



热收缩管在一定温度条件下可沿径向发生收缩,这一特性的存在,使热收缩管可以作为电缆护套管;介质输送管道接头处起箍紧作用的套管;电子元器件、电缆等多股导线的集束管;还可作为一些杆状器件的外套管,如球杆、鱼竿的手柄套管等。
热收缩管的形成是将一定直径的管材在可形成大分子取向条件下沿径向拉伸,使其产生“弹性记忆”。为了保证拉伸过程中产生较小的大分子松弛,使拉伸后有一定的“记忆”性能,可将聚合物材料在拉伸之前先形成交联,交联后的三维网状结构成为形状记忆材料的固定相。拉伸使大分子沿拉伸方向取向,材料宏观上发生形状和尺寸变化,这种形变是在材料弹性形变之内将大分子拉伸状态冻结,一旦遇到适当的温度条件,材料表现为弹性回复。
目前,许多热收缩管是以PE交联管扩管后形成的,因此,下面将重点介绍PE热收缩管的扩胀工艺。
1.原材料及配方
生产交联PE热收缩管的树脂应选用低密度聚乙烯(LDPE),这与非热收缩性交联PE管的树脂采用高密度聚乙烯(HDPE)不同。其原因主要是两种制品的应用领域不同,热收缩管作为包覆性制品,要求比较柔软,而普通交联PE管作为输液管则要求较高的力学性能、耐热和耐蚀性。
