



1.自定心卡盘夹持圆棒找正
将分度头安放在工作台T形槽中,双手将分度头按指示的箭头方向贴紧,用T形螺栓压牢。安装自定心卡盘,在自定心卡盘上夹持标准心轴(尽可能夹持得少一些)。找正外圆的径向圆跳动。摇动分度头,先找正外圆a点的圆跳动,如图5-8所示,如圆跳动过大,可转动标准心轴重新夹紧,或在高点处卡爪内垫纸片或铜片,再找正b点,如圆跳动过大,则可在高点处用铜棒轻轻敲击,使百分表读数差减少一半,直至找正到误差在0.03mm以内。找正圆棒上素线与工作台台面平行:使百分表测头与外圆a点相接触,移动横向工作台,找出最高点后,转动表盘使指针对准“0”位,再移动至b点,观看两处最高点的读数是否一致,若不一致,可调整分度头主轴,直至找正到误差在200∶0.03mm以内。找正圆棒侧素线与纵向工作台进给方向平行:找正时,使百分表测头与心轴侧面a点相接触,摇动升降台,找出最高点后使指针对准“0”位,再移动至b点,观看两点读数是否一致,若有误差,则松开T形螺钉,垫上木块用铜棒轻轻敲击分度头底部侧面,直至找正到误差在200∶0.03mm以内。
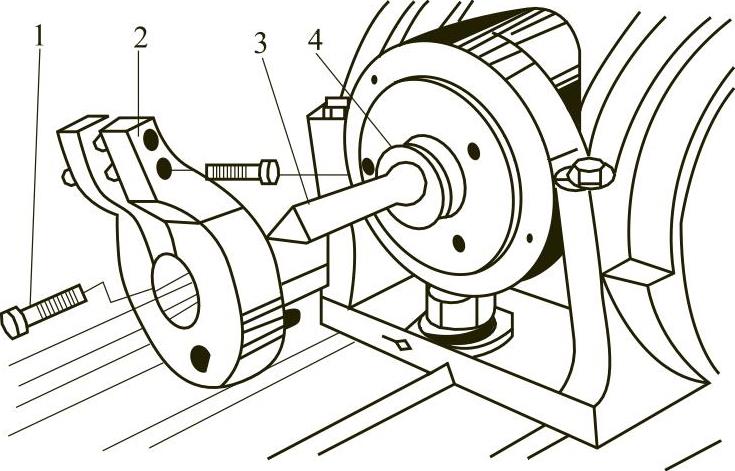
图5-7 前顶尖与拔盘的安装
1—内六角螺钉 2—拨盘 3—前顶尖 4—分度头主轴
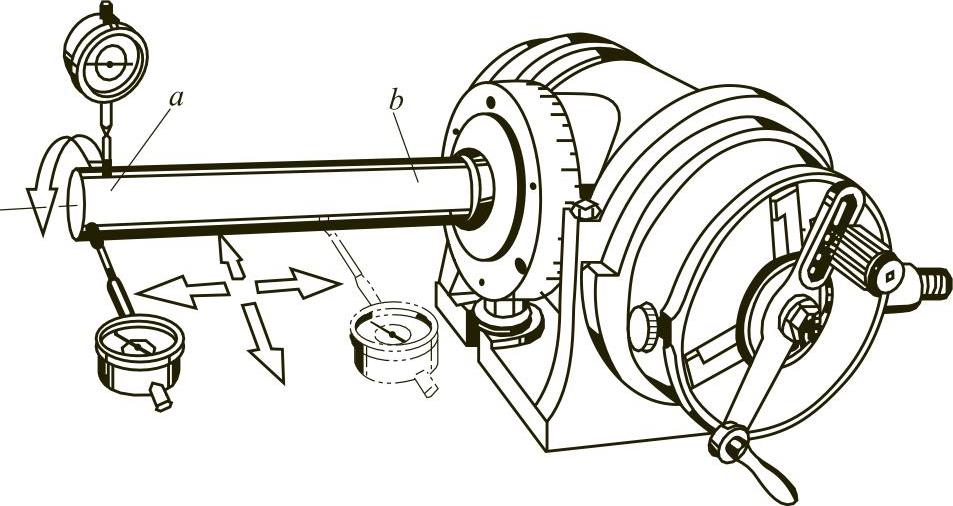
图5-8 自定心卡盘夹持圆棒找正(https://www.xing528.com)
2.找正分度头及尾座
将分度头安装在工作台右端中间T形槽中,取一莫氏4号锥柄检验心轴,放入分度头主轴锥孔内。用百分表找正心轴a、b点处径向圆跳动。找正心轴上素线与纵向工作台台面平行;找正心轴侧素线与纵向工作台进给方向平行。取下锥柄心轴,换装前顶尖根据工件长度,安装尾座,并按指示箭头方向贴紧。将标准心轴(或直接用工件)安装在两顶尖之间,找正其上素线与工作台台面及其侧素线与纵向工作台进给方向的平行度误差是否符合要求,如不符合要求,则对尾座进行调整,直至达到要求为止。
3.找正时的注意事项
找正用的标准心轴的尺寸公差和几何公差应符合要求。使用锥柄检验心轴时,应将分度头主轴及检验心轴锥柄擦净,以免影响检验精度(径向圆跳动)。如发现径向圆跳动过大,可拆下检查,转一角度后装入。找正时,百分表测头与工件测量面接触时,使指针转动量约为0.2mm。找正时,不得用锤子直接敲击标准心轴和分度头及尾座。
4.分度头的维护与保养
分度时,应先松开主轴锁紧手柄,加工螺旋面工件时不能锁紧主轴。要经常保持分度头的清洁,用毕擦拭干净并上油,安放时要轻放垫稳,搬运时要防止跌坏,防止主轴锥孔碰毛。各润滑部分要定期加油,并检查油量是否在油标线内。精密分度头不能用作铣削螺旋面工件,以防分度头过早降低精度。合理使用分度头,严禁超载使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。