材。
3.生产工艺
(1)工艺流程ABS板材挤出成型工艺流程如图4-19所示。

图4-19 ABS板材挤出成型工艺流程
(2)混合干燥ABS粒料极易吸湿,如果使用普通单螺杆挤出机或双螺杆挤出机生产,成型前原材料必须进行干燥处理。干燥可使用热风循环烘箱或热风料斗式干燥器。干燥条件为:新粒料的烘干温度为80~90℃,回收料则为75~85℃;干燥时间为4~5h(开车前),不宜过长。干燥后的料应在短期内使用,防止物料重新吸收空气中的水分。
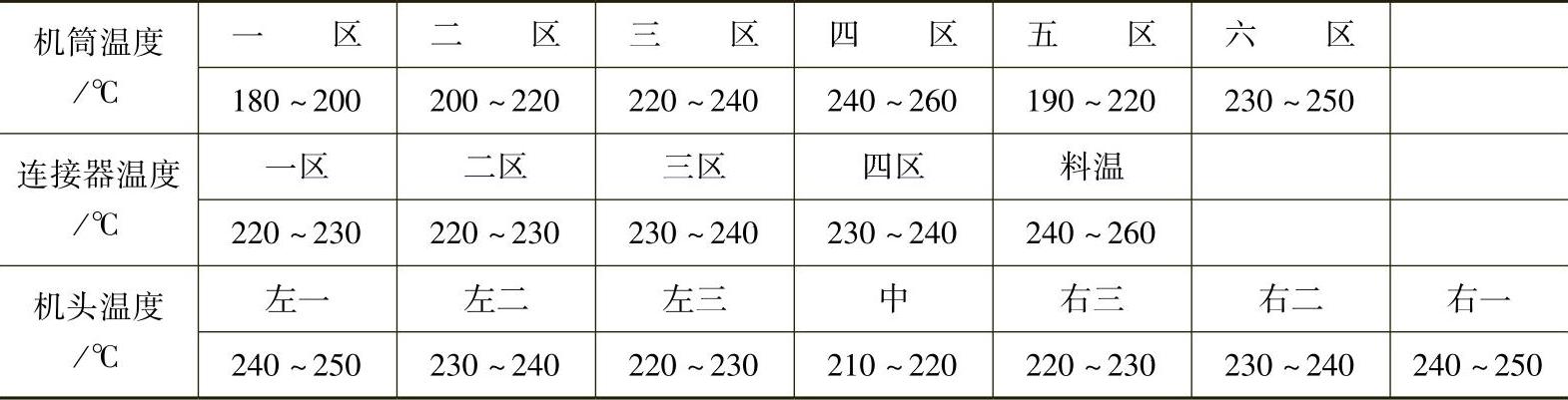
(3)挤出成型 使用排气式单螺杆挤出机挤出ABS板材,机筒6段温度、连接器处4段温度、机头7段温度分布见表4-15。
表4-15 ABS板材挤出温度
 (https://www.xing528.com)
(https://www.xing528.com)
从表4-14中可知,机筒第五段有排气孔,此处温度不能过高,否则塑料粘度较小会从排气孔溢出,将排气孔阻塞。ABS挤板温度较高,为使板材厚度均匀,温度应严格控制,温差应控制在±2℃以内。
(4)冷却定型 在冷却定型过程中,采用恒温水来控制三辊的温度。由于挤出机头的物料温度较高,为防止物料粘辊,三辊温度一般控制在80~110℃,最高不超过120℃。上辊温度为90~110℃,中辊温度为80~90℃,下辊温度为70~80℃;三辊恒温系统的冷却水温度要小于等于35℃。
值得注意的是,三辊温度过高会使板材太软而离辊,形成细密的横纹,而温度过低则使板材边离,造成折边或辊痕,若三辊温度配合不当还会造成板材弯曲;辊间距影响板材厚度,中、上辊间距调节不当会造成针孔或折边;当三辊线速不一致时,则会使板材出现波浪纹;若牵引过快会使板材收缩率偏大。
板材挤出过程中,挤出物料进下、中辊,通过抱中辊转入上、中辊,然后出三辊。实践表明,进物料的下、中辊间隙严格控制在略大于或等于产品厚度,其值不超过3%,以免热熔物料受到过大的延伸而增大板材收缩率。出物料的中、上辊间隙控制在略小于或等于产品厚度,其值亦不超过3%。
(5)其他工艺参数
1)排气真空度为0.003~0.005MPa。
2)螺杆转速为40~100r/min,根据板材厚度定。
3)三辊线速度为0.5~5m/min,根据板材的厚度调节。在挤出速度(螺杆转速)相对稳定和三辊间隙固定的情况下,下、中辊间出现ϕ1cm左右并呈铅笔状的堆料时的速度为较理想的三辊速度。
4)三辊压力为≥0.6MPa。
5)牵引线速度。牵引线速度应等于或略小于压光机的三辊线速度(不超过3%),保持板材在平整状态下冷却牵引即可。
6)模唇开度。生产厚度为1~5mm的板材时,模唇开度比板材厚度大1mm左右。
4.ABS板材挤出成型工艺的控制要点
(1)开机与关机 开机前要预热,待各段加热温度达到设定值并恒温0.5h后方可开机。开机时,根据负载及熔体压力状况,慢慢提高螺杆的转速,切忌一步到位;开始时必须控制螺杆转速在10r/min以下,待熔体压力迅速升高时方可继续加速,以保护设备。关机之前,要采用保温模式,使机筒温度降到保温温度后方可关机,这样可减少机内物料的炭化分解程度。
(2)真空度 控制真空度为规定值,使真空口不堵塞,以保证排气效果。
(3)模唇间隙 模唇间隙要适宜,一般为板厚的115%~130%,尤其是挤出薄板时,若开度太大,会使板材厚度横向分布不均匀。
(4)滤网 滤网一般有3~5层(1层是孔径为180μm的铜网,其余为125μm钢网),要求每12h换1次,若挤出稳定、无杂质,可适当延长换网时间;当杂质较多或网前熔体压力超过规定值时要随时换网。
(5)其他 冷却辊要求清洁、转动灵活;剪板机要求平台光滑、刀口平整无生锈,以防板底划花。另外,每隔2h应检查一次工艺参数,发现异常及时调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。