



尼龙管呈半透明,轻而硬,表面光滑,坚韧,具有高度延展性、自润滑性和高耐磨性;对大多数化学药品有稳定性,但不宜与酚、强酸、强碱等化合物直接接触;使用温度为-40~80℃,短时间使用可达120℃,但高于100℃长期与氧接触呈黄褐色,力学性能下降。尼龙管主要用作机床液压系统的输油管。
1.原料选择
尼龙管材由尼龙6、尼龙1010和尼龙66等树脂经挤出成型或由铸型尼龙经离心浇注而制得。用于挤出成型管材的尼龙树脂宜选用熔体粘度较大的品种。粘度大,挤出的管不会下垂变形。尼龙11可以用来生产硬管和软管,适于输送汽油;尼龙12可用来生产各种油管、软管;尼龙1010可用来生产耐压管。
2.设备选择
成型尼龙管材的挤出机一般为单螺杆挤出机。螺杆结构应为突变型,可以是全螺纹型的,也可以是带有混炼头的形式,能够起到加强混炼效果的作用。螺杆长径比L/D≥25,加料段与计量段长度基本相同,中间的压缩段为3~4个螺距,压缩比为3.0~4.0。为了有效地防止干燥后的尼龙树脂再吸湿,挤出机应安装干燥式料斗。
机头为衣架式,压缩比为3~5,拉伸比为1.5~2.0,尼龙管材的拉伸比为1.4~3.0。
3.生产工艺(https://www.xing528.com)
(1)树脂干燥 尼龙吸水性强,在成型之前,应先对尼龙树脂进行干燥处理。可用沸腾干燥法或常压鼓风烘箱干燥法干燥。前者干燥条件为110℃,干燥约1h,后者则在80~90℃干燥8~12h,料层厚度为25mm。为了防止干燥过程中尼龙树脂氧化变色最好采用真空干燥方式,干燥条件为:压力≤1333Pa,温度为80~120℃,料层厚度<25mm,时间为10~16h。
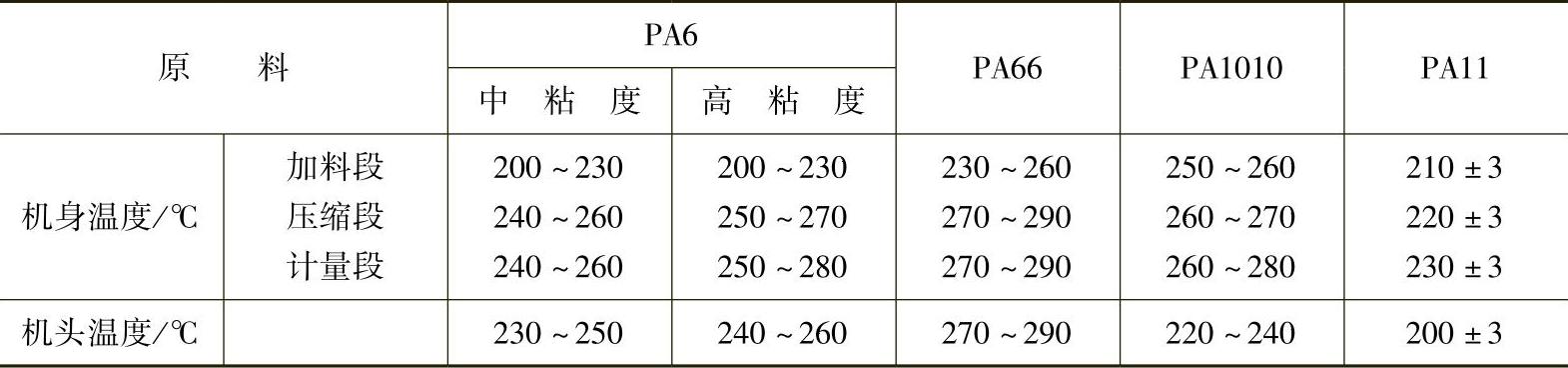
(2)挤出成型 尼龙为结晶聚合物,熔融温度范围较窄,而且熔融态极易氧化分解,因此温度控制应严格。几种尼龙管挤出成型的参考温度见表3-26。
表3-26 几种尼龙管挤出成型的参考温度
挤出成型的管坯需要在常温冷却水槽中迅速冷却定型。若尼龙管材直径较小,物料从机头挤出后可垂直或水平直接进入冷却水槽,若为大直径管材,应采用真空定径法定径,经水冷却后牵出。尼龙管材的牵引装置应选用与管材接触面积较大的履带式牵引机。
若以ϕ45mm挤出机生产公称外径为ϕ32mm的尼龙管,螺杆转速为15r/min,定径套与口模距离为20mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。