生产交联PE管过程中用到的其他助剂,随聚乙烯交联方法的不同而分别选用,参见3.7.1节的相关内容。
各种交联法生产交联PE热收缩管的典型配方分别列于表3-32至表3-34中。
表3-32 辐照交联PE热收缩管的典型配方(质量份)
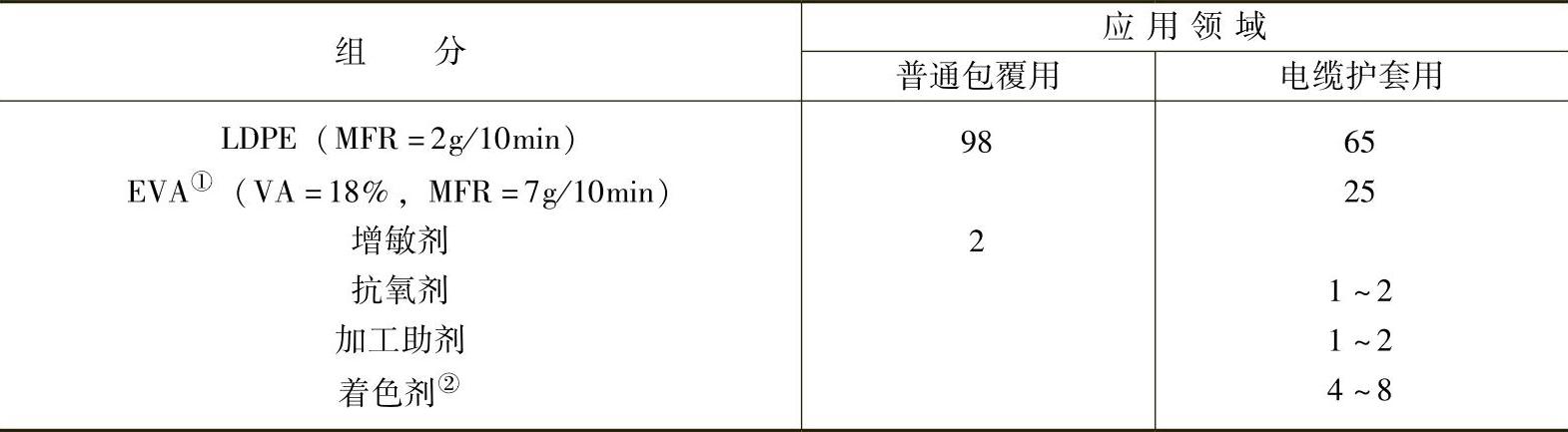
①EVA一方面起增韧改性作用,另一方面也有提高辐照交联效率,降低辐照剂量的作用。
②着色剂一般用色素炭黑,它也有辐照敏化剂的作用。
表3-33 有机过氧化物交联PE热收缩管的典型配方(质量份)
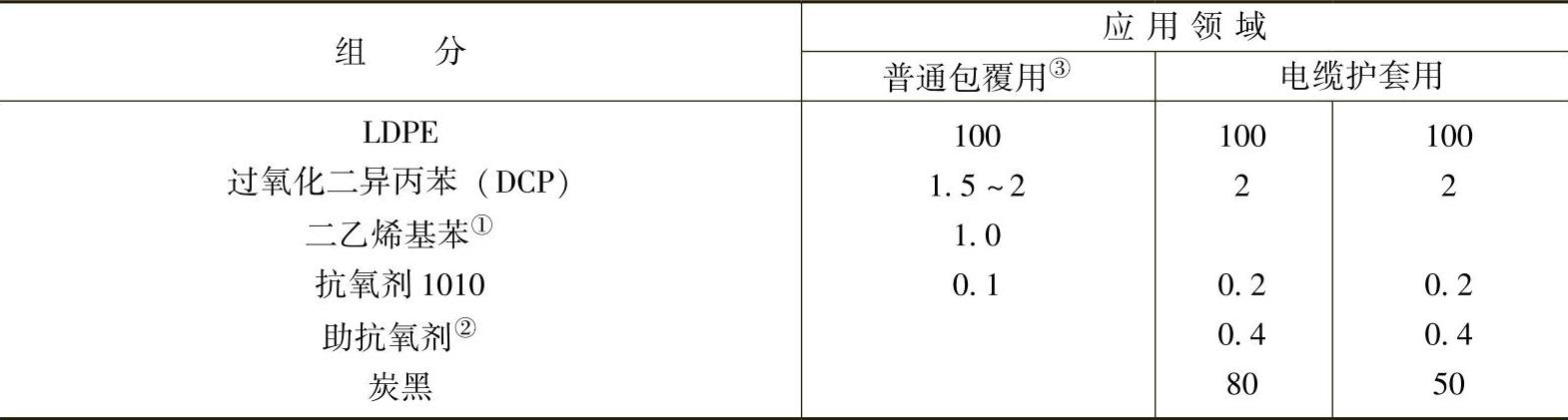
①二乙烯基苯是辅助交联剂。
②助抗氧剂一般选用DSTP(硫代二丙酸十八酯)。
③此配方所得制品的凝胶量约为81%。
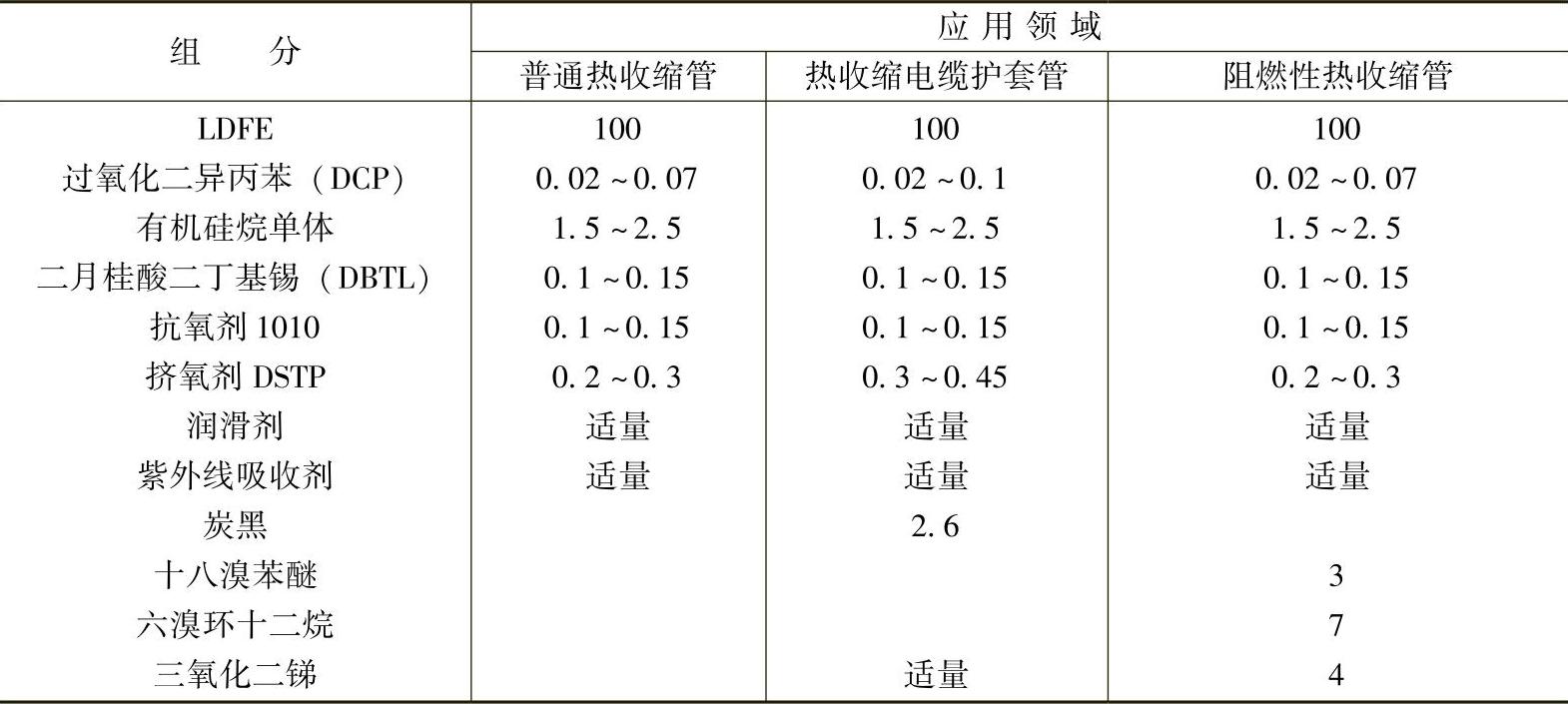
表3-34 硅烷交联PE热收缩管典型配方(质量份)
2.生产工艺
交联PE热收缩管的生产工艺过程是在交联PE管生产完成后,再续加一个扩管工序。应用各种交联法生产交联PE管的生产工艺已在3.7.1节中介绍过,此处不再赘述,下面介绍扩管工艺。(https://www.xing528.com)
