



双螺杆挤出机有多种不同的形式,主要的区别在于螺杆的旋转方向、啮合程度不同。按照两根螺杆的相对位置,双螺杆挤出机可分为啮合型和非啮合型;在啮合型双螺杆挤出机中,根据啮合的程度又可分为部分啮合型和完全啮合型。按照螺杆的旋转方向,可分为同向旋转和异向旋转;异向旋转又分为向内和向外两种。按两根螺杆轴线相交还是平行,可分为平行双螺杆和锥形双螺杆。双螺杆挤出机转向与啮合的关系如图1-10所示。它们的工作机理、性能和用途有很大不同,选用时必须弄清。

图1-10 双螺杆挤出机转向与啮合的关系
1.啮合型同向旋转双螺杆挤出机
物料在同向旋转的双螺杆挤出机的全螺纹段的流动情况如图1-11所示。由于同向旋转双螺杆在啮合位置的速度方向相反,一根螺杆要把物料拉入啮合间隙,而另一根螺杆把物料从间隙中推出,结果使物料从一根螺杆转到另一根螺杆,呈“∞”形前进,这种速度的改变以及在啮合区较大的相对速度,非常有利于物料的混合和均化。由于啮合区间隙很小,啮合处螺纹和螺槽的速度方向相反,因此,具有很高的剪切速度和很好的自洁作用,能刮去粘附在螺杆上的任何积料,从而使物料的停留时间很短。这种挤出机主要用于物料混炼和造粒。但由于物料在啮合区间所受的剪切力很大,所以不适应PVC等热敏性塑料的生产。
这里应当指出,虽然这种机器性能好,但若不会应用,就发挥不了它应有的作用。当前最突出的现象是,有的使用单位自机器买回来,不管是什么物料,什么配方,完成什么混合作业,都使用一种螺杆(机筒)组合,从来就没有拆过螺杆(机筒),进行过重新组合。一种螺杆(组合)到底,这是很不应该的,完全违背了这种双螺杆的设计用意,也不会有好的使用效果。正确的使用应当是根据不同的物料和配方,以及要完成的混合工艺目标,选用不同的螺杆(机筒)元件,对螺杆(甚至机筒)进行组合。当然,这种组合是一种专门的技术和诀窍,是要根据对各种螺杆元件性能以及物料性能的了解,通过实验—经验—理论分析结合的方法得出的。有的双螺杆生产厂家,在卖给使用单位时会提供1~2种螺杆组合,但更多的螺杆组合要靠用户自己的实验和经验。
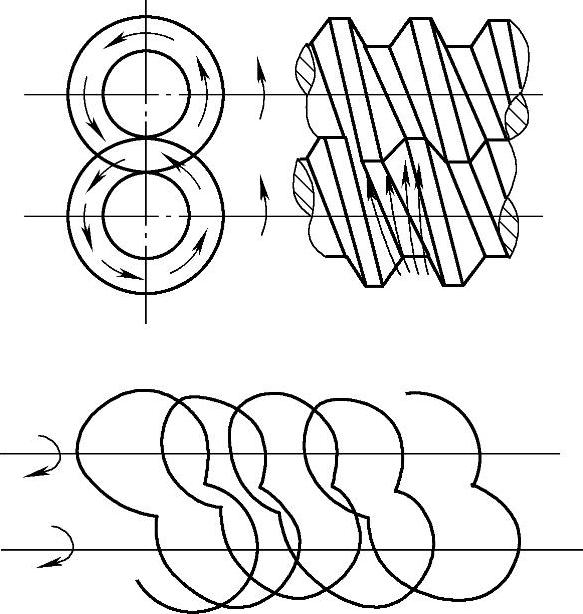
