



配料前的准备工作包括树脂过筛、增塑剂过滤、粉末状添加剂磨浆、色母料粉的配制、原辅材料的干燥、块状添加剂的加热熔化等工序。
1.树脂过筛
高聚物树脂在生产、包装和运输过程中,可能混入机械杂质或其他杂质,为防止损坏造粒设备和降低产品质量,树脂必须过筛后使用。
(1)粉状树脂的过筛 粉末状PVC树脂粒径较小,常用振动筛过筛。筛网一般为40目,若树脂质量差,如颗粒大小不均匀,树脂受污染,应选更细一点的筛网过筛。当流水线生产量较大时,可以用滚筒筛过筛,滚筒筛过筛产量可达500~600kg/h。
(2)颗粒状树脂的过筛 颗粒状PE或PP树脂可用比树脂粒径稍大的细丝网过筛。
(3)粉状助剂过筛 按照有关标准,选用适当目数的振动筛,将物料倒入振动筛内过筛。用量极少的物料,有时需要手工过筛。
2.增塑剂过滤
为防止增塑剂内的杂质混入制品,影响产品性能(例如电气性能),在生产电缆包覆料时,增塑剂需用较细的过滤网过滤。过滤网一般为60~120目,粘度大的用60目,粘度小的用120目,如氯化石蜡粘度较大,用60目过滤网,邻苯二甲酸酯类可用120目过滤网。
另外,在混合前通常还要对增塑剂预热,以降低其粘度并加快其向树脂中扩散的速度,同时强化传热过程,使受热的树脂加速溶胀以提高混合效率。
3.粉末状添加剂磨浆
对颗粒较粗或容易结团的粉末状添加剂(如稳定剂、填充剂和着色剂等),要将其分散在树脂中比较困难,并且容易造成粉尘飞扬,影响加料的准确性,而且,有些添加剂(如铅盐)会危害人体健康。因此,最好先用增塑剂进行磨浆,以浆料加入,才能均匀地分散在树脂中。生产PVC电缆包覆料时,铅盐稳定剂、颜料、填充剂均应先磨浆后再加入捏合机混合。浆料的制备方法是先将粉末状添加剂和增塑剂按比例混合,然后搅拌均匀,再用三辊研磨机研细,对产量小的工厂可选用胶体磨。浆料细度指标为60~80μm。
磨浆配方参考实例:
稳定剂磨浆:三盐基硫酸铅∶增塑剂=1∶1(质量比,下同);
填充剂磨浆:碳酸钙∶增塑剂=1∶1.5;(https://www.xing528.com)
着色剂磨浆:中铬黄∶增塑剂=1∶0.8,
酞菁绿∶增塑剂=1∶1。
浆料配方比例大小主要由粉料的表观密度和增塑剂的粘度来决定,粉料表观密度大,需要加入的增塑剂量就多。增塑剂一般用粘度较小的邻苯二甲酸二辛酯。应该指出,在增塑剂投料量中,应扣除磨浆时加入的量。
4.色母料粉的配制
因对硬质PVC制品不加入增塑剂,所以,一般先制成高浓度的PVC色母料粉,然后加入捏合机混合。尤其是生产浅色制品时,只有这样,才能使颜料分散均匀。如硬质PVC管材着色均采用此方法。用捏合机制造色母料粉时,应适当加入稳定剂,防止树脂分解。
5.原辅材料的干燥
对易吸湿的树脂及添加剂,在捏合或挤出之前必须先干燥除水。如PA、PC、ABS等树脂均易吸水,使用前必须进行干燥,使其含水质量分数<0.1%。有些功能性母料,如抗静电母料、抗粘连母料、珠光母料、填充剂母料等都易吸潮,加入挤出机前均应进行干燥,否则会影响挤出生产的正常进行或降低产品质量。
常用的干燥方法有烘箱干燥、沸腾床干燥、真空干燥、红外线干燥等。如果是隧道式烘箱,则要将物料均匀地铺在输送带上,控制好烘箱的温度和输送带速度。如果是普通烘箱,则将一定的量物料装入料盘,并使料层厚度均匀,放入烘箱,按工艺卡调节烘箱温度。由于烘箱内料盘较多,故需要将料盘编号,根据工艺卡上的时间,按一定的顺序放入和取出料盘。常用塑料的干燥工艺参数见表2-16。
表2-16 常用塑料的干燥工艺参数
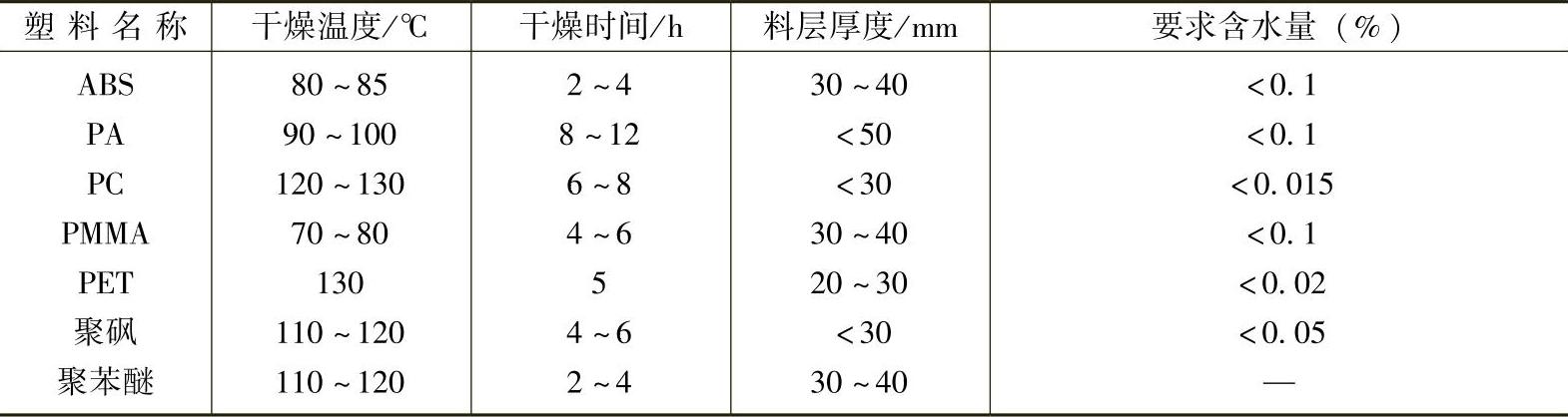
不易吸湿的塑料原料,如PE、PP、PS、PVC、POM等,如果储存良好,包装严密,成型前可不干燥。
6.块状添加剂的加热熔化
作为块状的硬脂酸和石蜡均是塑料加工中应用较多的润滑剂。若直接加入捏合机,会在高速捏合机内高速旋转撞在折流板上,损坏折流板,所以必须先加热熔化后再加入捏合机。硬脂酸的熔点为69.6℃;石蜡熔点为60℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。