热收缩管的扩管方式有非连续式扩管和连续式扩管两种方法,其原理是将已成型好的、有一定交联度的管加热至一定温度,在力的作用下使管径增加,冷却后得到可收缩的管。
(1)非连续式扩管 非连续式扩管的方式有图3-27所示的机械扩胀法和图3-28所示的分段气扩法。
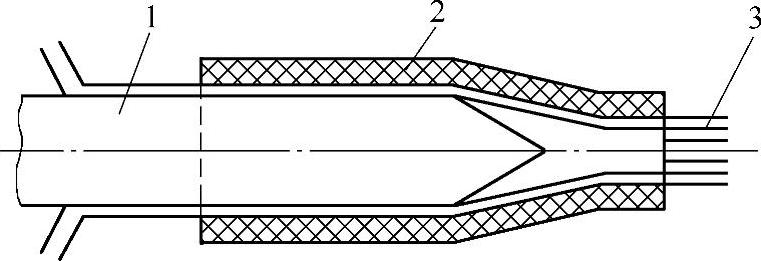
图3-27 机械扩胀法
1—扩胀杆 2—被扩管 3—钢丝束
机械扩胀法是将管材套在钢丝束上,钢丝起支撑作用,进行加热。扩胀杆沿钢丝束从被扩管的一端进入,向另一端运动,当完成被扩管的扩胀时,对管进行冷却,退出扩胀杆后得到热收缩管。这种方法设备与操作比较简单,且容易保证壁厚均匀度,可生产收缩率大的热收缩管,但由于使用钢丝,在管材内表面留有压痕,压痕处强度下降,并影响连接处的气密性。
分段气扩法由定径套对被扩管加热,达到一定温度后,由楔块中心通入压缩空气,使被扩管壁在压差作用下扩胀,其外侧的压缩气体不断被排出。当扩胀到与定径套的内表面充分接触以后,停止加热,经冷却,得到热收缩管。
