



从机头挤出的管材型坯温度较高,仍处于熔体状态,形状不能固定,因此需要经过定型装置对物料加以冷却,达到精整尺寸的同时将其形状固定。该过程常采用定径套(又称定型套)来完成。管材挤出定型有两种方法:内径定型法和外径定型法。
1.内径定型法
内径定型法是一种在具有很小锥度的芯模延长轴内通冷却水,靠芯模延长轴的外径确定管材内径的方法。这种方法多用于直角式机头和侧向式机头。内径定径套的典型结构如图3-9所示,它连接在机头芯模上,定径套内通入循环冷却水,从口模挤出来的管坯直接套在定径套上,这样冷却定型的管材内径尺寸稳定而且圆度较好。定径套的长度取决于管材壁厚和牵引速率,通常可取80~300mm,对于壁厚较大的管材或在牵引速度比较大的情况下可取大值,反之则取小值。定径套外径应比管材内径大2%~4%。冷却芯模锥形部分的锥度一般为(0.6∶100)~(1∶100)。

图3-9 内径定径套的典型结构
1—口模 2—芯模 3—定径套 4—管材
内径定型法由于管材内、外壁同时冷却,因此具有以下特点:机头阻力小,管材内孔圆度好;无分流器及其支架产生的熔合纹,管材径向强度好;机头流道较长,料流稳定,管材质量好;产量较高,操作方便,不需压缩空气装置或真空泵等。但定型装置结构复杂,塑料在机头内流程长,流道有弯折,易产生死角,使物料发生过热降解,故不适用于PVC、POM等热敏性塑料管的挤出。目前,多用于成型PE、PP和PA塑料管材,尤其适用于要求内径尺寸稳定的包装筒的成型。
2.外径定型法
外径定型法主要包括内压法、真空法、挤模法和顶出法。
(1)内压法 内压法是指管内通入压缩空气,管外加冷却定径套,使管材外表面贴附在定径套内表面而冷却定型的方法,其结构如图3-10所示。定径套固定在机头上,为了减少加热的机头和用水冷却的定径套之间的热量传递,用绝热的聚四氟乙烯垫圈将口模与定径套端面隔开。压缩空气由芯模中的孔道进入管内,其压力为0.02~0.05MPa。为保持管内压力不变,在离定径套一定位置(牵引装置与切割装置之间)的管内,用气塞阻住压缩空气,使之不产生泄漏。气塞用相应长度的细钢丝或钢丝绳钩挂在机头的芯模上。应当注意的是,初开机时,压缩空气先要经过预热,否则会使芯模温度降低,造成管材内壁粗糙。

图3-10 内压法定型装置的结构
1—口模 2—芯模 3—气塞 4—钢丝 5—管材 6—定径套 7—绝热垫圈
定径套的内径一般比管材外径大,放大的尺寸等于管材收缩率。硬质PVC管材的断面收缩率为0.7%~1.0%。定径套的长度应保证管坯在一定厚度范围内冷却到玻璃化温度以下,以保证管材一定的圆度。挤出速率越快,定径套应越长。定径套太短,管材在出定径套后会变形或被拉断;定径套太长,阻力增大,牵引功率消耗大。一般管径在300mm以下时,定径套长度为其内径的3~6倍,并随管径增大而减小。为使管材外表面光滑,定径套内表面应镀铬、抛光。
(2)真空法 真空定径法是指管外抽真空,使管材外表面吸附在定径套内壁冷却定外径尺寸的方法,硬质PVC管可用这种定型方法。由于定型装置中不用阻住管内的压缩空气,无需气塞,使操作相对容易。管径较小,放置气塞比较困难,管径过大,气塞及固定气塞用的钢丝绳索较重时,宜使用真空定径方式。对于熔体粘度较低,冷却后比较坚硬的结晶型材料,如PE、PP、PA等,这种方式更加适合。
真空法的定型装置与机头有一段距离,这段距离根据聚合物材料、管材壁厚以及挤出操作条件的不同可以调节。管材被挤出后,在这段距离内实际上是在空气中冷却并被拉伸,然后进入定型装置。常见的真空定型装置有夹套式真空定型装置和管式真空定型装置。
1)夹套式真空定型装置。如图3-11所示,真空定型装置与机头距离约20~50mm,夹套内分隔成三个密封室,中间为真空室,比较靠近进料端;两端是冷却室,供冷却水循环。真空段在定型套内壁上有真空孔与真空室相通(真空度通常为0.035~0.070MPa),为保证管壁充分吸附,孔的分布比较密集且均匀。孔径大小与塑料品种及管壁厚度有关,对于粘度大的塑料与壁厚的管材,孔径可取得较大些,反之则取小值。例如,挤出硬质PVC管,壁厚在2mm以下时,孔径可取0.5~0.7mm;当壁厚大于3mm时,孔径可取0.9~1.2mm。真空定型装置定径套的长度通常比其他类型的定径套要长,如对直径大于100mm的管材,其长度可取管材外径的4~6倍。(https://www.xing528.com)
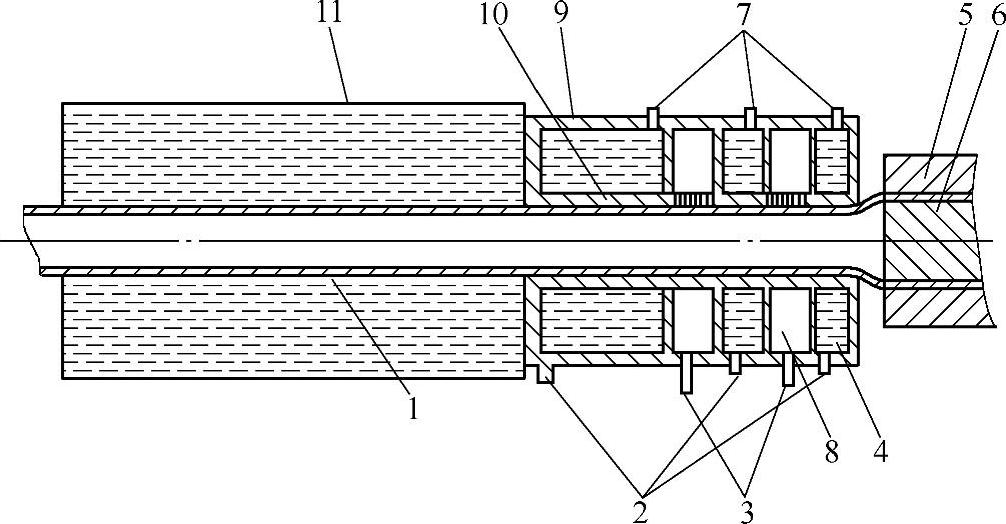
图3-11 夹套式真空定型装置
1—管材 2—冷却水管 3—真空管 4—冷却段 5—口模 6—芯模 7—出水口 8—真空段 9—外套 10—定型套 11—水槽
2)管式真空定型装置。如图3-12所示,定径套为单层壁金属管,管壁打通孔或开槽,将其固定于整体抽真空的水槽进料端内。水槽内的真空度通过开通的孔或槽作用于管材,使其充分吸附在定径套的内壁上。通常,定径套的长度大于管材直径的6倍。
(3)挤模法 挤模定型法又称定型板定型法,它是用一块带有圆孔的薄板代替定径套,如图3-13所示。这种方法适用于小口径厚壁管材,口模内径比管材的外径大1~2mm。