图1-11 啮合型同向旋转双螺杆挤出机中物料的流动示意图
 (https://www.xing528.com)
(https://www.xing528.com)
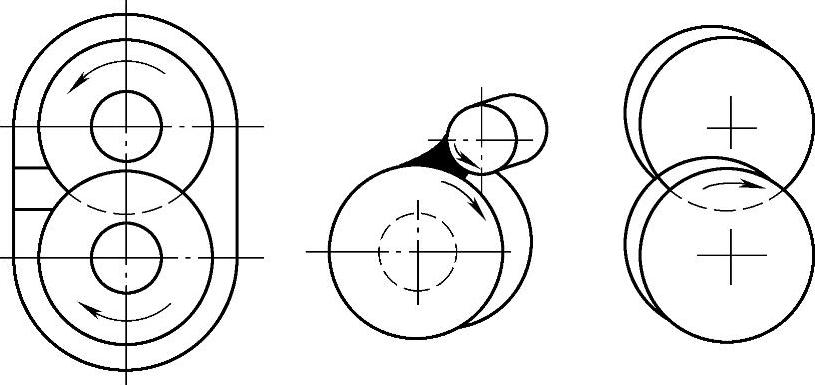
图1-12 啮合型异向旋转双螺杆挤出机中物料的运动情况
2.啮合型异向旋转双螺杆挤出机
啮合型异向旋转双螺杆挤出机中物料的运动情况如图1-12所示。在啮合型异向旋转的双螺杆挤出机中,两根螺杆是对称的,由于回转方向不同,一根螺杆上物料螺旋前进的道路被另一根螺杆的螺棱堵死,不能形成“∞”字型运动。在固体输送部分,物料以近似密闭的“C”形小室的形态向前输送。但为了使物料混合,设计中将一根螺杆的外径与另一根螺杆的根径之间留有一定的间隙量,以便使物料能够通过。物料通过两螺杆之间的径向间隙时,受到强烈的剪切、搅拌和压延作用,因此物料的塑化效果好,多用于加工制品。由于两螺杆的径向间隙比较小,因此,有一定的自洁性能,但自洁性比同向旋转的双螺杆要差。
3.非啮合型双螺杆挤出机
物料在非啮合型双螺杆挤出机中,除了向机头方向的运动形式外,还有多种流动方式,如图1-13所示。由于两螺杆不啮合,它们之间的径向间隙很大,有较大的漏流1;由于两螺杆的螺棱的相对位置是错开的,即一根螺杆的推力面的物料压力大于另一螺杆拖带面的物料压力,从而产生了流动2,即物料从压力较高的螺杆推力面向另一螺杆拖带面流动;同时随着螺杆的旋转,在两螺杆的间隙处物料不断受到搅动并被不断带走而更新(不论两螺杆的转向如何),特别是在异向旋转过程中,物料在A处受到阻碍,产生了流动3;其他多种物料的流动形式包括在两根螺杆的相互作用下产生的各种流动。所有这些流动形式都增加了对物料的混炼和剪切。但这种双螺杆没有自清洁作用,故一般仅用于混料,不适合PVC型材的生产。
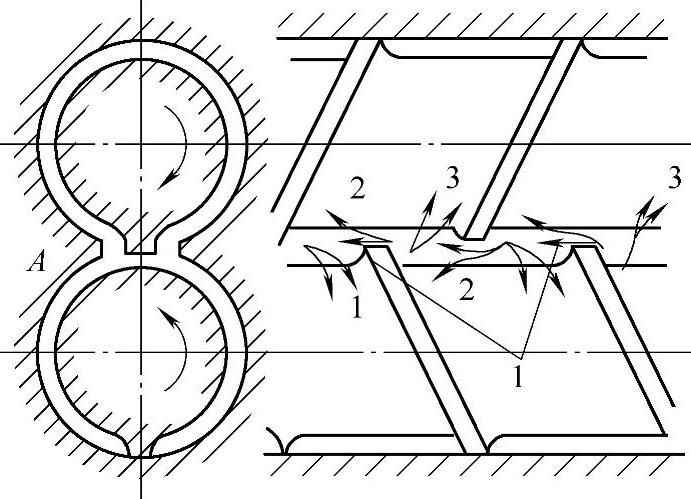
图1-13 物料在非啮合型双螺杆挤出机中的流动示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。