(2)连续式扩管 连续式扩管的方式有图3-29所示的内压吹胀法和图3-30所示的真空扩胀法。
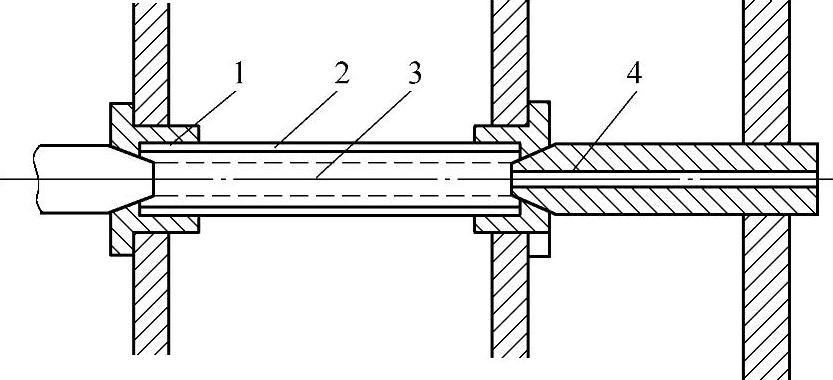
图3-28 分段气扩法
1—定径套 2—被扩管 3—芯轴 4—楔块
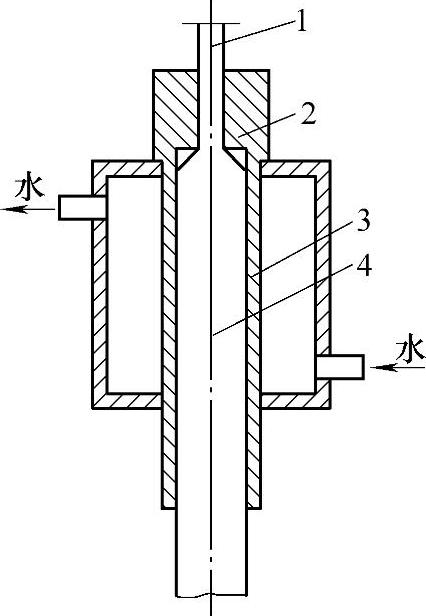
图3-29 内压吹胀法
1—被扩管 2—定径套喉部 3—定径套 4—扩后管
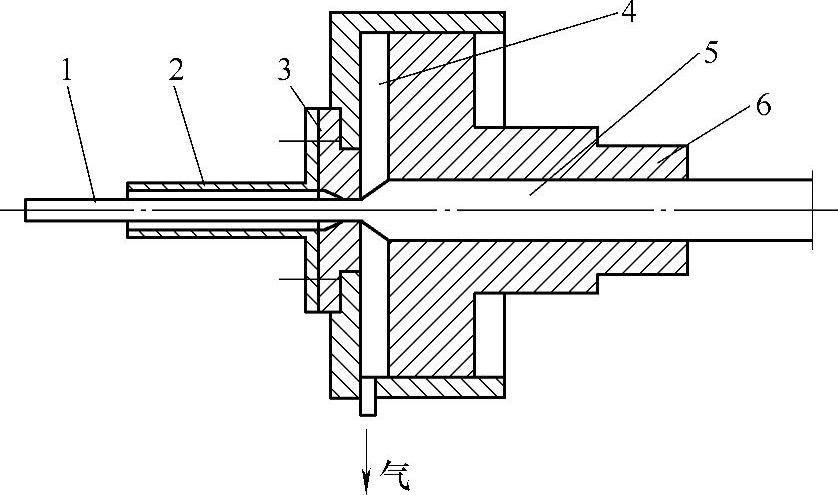
图3-30 真空扩胀法
1—被扩管 2—过渡套 3—导套 4—真空室 5—扩后管 6—定径套
内压吹胀法被扩管在密封条件下从管外加热,加热器内保持一定的压力与管内压力平衡,定径套狭窄部分开泄压口,使扩胀时管内外形成适当压差,管径易于扩胀。
真空扩胀法的优点是加热器不需密闭,扩胀后管外侧为负压,因此,扩胀后更稳定,热收缩的轴向收缩率很小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。