



PVC软板具有较好的耐磨性、耐蚀性、柔韧性和弹性,广泛用于实验室、办公室、仪表室、住宅及车辆的铺地材料、舞台地板等,也可作为防腐设备的衬里。PVC软板的使用温度为(-20~40)℃。
1.原料与配方
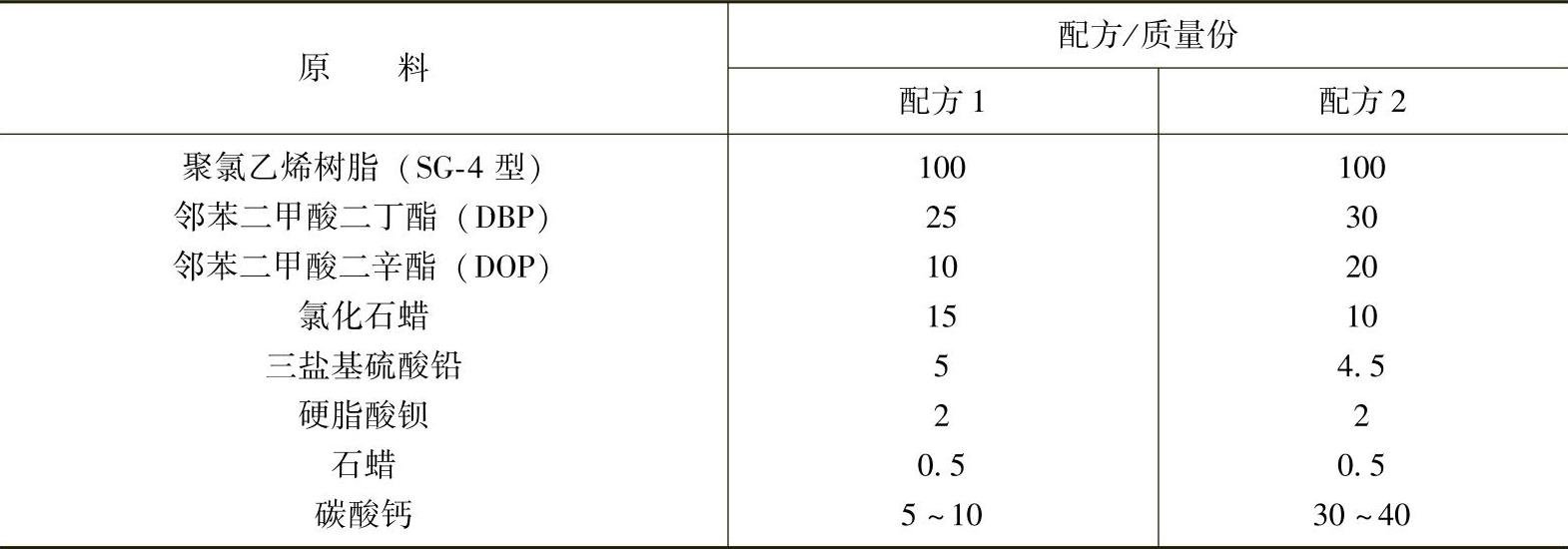
PVC软板是以PVC树脂为主要原料,碳酸钙为填充剂,加上增塑剂、稳定剂、润滑剂和适量色浆,通过挤出成型而制得的软质PVC板材。PVC软板配方实例见表4-8。
表4-8 PVC软板配方实例
关于PVC软板配方的说明:
1)软PVC板增塑剂用量较多,以增塑效率较好的DBP为主。因DBP挥发性较大,应加入DOP共同作为主增塑剂。辅助增塑剂氯化石蜡可降低成本,但加入量不能太多,否则会析出制品表面。
2)软PVC板材稳定剂要求比硬板低,用铅盐与金属皂类合用可达到要求。
3)为使板材易成型,加入少量润滑剂石蜡。加入碳酸钙可提高软板出机头时的刚性,否则因增塑剂较多,板材出机头时太软会下垂。
4)配方1为化工厂耐腐蚀衬里,碳酸钙不能加太多,否则板材耐蚀性不合格。配方2为铺地材料,加入较多碳酸钙可以增加地板的刚性与降低成本。
2.设备选择
挤出成型软质PVC板材用单螺杆挤出机,螺杆直径为90~120mm,L/D=25,压缩比ε=3~3.5。应该强调一点,挤出成型PVC硬板与软板不能用同一根螺杆,否则产品质量不合格或易产生焦料。(https://www.xing528.com)
3.生产工艺
(1)工艺流程 挤出PVC软板的工艺流程如图4-16所示。

图4-16 挤出PVC软板的工艺流程
(2)捏合 按配方先将配制好的固体物料加入高速捏合机中进行低速搅拌,使物料温度逐渐升高,再边搅拌边加入增塑剂等液体物料,使捏合机高速运转,当物料温度升至130~140℃后,排料至冷搅拌机中,打开夹套冷却水,使物料温度逐渐降至40℃以下,放料,备用。
(3)挤出成型 若用双螺杆挤出机挤出成型板材,经过捏合、冷却后的物料通过定量加料装置加入双螺杆挤出机的机筒中,在挤出机的加热、混炼、挤压作用下成为粘流态的物料,机筒温度控制在130~160℃之间。粘流态的物料通过排气装置,除去物料中的空气及挥发物,然后通过连接器进入机头。连接器的温度控制在150~155℃,机头温度控制在170~180℃之间。
若用单螺杆挤出机成型板材,先经过造粒工序,将粉状混合料制成粒料,再通过单螺杆挤出机塑化挤出,经连接器、机头成型。温度控制比硬质PVC板材低5~15℃,用ϕ90mm的单螺杆挤出机生产软质PVC板材的挤出温度见表4-9。
表4-9 软质PVC板材挤出成型温度

(4)定型冷却 挤出机挤出的板材通过三辊压光机(辊筒温度控制在80~90℃)进行压光、冷却定型,然后进入冷却辊在空气中充分冷却,经切断即得成品。
其他工艺参数与PVC硬板基本相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。