



镗孔工作在镗床上进行,但铣床也可以镗孔,其方法与在镗床上相似,但加工精度不如镗床高、加工的零件比较小,此种加工属于扩大铣床的使用范围。
1.几种常用的镗刀
(1)整体式镗刀 如图7-10a所示,刀头与刀柄焊接在一起,刀头材料为硬质合金。此种镗刀可以镗通孔和不通孔。
(2)机械固定式镗刀 如图7-10b所示,此种镗刀通常用于镗通孔,刀头可用高速工具钢,也可在刀头上焊接硬质合金刀片,刀头装在刀杆的方孔内,用螺钉固定。此种膛刀最常用。
(3)浮动式镗刀。如图7-11所示,浮动式镗刀是精镗时使用的刀具。它由刀头(块)和刀杆组成。加工时,刀头在刀杆的方孔内.可以滑动,两个切削刃均匀地切掉余量。
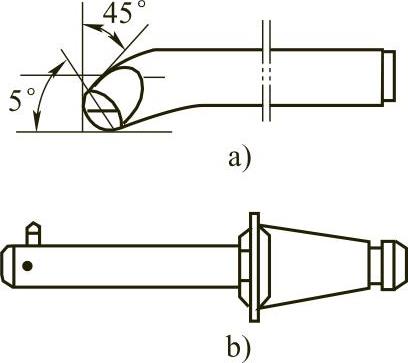
图7-10 镗刀的种类
a)整体式镗刀 b)机械固定式镗刀
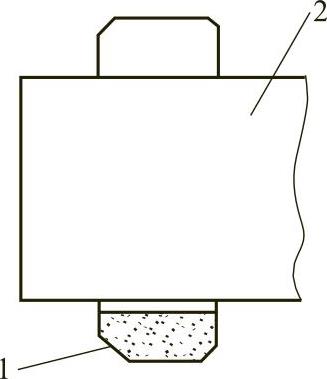
图7-11 浮动式镗刀
1—刀块 2—刀杆
2.镗孔方法
由于镗刀有单刃、双刃和多刃镗刀之分,且它们的结构和工作条件不同,因此它们的工艺特点和应用也有所不同。
(1)单刃镗刀镗孔 单刃镗刀的刀头结构与车刀类似。单刃镗刀镗孔时的特点如下。
1)可以修正原有孔的轴线歪斜或位置误差。由于镗孔质量主要取决于机床精度和工人技术水平,因此预加工孔如有轴线歪斜或有不大的位置误差,利用单刃镗孔可以修正。就这一点,如果用扩孔或铰孔是不易达到的。
2)适应性较好,灵活性较大。
3)单刃镗刀结构简单、使用方便,既可粗加工,也可半精加工或精加工。一把镗刀可加工直径不同的孔,孔的尺寸由刀头伸出镗杆的长度(用调整螺钉来调整)来保证,而不像钻孔、扩孔或铰孔是定尺寸刀具,因此对工人技术水平的依赖性较大。(https://www.xing528.com)