图3-12 管式真空定型装置
1—水槽 2—口模 3—芯模 4—密封圈 5—定径套 6—密封盖 7—测压阀 8—喷雾环
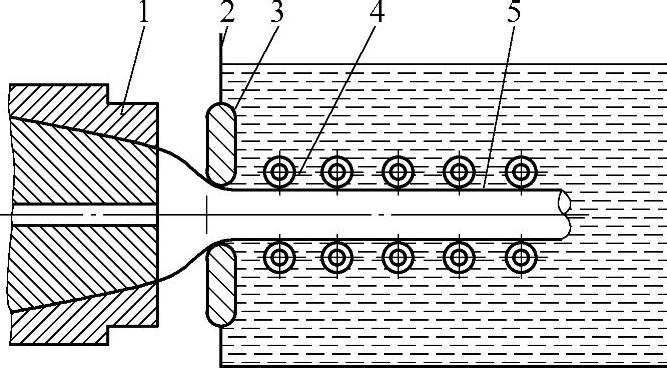
图3-13 挤模定型法
1—机头 2—水槽 3—收缩模 4—稳定辊 5—塑料管
(4)顶出法 这种方式的管材挤出成型时不用牵引装置,直接将管材顶出成型,其结构如图3-14所示。
顶出法机头结构的特点是芯模平直部分比口模长10~50mm,螺杆推力将管材顶出机头,直接进入冷却水槽,管外表面冷却固化,内表面套在芯模上不能向里收缩而定型。顶出法一般用于生产小口径厚壁硬质PVC管,其优点是设备简单、操作容易,但管材与芯模和定径套内壁运动阻力大,且挤出速率不能太快。
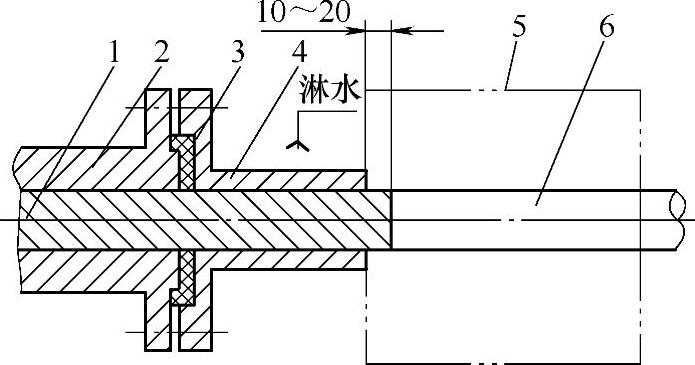
图3-14 顶出法定型装置的结构
1—芯模 2—口模 3—垫圈 4—定径套 5—冷却水槽 6—塑料管
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。