4)生产率较低。单刃镗刀的镗杆直径受所镗孔径限制,一般刚度比较差,为了减少镗孔时镗刀的变形和振动,不得不采用较小的切削用量。加之仅有一个主切削刃参与切削,所以生产率比扩孔或铰孔低。
由于以上特点,单刃镗刀镗孔比较适用于单件小批量生产。使用时,用紧固螺钉将其装夹在镗杆上。图7-12a所示为不通孔镗刀,刀头倾斜安装;图7-12b所示为通孔镗刀,刀头垂直于镗杆轴线安装。
(2)双刃镗刀镗孔 双刃镗刀的结构如图7-13所示。在双刃镗刀中,有一种可调浮动镗刀片。调节镗刀片的尺寸时,先松开螺钉1,再旋螺钉2,将刀齿3的径向尺寸调好后,拧紧螺钉1把刀齿3固定。镗孔时,镗刀片不是固定在镗杆上而是插在镗杆的长方孔中,并能在垂直于镗杆轴线的方向上自由滑动,由两个对称的切削刃产生的切削力,自动平衡其位置。
双刃浮动镗刀镗孔方法具有如下特点:
1)加工质量较高。由于镗刀片在加工过程中的浮动,可抵消刀具安装误差或镗杆偏摆所引起的不良影响,提高了孔的加工精度。
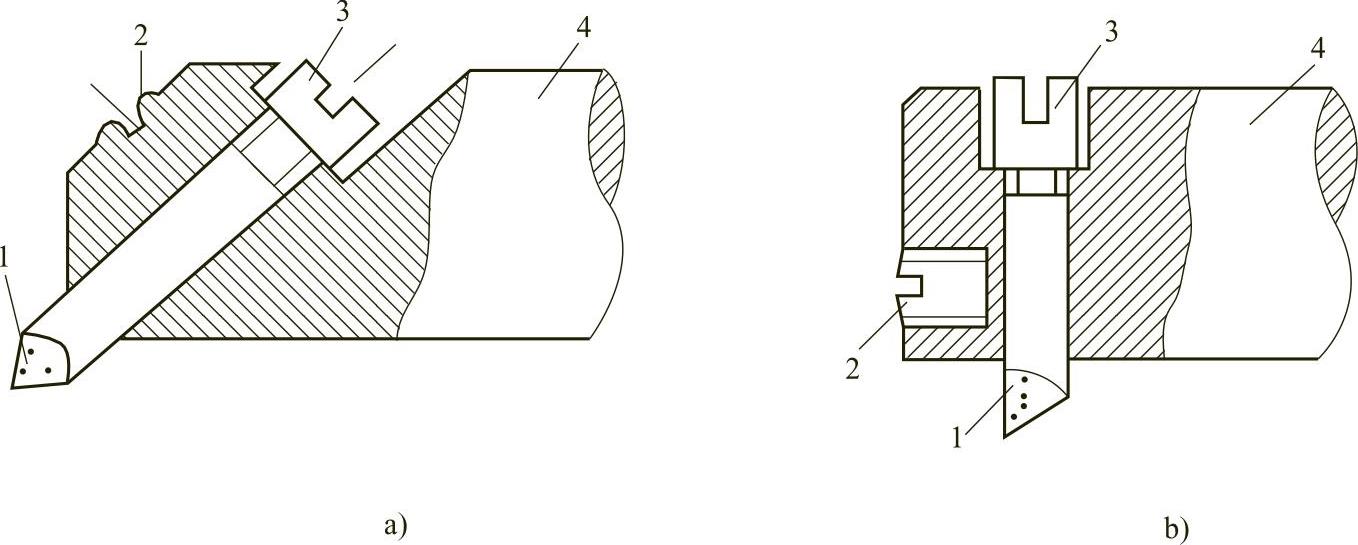
图7-12 单刃镗刀的使用
a)不通孔镗刀 b)通孔镗刀
1—刀头 2—紧固螺钉 3—调节螺钉 4—镗杆
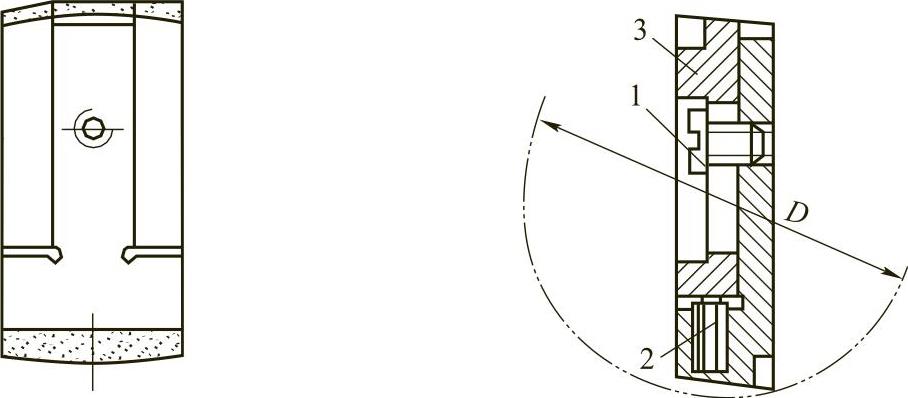
图7-13 双刃镗刀的结构
1、2—螺钉 3—刀齿
2)较宽的修光刃可修光孔壁,减小表面粗糙度的值。但是,它与铰孔类似,不能修正原有孔的轴线歪斜或位置误差。
3)生产率高。浮动镗刀片有两个主切削刃,同时切削,并且操作简便。
4)刀具成本较单刃镗刀高。浮动镗刀片结构比单刃镗刀复杂,刃磨费时。
由于以上特点,浮动镗刀片镗孔主要用于成批生产、精加工箱体类零件上直径较大的孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。